
工厂化金针菇“水菇”发生机理与防治措施
2022-03-10 12:41杨小亮汪国祥
中国食用菌 2022年2期
王 雷,杨小亮,刘 亮,袁 斌,汪国祥,陶 军*
(1.天水众兴菌业科技股份有限公司,甘肃 天水 741000;2.天水国家农业科技园区管理委员会,甘肃 天水 741030)
随着我国食用菌产业的快速发展,工厂化企业越来越多,其中金针菇工厂化产业建设速度最快,发展最迅猛。中国食用菌协会工厂化专业委员会2020年监测数据统计表明[1],目前食用菌工厂化生产的核心种类主要为金针菇(Flammulina velutipes)、杏鲍菇(Pleurotus eryngii)、真姬菇(Hypsizigus marmoreus) 和双孢菇(Agaricus bisporus)。金针菇的生产工厂越来越多,市场竞争压力越来越大,更高产和高品质的菌类成为从业人员的追求,但在激烈竞争中许多工厂的金针菇会出现“水菇”现象,品质大幅下降,造成较大的经济损失。
1 “水菇”的症状及特征
目前国内金针菇工厂化主要以瓶栽为主,“水菇”的发生多是瓶栽模式工厂,其发生情况图片见图1。
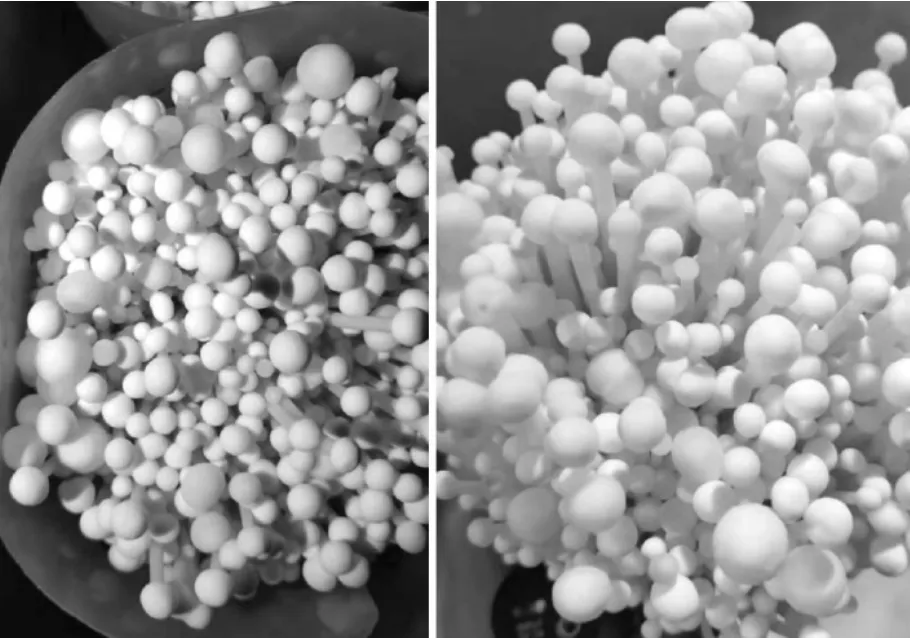
图1 金针菇“水菇”菇帽和大帽Fig.1 Mushroom cap and big cap of Flammulina velutipes‘water fruit body’
由图1可知,“水菇”的症状从个体观察,主要表现为出菇后期部分菇帽不容易变干,易形成“水晶”菇帽、“水圈”菇帽,且容易开伞,菇体长势不整齐,菇帽大小不均匀,导致综合品质下降。从整体观察,“水菇”发生多以库房为单位,表现出整库有“水菇”或大部分“水菇”;从地域分布显示,发生水菇的工厂多数集中在东部地区,海拔较低的地区,或多雨季、夏季易高温高湿的地区。
2 “水菇”发生的原因
根据近年的观察总结,金针菇“水菇”的发生一般属于生理性病害,金针菇是典型的好氧型食用菌,当培养料环境或者外部环境发生变化,而没有足够氧气供应情况下,“水菇”发生的几率会增加。一般认为,“水菇”的发生不是单一某个因素引起,往往是多个不利因素叠加造成,且易反复发生。关于“水菇”的成因主要包括以下几个方面。
2.1 培养料缺氧
2.1.1 培养料含氧量
从业者为了降低生产成本,便不断追求更高的单产量,瓶栽培养料注水量也不断提升,多者甚至接近70%,这导致瓶内培养料水分过高,含氧量不足。培养料透气性差,缝隙间的氧气被水分代替,导致养菌期间初生菌丝体和次生菌丝体活力减弱,而金针菇水分和营养吸收主要依靠菌索,在缺氧的情况下,菌索的吸收功能异常,成为诱发“水菇”的内在因素[2]。
2.1.2 培养料配方
金针菇培养料中包含多种原料,如玉米芯、米糠、麸皮、大豆皮、棉籽壳、啤酒糟、甜菜渣和贝壳粉等,每种原料所起的作用不相同,有些提供营养物质,有些起到保水透气和支撑作用,有些则是调节pH。
