
变压精馏分离丙酸甲酯-甲醇的节能设计
2022-03-08 06:20:40张伟静
天然气化工—C1化学与化工 2022年1期
张伟静,张 雷
(西南石油大学 化工学院,四川 成都 610500)
丙酸甲酯与甲醇是常用的有机溶剂和化工原料[1-3]。甲基丙烯酸-甲酯的生产过程中,反应物丙酸甲酯会与甲醇混合,形成共沸物,其中甲醇的质量分数为0.47,共沸温度为62.4 °C[4,5]。在这类醇酯共沸物的分离过程中,由于气液组成接近该压力下的共沸组成,普通的精馏技术不能实现有效分离[6],而工业上分离共沸物的方法主要有变压精馏[7]、萃取精馏[8,9]和反应精馏[10]等。
丙酸甲酯-甲醇为压敏性共沸物,变压精馏可以实现二者的高效分离,其原理是利用两塔之间的压力差使得待混合物共沸温度发生改变,从而使共沸组成发生范围变化[11]。变压精馏因其具有操作简单和不引入第三组分等优点在工业上得到了广泛应用[12]。然而,该方法因能耗较高,需要与节能技术,如热集成技术,进行耦合,大约可以节约20%~30%的能耗[13]。杨金杯等[14]对变压精馏分离甲醇-乙酸异丙酯进行了研究,结果表明,热集成变压精馏比一般的变压精馏节省30%的最小年总费用(TAC)。Ghuge等[15]研究了不同热集成变压精馏与萃取精馏对四氢呋喃-水的分离效果,结果表明,与无热集成的变压精馏相比,有热集成和无热集成的变压精馏分别降低了24.4%和21.7%的TAC。
针对丙酸甲酯-甲醇共沸体系,本文使用Aspen Plus V8.4软件,首先通过压力的变化对变压精馏可行性进行初步研究,并对变压精馏工艺参数进行经济优化。针对两塔温度以及能耗特点,结合热集成技术,对常规变压精馏、部分热集成变压精馏与全热集成变压精馏工艺进行对比分析,以期为丙酸甲酯-甲醇分离方法的选择提供依据,并实现节能的目的。
1 常规变压精馏设计与优化
1.1 原料工况条件
丙酸甲酯/甲醇进料处理量为 2000.00 kg/h,进料温度为30 °C,常压下共沸组成进料。两种产品纯度≥ 99.9%。
过程模拟结果的准确性在很大程度上取决于热力学模型的选取。甲醇和丙酸甲酯属于高度非理想体系,王菊等[16]实验测定了丙酸甲酯-甲醇体系的相平衡数据,用Wilson模型和非随机双液体(NRTL)模型对数据进行了关联,气相组成平均相对偏差分别为0.20%和0.58%。据相关的参考文献,综合以NRTL模型进行过程模拟。
1.2 变压精馏可行性分析
丙酸甲酯-甲醇体系的共沸温度与丙酸甲酯质量分数随压力变化的趋势如图1所示。由图1可知,随着压力增大,共沸组成发生较大变化。当压力从101.325 kPa升高到800.000 kPa时,共沸组成中丙酸甲酯的质量分数从 0.5323下降至 0.3313。该组成变化满足变压精馏分离的条件,说明采用变压精馏是可行的。
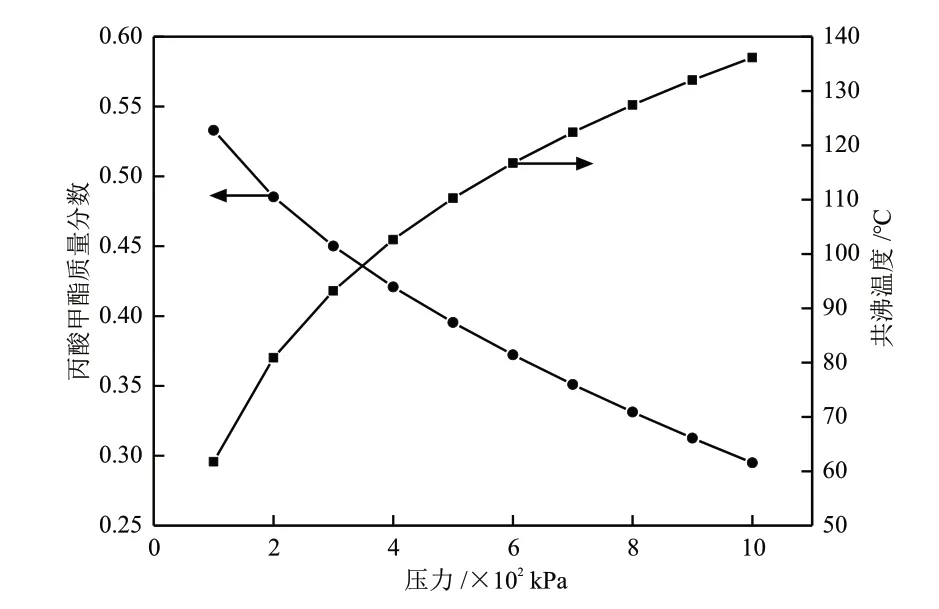
图1 共沸温度与丙酸甲酯质量分数随压力的变化Fig. 1 Changes of azeotropic temperature and mass fraction of methyl propionate with pressure
较大差距的共沸组成会降低循环流量,从而降低能耗。两塔的操作压力差越大,共沸组成的偏移就越大,对分离越有利,然而,压力越大,设备的投资费用就越高。综合各项考虑后,确定低压压力为101.325 kPa,高压压力为800.000 kPa。