合适的培养料配方有助于吸收和保持水分,保证在搅拌的过程中原材料充分拌匀,且在原材料的缝隙间有充足的氧气,有助于菌索吸收氧气和水分,促进菌丝在原材料的缝隙之间生长。如果原材料保水能力较差、配比不合适或出现发霉变质的情况,物理特性上就会发生变化,同样的注水量,水分不能被吸收,而是积沉到瓶底,或者占据了氧气所在的缝隙,使透气性变差,从而间接导致了培养料氧气含量不足,也会引起后期产生“水菇”。
2.2 灭菌的影响
栽培瓶灭菌后培养料含水量会降低1%~2%,高温、高压灭菌一般采用121℃~123℃饱和蒸汽,温度相对低且总含水量大,而过热的蒸汽总水分含量低且温度高。采用饱和蒸汽灭菌易导致更多水汽进入瓶内,培养料含水量增加,超重瓶数量增加,瓶内氧气含量降低,从而导致后期“水菇”的发生;采用170℃过热的蒸汽灭菌则进水瓶数量大幅度减少,且热量损失少。
不同过滤材质的瓶盖会影响进水瓶“水菇”的发生情况。瓶栽金针菇仍以无纺布滤片为主,使用一段时间无纺布后,其表面容易长满金针菇菌丝,其情况见图2。

图2 无纺布长满菌丝体情况Fig.2 Situation of full of mycelium in the non-woven fabric
如图2所示,无纺布被菌丝体堵塞后,灭菌排气过程中水汽不易排出,积攒在瓶内水分可达10 g~50 g,直接导致培养料水分增加,加剧原材料缺氧。
2.3 蒸发器除湿能力
蒸发器的主要功能是实现出菇室降温,降温的同时除去空气中的水分,水分凝结后从冷凝水出口排出室外[3]。
金针菇的呼吸作用是通过吸收氧气分解养分释放出热量、水汽和二氧化碳的过程。菇体水分通过菇柄和菇帽挥发到空气中,空气中的水分经蒸发器实现除湿和降温。在一定时间内,当菇体释放出的水分总量大于蒸发器除去的水分总量时,室内空气就接近饱和状态,菇帽上的小水珠不易挥发到空气中,随着小水珠不断的积累和呼吸作用的持续,菇帽水分无法挥发到空气中,逐渐变大或形成“水晶帽”“水圈帽”等,即“水菇”。但并不是所有的菇帽变大都是空气湿度过大引起,正常生长发育的菇帽也会变大,但不易形成“水晶帽”或“水圈帽”。
2.4 菌种种性退化
当菌种种性退化时易发生菇帽开伞或湿菇帽,同时也表现出单产下降,菇体整齐度差等情况。有些菌种活力强,长势快,对于设备陈旧的工厂,制冷除湿能力弱,菌种生长速率快,产生的水汽量大于蒸发器除去的水汽量,就容易形成“水菇”。
2.5 育菇调控
金针菇属于好氧型菌种,对湿度要求较高,食用菌生长发育过程中空气相对湿度与培养料的含水量息息相关,当培养料含水量较高时,会通过自身水分的蒸发和菌丝体呼吸蒸腾作用使环境中空气相对湿度增大[7]。搔菌后菌丝恢复阶段,相对湿度一般不低于95%,较高的空间湿度有利于菌丝生长。抑制阶段温度控制在4℃~6℃,需要充足的空间湿度,此阶段利用低温刺激让幼蕾变粗壮,如果不给予充足水分,会导致幼蕾萎蔫,刚形成的菇帽变黄,幼蕾软弱无力,加包菇片前后没有充足湿度,便会从培养料不断运输水分到菇帽,如若控制不当,就会产生“水菇”。
2.6 其他因素
质量不稳定的原材料如米糠发霉变质或掺杂质;养菌期间二氧化碳浓度偏高,瓶内环境缺氧,也会引发后期金针菇长势参差不齐,同一瓶内菇个体存在差异大,最后菇帽偏大或出现水菇。天气情况对金针菇生长发育也有直接影响,长期高温天气和阴雨连绵导致空气湿度过高,出菇室的制冷和新风系统均会产生影响,房间的新风湿度较大或制冷能除湿力下降,均不利于除湿。
3 “水菇”的综合防治
3.1 培养料与生产工艺
金针菇“水菇”发生的内因主要是培养料含氧量不足,各种原材料混合后自身的持水能力和含氧能力不匹配,致使菌索的吸收能力减弱,出现吸收功能异常。选择吸水性好的原材料,如玉米芯、棉籽壳、大豆皮、甜菜渣等,确保水分充分吸收,原材料透气性良好,瓶底无明显积水。
原料透气性的好坏与自身属性有关,也与颗粒度相关。一般生产配方中玉米芯的占比最多,达到34%~39%,对透气和吸水能力起决定性作用。玉米芯经过粉碎后,形成不同直径的小颗粒,1 mm以内的颗粒太细小,透气性较差,而2 mm~6 mm的小颗粒有较好的透气性和吸水能力,也有支撑作用,所以对减少1 mm以下和6 mm以上的颗粒尤为重要;棉籽壳是棉籽剥取棉仁后所得附属物,常夹杂一些棉仁碎片,棉绒可起到吸水保水的作用,生产中多采用中壳中绒的产品,如果壳的占比多,则不利于水分保持,且壳中含有较高的木质素和纤维素,菌丝对其分解能力仍十分有限[8]。
培养料的含水量是影响食用菌菌丝生长和出菇的重要因素[9-10],适当降低灭菌前培养料含水量,采用过热蒸汽灭菌,使用新无纺布瓶盖或对旧无纺布进行打孔,均可降低进水瓶的发生率,提高培养料含氧量,有助于预防“水菇”发生。
3.2 配置适宜的制冷系统与蒸发器
金针菇“水菇”发生的外部因素中影响最大的是制冷系统。工厂化的制冷系统主要分为水冷式冷水机组和风冷式冷水机组;随着产能的逐步扩大,节能降耗的优化,水冷式冷水机组(简称水冷式机组)的应用也越来越广泛,特别是产能较大的工厂多采用水冷式机组;风冷式机组一般应用于出菇室少产能低或者建厂较早的工厂。
3.2.1 蒸发器的除湿原理
水冷式机组可通过调整冷却液的温度(如乙二醇)对出菇室进行制冷与除湿方面的干预,一般出水温度设置在-2℃~-4℃。制冷与除湿效果强弱与制冷系统的设定温度、流量有直接关系,当出水温度合适且流量充足的情况下,制冷效果与除湿效果通过调配能够达到平衡,此时房间具有较好除湿和降温效果。制冷过快或过慢,可达到设定温度,但除湿效果不理想。
出菇室的制冷是通过房间内蒸发器换热实现的,既起到降温作用,也起到除湿作用。当气流经过蒸发器翅片时,完成降温和降湿过程,气流中的水分在翅片上凝结成冷凝水并随管道排出室外。
3.2.2 影响除湿的因素
影响蒸发器制冷和除湿的因素包括蒸发器配置、出菇室的保温效果、地表及地下水汽和制冷运行时间等。蒸发器的配置是否合理,对于除湿和降温速率有很大的影响。出菇室如果隔热效果差,制冷启动频率和时间均会相应延长,除湿时间也相应延长,除湿效果会较好,这也是老旧工厂较少出现“水菇”的原因;而新建工厂出菇室密封性和隔热性好,制冷运行时间和频次较短,除湿效果弱,“水菇”更容易发生。
蒸发器制冷运行时间直接决定了总体除湿效果的好坏,影响蒸发器运行的因素包括频率、蒸发器面积、风量、冷水阀门开度和冷却液出水温度。其中风量是受变频器控制,随着频率增加风量逐步加大,为了控制合理的降温和除湿效果,使用中低频可延长制冷时间更有利于除湿;阀门开度、出水温度和蒸发器频器的调节都是为了合理控制降温时间达到最佳除湿效果,可根据出菇室冷凝水排出情况、出菇房升温降温记录曲线和蒸发器瞬时除湿能力进行判断。