确定两塔压力后,对精馏顺序进行分析。Wang等[17]对不同组成的四氢呋喃与乙醇相图进行了分析与模拟,结果表明,进料组成位于高压共沸组成或是低压共沸组成的一侧,只有一种分离顺序可行。绘制混合物的T-x-y相图如图2所示,从图2可知,精馏顺序为高压-低压。

图2 丙酸甲酯-甲醇气液平衡(T-x-y)相图Fig. 2 T-x-y diagram of methanol-methyl propionate
1.3 变压精馏工艺流程及优化流程
变压精馏流程为:混合物从高压塔中部进入,塔底采出高纯度的丙酸甲酯,塔顶是高压下的共沸物,经节流后进入低压塔,低压塔底部馏出高纯度的甲醇,塔顶为常压的共沸组成,加压后与原料混合并进行循环。对物料进行衡算,初步确定循环物料为2124.00 kg/h。
基于序贯迭代优化算法[18],固定高压塔压力(p1)与低压塔压力(p2),选择高压塔(HPC)的进料位置(NF1)与回流比(RR1)、低压塔(LPC)的进料位置(NF2)与回流比(RR2)作为内部迭代循环评价指标,以两塔理论塔板数(NHPC、NLPC)作为外部迭代循环评价指标,通过调整高压塔塔釜采出量(B1)和低压塔塔釜采出量(B2)以满足产品的纯度,具体优化流程如图3所示。
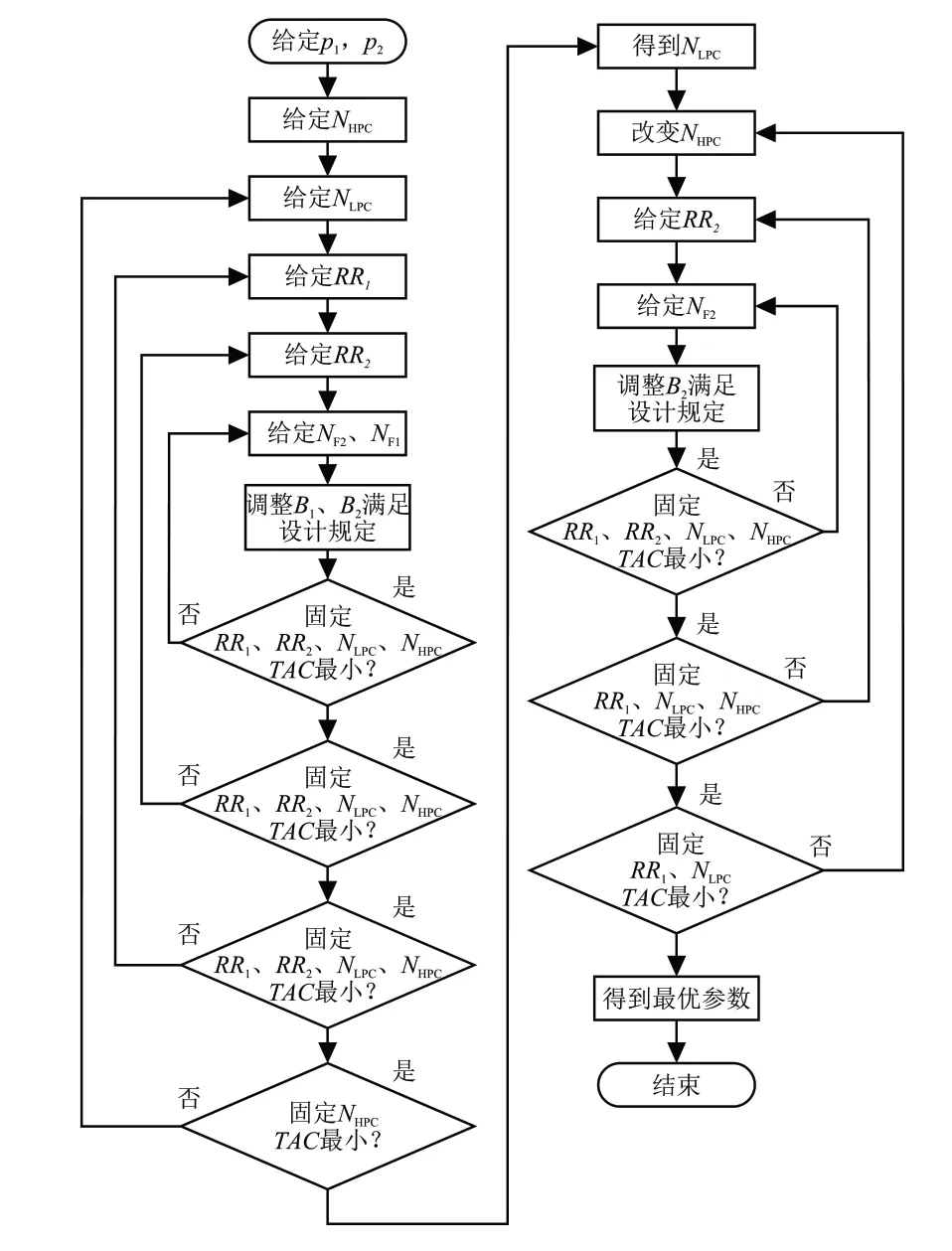
图3 变压精馏优化流程Fig. 3 Optimal process of pressure swing distillation
1.4 常规变压精馏优化
1.4.1 进料板位置优化
基于序贯迭代顺序,对高压塔进料位置与低压塔进料位置进行了优化,结果如图4所示。由图4(a)可知,当高压塔进料位置从第32块板下移到第36块板时,TAC先减小后增大,当高压塔进料位置在第33块板时,TAC最小,因此确定高压塔在第33块塔板进料。对于低压塔进料板位置,由图4(b)可知,当进料位置从第15块板下移到第19块板时,TAC先减小后增大,因此,选择低压塔第17块塔板作为进料位置最佳。
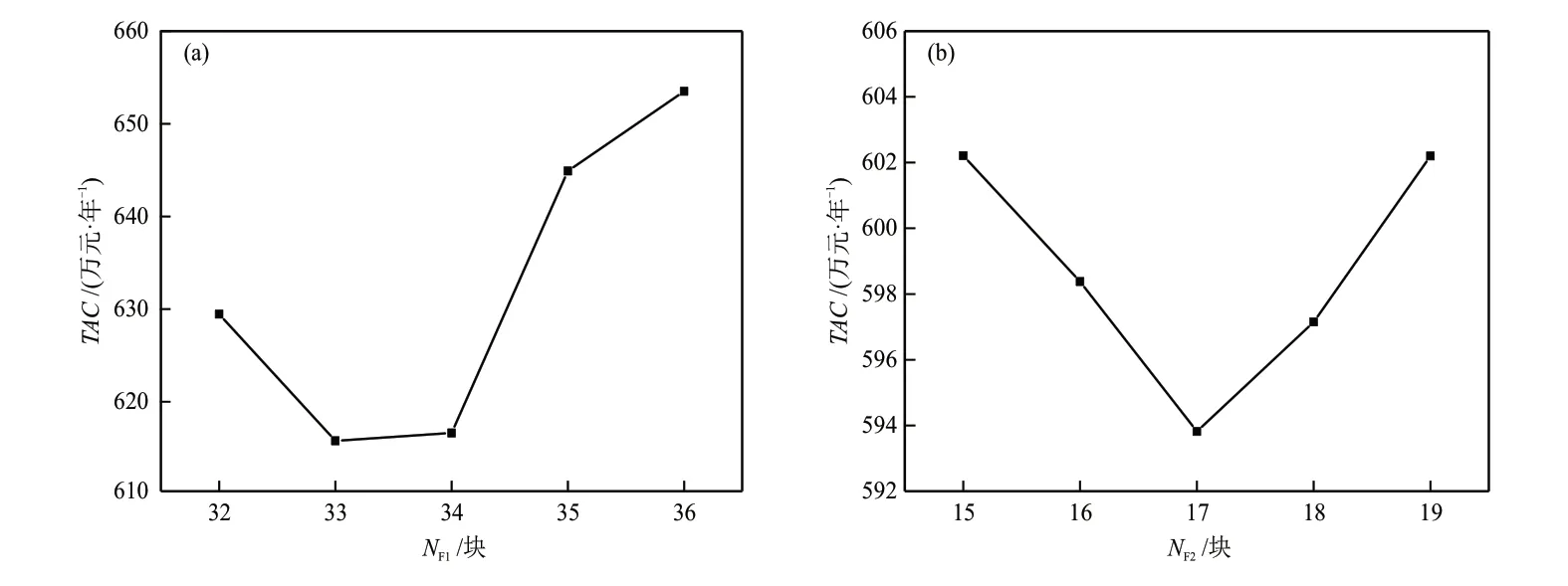
图4 TAC随NF1 (a) 和NF2 (b)的变化Fig. 4 Changes of TAC with NF1 (a) and NF2 (b)
1.4.2 回流比优化
回流比的大小决定精馏塔的分离效果,并且其对塔釜再沸器的蒸汽消耗有影响,因此为了使产品品质达到要求,且能量消耗最小,选择合适的回流比尤为重要。在满足分离要求的前提下,考察了回流比对TAC的影响,结果如图5所示。由图5可知,随着高压塔的回流比增加,TAC的变化趋势为先减小后增大,高压塔的最佳回流比为1.5,低压塔回流比也呈相同的趋势,因此,低压塔的最佳回流比为2.0。

图5 TAC随RR1 (a) 和RR2 (b)的变化Fig. 5 Changes of TAC with RR1 (a) and RR2 (b)
1.4.3 塔板数优化
在一定的分离要求下,需要对理论塔板数以及能耗进行权衡并优化,结果如图6所示。由图6(a)可知,对于高压塔而言,理论塔板数增多,TAC呈现先减小后增大的趋势,当理论塔板数为41时,塔釜丙酸甲酯纯度超过99.9%,此时TAC最低,由此确定高压塔的塔板数为41。由图6(b)可知,对于低压塔而言,在理论塔板数为39时,TAC最低。
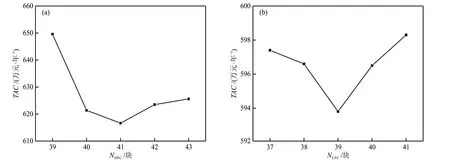