3.2.3 蒸发器瞬时除湿能力
蒸发器瞬时除湿能力为蒸发器进风口瞬时绝对湿度与蒸发器出风口瞬时绝对湿度的差值。进风口绝对湿度测定方法为贴近蒸发器进风口处测定并记录干湿球数据,将测定干湿球温度数据和海拔高度输入“空气焓湿计算”软件,见图3,即得到进风口绝对湿度数值(图3中含水量),出风口瞬时绝对湿度原理同上。

图3 空气焓湿计算软件Fig.3 Air enthalpy and wet calculation software
由图3计算得到2组数据的差值即代表房间内的空气流经蒸发器后绝对湿度下降值,即蒸发器瞬时除湿能力。出菇室总体除湿效果除了与瞬时除湿能力有关,还与蒸发器运行时间相关,而且与运行时间呈正态分布。
当蒸发器降温速率过快,运行时间较短即达到降温,此时总体除湿效果较差,可通过降低蒸发器频率或减小冷水阀门开度,或适当提高冷水机组出水温度等措施延长蒸发器运行时间,达到降温与除湿的目的;如果制冷降温时间过长,蒸发器制冷阀门开度较小,瞬时除湿能力变弱,风机始终处于运行状态,加剧了内循环风的运行时间,菇帽水分被风带走,水分源源不断从培养料运输至菇帽并持续蒸发,导致菇帽逐步放大,总体除湿效果变差。此种情况可通过提高蒸发器频率或增大冷水阀门开度、降低冷水机组出水温度等方式缩短制冷运行时间,达到制冷和除湿的目的。
风冷式冷水机组是由压缩机吸入蒸发制冷后的低温低压制冷剂气体,然后压缩成高温高压气体送冷凝器,再由散热风扇散失到外界空气中。遇到夏季高温高湿或连续降雨天气时,对风冷机组散热效果影响小。而水冷机组通过冷却塔水分蒸发带走热量,外界湿度大时换热效果减弱,制冷和除湿能力下降,因此风冷式机组在特殊气候环境更具有优势。尽管风冷机组制冷除湿强劲,但蒸发器表面容易结霜,使用时需特殊注意。
3.3 菌种选择
金针菇发生“水菇”的外部因素主要是制冷系统,内部因素包括培养料工艺和菌种种性,合适的菌种有利于金针菇除湿。
国内绝大多数金针菇工厂化企业使用日本千曲化成公司的菌种,虽然各地域菌种命名和使用时间不同,但彼此间存在非常密切的亲缘关系[9],其基因相似度达到99%以上,但不到1%的差异也演化出了不同农艺性状。选择合适的菌种可以减轻或避免“水菇”发生,子实体长势相对缓慢的菌种在同等除湿条件下不易出现“水菇”或菇帽放大,主要原因是这类菌种一定时间内释放的热量和水汽较少,有利于蒸发器降温和除湿。但此类型菌种胞外酶活性不一定低,因此不能在母种阶段根据菌丝生长速率来判断出菇阶段子实体生长速率。
从子实体农艺性状判断,在出菇阶段,菇柄较粗菌种比菇柄细的菌种更不易发生“水菇”,其生长形态见图4。

图4 不同菇柄粗度的菌种Fig.4 The strains with different thickness of the mushroom handle
由图4可知,菇柄粗的菌种在现蕾期时原基颗粒较大,彼此的间隙也较大,随着菇柄发育伸长也逐渐变粗。进入抑制期后,低温和通风有助于菇柄粗壮,粗的幼蕾间隙较大,有利于空气流通和水分蒸发;而偏细的菌种在发育后期从菇柄处形成的水分,由于幼蕾间彼此间隙小而密,不易蒸发,进而形成“水菇”或大帽。因此选择菇柄粗的菌种更有利于除湿,但菇柄的粗细也受育菇调控技术中新风量的影响。
3.4 育菇调控
工厂化金针菇属于市场化商品化较成熟的品种,市场对产品质量及等级划分比较严格,优质菇型更容易受到市场的青睐,因此育菇调控技术对金针菇品质塑造有着十分重要的作用。市场上普遍对菇帽小且均匀、无“水菇”且耐放的产品更加认可。
金针菇在现蕾期和低温抑制期应适当控制芽出数量,增加新风量可以促进原基生长和幼蕾横向生长,使幼蕾变粗壮,同时利用抑制机产生的侧向吹风也会提高幼蕾的整齐度,有利于后期除湿;若幼蕾在抑制期内变粗壮应及时给与充足的空间湿度并配合新风,如果只通风不加湿或加湿不足,在23 d~25 d出菇后期时易出现菇帽反湿的情况,主要原因是抑制期空间加湿不足,菇体偏软无力,随着空间内循环风的加大,菇体蒸腾作用加剧,菇帽便不断从培养料运输水分并进行蒸发,若制冷除湿效果差,则菇帽易反湿,因此抑制期应给予幼蕾充分湿度,确保幼蕾粗壮有力。
某些特殊情况下,例如菇体完成卷纸作业后,增加二氧化碳浓度至53 987.73 mg·L-1~89 979.55 mg·L-1,并配合多段长时间光照刺激,也有抑制“水菇”的作用,但根部易萎缩或根裂,品质下降。
3.5 其他方面
工厂化金针菇属于现代设施农业,气候条件、地理位置均会对生产造成较大影响,如遇到连续不断的降雨或高温天气,易引发新风系统和制冷系统除湿能力下降,就需要技术人员通过育菇调控提前做出判断,减少出菇室加湿通风或通过调整配方含水量,降低营养成分等方法提前预防内因和外因引起的“水菇”。有些工厂出菇室受到地理位置制约如地势较低,地下水位偏高,或者距离其他出菇房较近时,房间地面水汽不易扩散,地下返潮严重都会加重制冷系统负担,间接导致除湿能力下降,可在厂房设计之初进行规划,加强地下排水能力,避免潮气聚集或垫高地基等。
老旧工厂运行多年,设备制冷和除湿能力有所下降,可适当降低搅拌加水量,降低配方中营养含量,切勿过度追求单产,确保品质第一;适当采用低营养配方并降低单产,减轻设备负担,预防“水菇”发生,降低等外品比例。
4 小结
工厂化金针菇“水菇”的发生属于生理性病害,其发生的内在根本原因主要是培养料缺氧引起的菌索吸收营养和水分功能异常,或菌种选择不当退化等;外部因素主要是制冷与除湿环节的配置不合理,导致除湿效果弱,育菇调控没有给与幼蕾充足的水分和养分补给等综合原因引起。一般“水菇”的发生都是由几个因素叠加引发,相互之间又存在一定关联,因此应从内因和外因多方面分析解决问题。
猜你喜欢
当代水产(2022年2期)2022-04-26
制冷与空调(2022年1期)2022-03-22
客车技术与研究(2022年1期)2022-03-03
汽车工程师(2021年12期)2022-01-17
水能经济(2018年6期)2018-10-19
科学种养(2017年11期)2017-11-28
科学种养(2017年8期)2017-08-10
大陆桥视野·下(2017年5期)2017-06-19
吉林农业·下半月(2017年2期)2017-03-10
河北渔业(2015年5期)2016-03-01