图6 TAC随NHPC (a) 和NLPC (b)的变化Fig. 6 Changes of TAC with NHPC (a) and NLPC (b)
1.4.4 不同精馏顺序工艺参数比较
由于进料组成接近常压下共沸组成,即接近于由常压塔到加压塔的循环馏出液浓度,从高压塔进料是适宜的,通过计算也证明了此点。将两种进料顺序依据序贯迭代分别进行了参数优化,优化结果如表1所示。由表1可知,高压-低压的进料顺序所需塔板数较少且TAC较低,相比于低压-高压顺序,高压-低压进料序列可以节约25.18%的TAC。
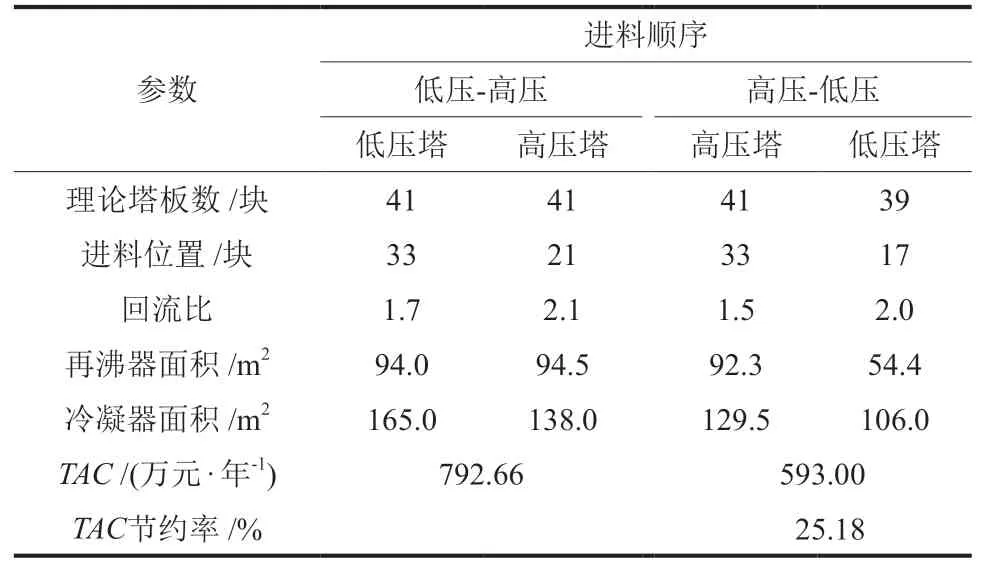
表1 不同进料顺序变压精馏工艺优化参数Table 1 Process optimization parameters of pressure swing distillation in different order
2 节能型变压精馏设计
变压精馏过程中,高压塔塔顶温度高于低压塔塔釜温度,两塔热集成可进一步降低能耗。热集成将高压塔塔顶蒸汽作为热源对低压塔塔釜进行热量整合。常规变压精馏温度与热负荷参数如表2所示,由表2可知,低压塔再沸器负荷为1075.1 kW,高压塔冷凝器负荷为1523.4 kW,并且两塔温差相差62.9 °C,表明系统热集成是可行的。

表2 常规变压精馏温度与热负荷Table 2 Temperature and thermal load table of conventional pressure swing distillation
部分热集成变压精馏工艺流程及部分参数如图7所示。将高压塔的塔顶馏出物作为低压塔的再沸器的热源,将再沸器中低压塔馏出物流汽化后,再经过辅助冷凝器移走多余的热量以达到冷凝目标温度,此时物流一部分回流,一部分进入低压塔。部分热集成变压精馏最低TAC为451.00 万元/年。
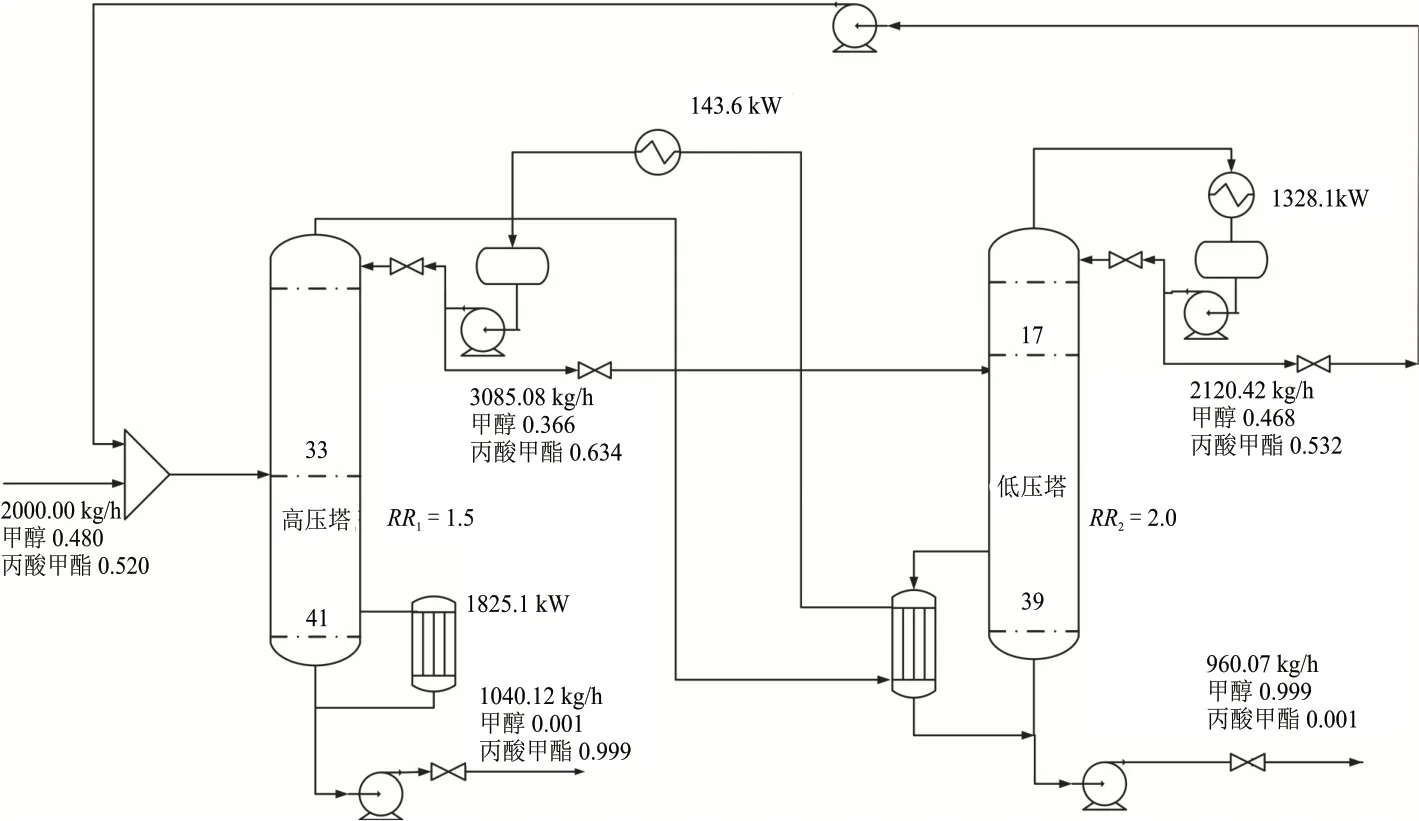
图7 部分热集成变压精馏工艺流程Fig. 7 Partial thermal integrated pressure swing distillation process
全热集成变压精馏是通过调整高压塔的回流比,使得塔顶负荷增大到与低压塔底负荷相等来完成的。该流程可以减少两塔换热器的使用,可达到节约成本的目的。在实际操作中,产品的纯度增大,但因变化的回流比使得能耗大大增加,可通过改变低压塔塔顶馏出量来优化两塔负荷。
利用Aspen Plus 软件中的Design Spec工具调节高压塔回流比使得两塔负荷相抵消。根据常规工艺直接进行热集成可能导致局部最优,因此,根据序贯迭代进行了优化,全热集成变压精馏工艺流程及部分参数如图8所示。全热集成变压精馏最低TAC为399.00 万元/年。与常规工艺相比,两种热集成工艺均能节约TAC,其中全热集成变压精馏比部分集成变压精馏更具经济优势。
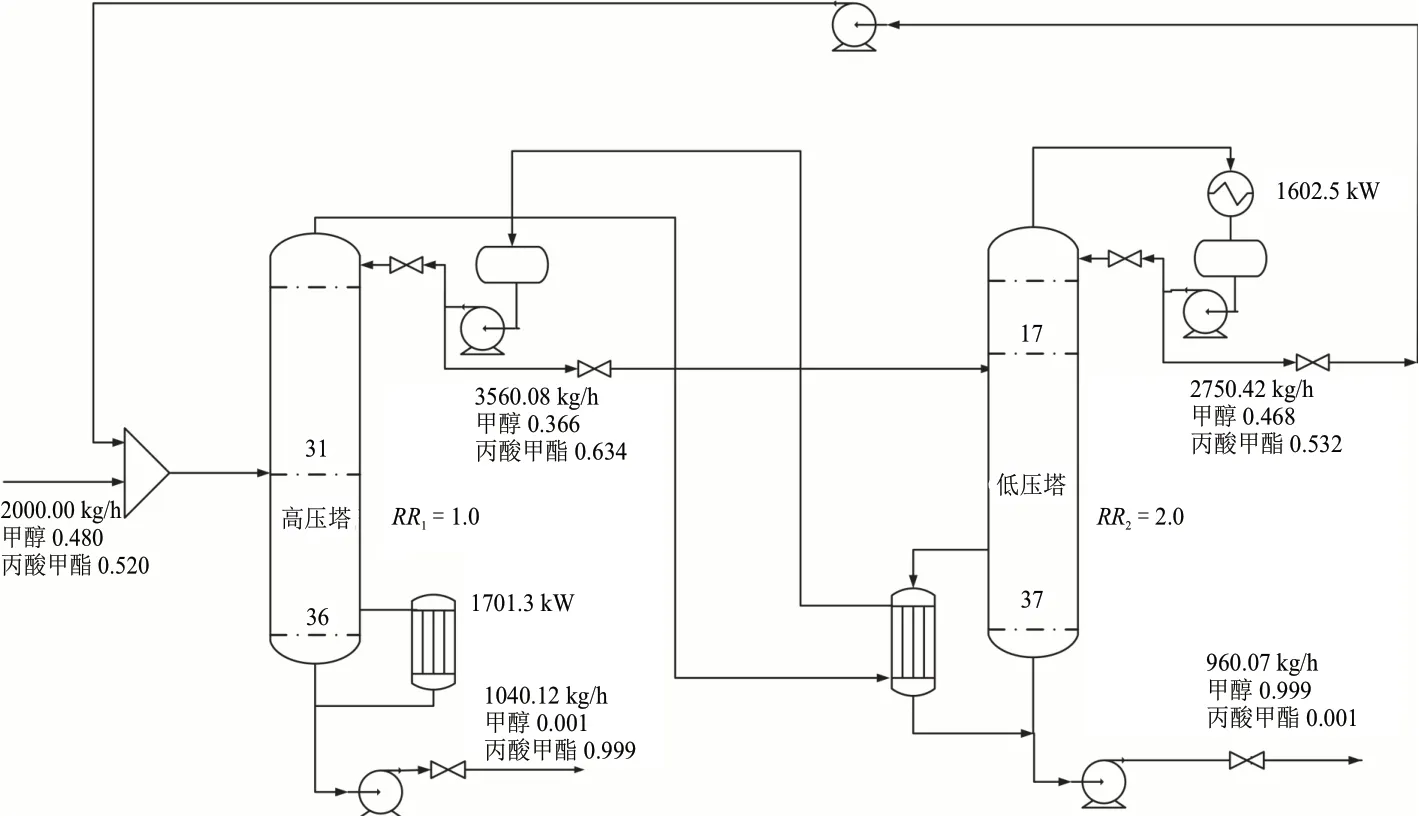
图8 全热集成变压精馏工艺流程Fig. 8 Total thermal integrated pressure swing distillation process
3 不同工艺经济性和能耗比较与分析
3.1 经济性评价
为了对分离工艺进行综合评价,采用TAC作为评价指标,进行了分离工艺的优化与对比,其计算公式如式(1)所示;精馏塔的TAC计算模型如式(2)和式(3)所示;冷凝塔和再沸器的TAC计算模型分别如式(4)和式(5)所示。
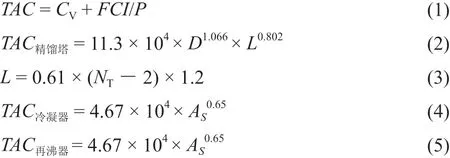
式中,CV为操作费用,元/年,主要包括再沸器和冷凝器消耗的蒸汽与冷却介质费用;FCI为设备总投资费用,元/年,主要包括两个精馏塔与相应换热器的费用;P为设备使用年限,假设为3 年,年操作时长为8000 h;D为精馏塔直径,m;L为塔高,m;NT为理论塔板数,块;AS为再沸器面积,m2;管道和阀门等其他设备因其费用相对较少,均未计入。
公用工程中,低压蒸汽(160 °C)价格为49.8元/GJ,中压蒸汽(184 °C)价格为52.69 元/GJ,高压蒸汽(254 °C)价格为63.3 元/GJ,循环冷却水(25 °C)价格为2.27 元/GJ。
将Aspen Plus中流程参数进行导出,常规变压精馏、部分热集成变压精馏和全集成变压精馏的TAC和相关参数如表3所示。对于丙酸甲酯-甲醇体系,当达到同样的处理量和分离要求时,热集成变压精馏分离工艺由于两塔热量集成,使得换热器费用与蒸汽费用大幅减小,全热集成变压精馏相比于部分热集成变压精馏的TAC要少。对比3种变压精馏工艺,全热集成变压精馏在TAC方面优势明显。

表3 不同分离工艺经济分析Table 3 Economic analysis of different separation processes
3.2 能耗评价
为了比较改进变压精馏工艺的节能效果,将热集成工艺与常规变压精馏进行了比较,结果如表4所示。由表4可知,相比于传统的变压精馏工艺,部分热集成变压精馏降低了44.57%的能耗;全热集成变压精馏降低了41.99%的能耗,因此部分热集成变压精馏工艺优势明显。

表4 不同分离工艺能耗结果对比Table 4 Comparison of energy consumption results of different separation processes
4 结论
(1)以NTRL热力学模型为基础,对丙酸甲酯-甲醇共沸体系进行了变压精馏可行性分析。确定了低压塔压力为101.325 kPa,高压塔压力为800.000 kPa,精馏顺序为高压-低压。经优化后,当高压塔塔板数为41、回流比为1.5和进料位置为33以及低压塔塔板数为39、回流比为2.0和进料位置为17时,最低TAC为593.00 万元/年。
(2)对优化后的变压精馏进行热集成节能优化,部分热集成变压精馏可以降低44.57%的能耗,并且节约23.84%的TAC;全热集成变压精馏可以节约41.94%的能耗,并且节约32.59%的TAC。以上两种节能变压精馏均能实现高效分离,并且在能耗与TAC上都能满足设计要求,为工业分离共沸物提供了设计理论基础。
猜你喜欢
当代化工研究(2022年3期)2023-01-18 08:43:50
氯碱工业(2022年5期)2022-08-01 10:18:12
电气技术(2022年4期)2022-04-28 03:09:10
化工管理(2020年19期)2020-07-28 02:59:02
山东化工(2018年19期)2018-10-29 08:12:20
现代食品(2016年24期)2016-04-28 08:12:06
化工进展(2015年3期)2015-11-11 09:07:41
电源技术(2015年5期)2015-08-22 11:18:24
医学研究杂志(2015年5期)2015-06-10 06:43:26
电测与仪表(2015年5期)2015-04-09 11:30:48
