
汽车驱动桥U形导向杆座冲侧孔模具设计*
2022-03-05 08:30邹函滔
模具技术 2022年1期
邹函滔
(江西江铃底盘股份有限公司,江西 抚州 344000)
0 引言
汽车驱动桥为传递牵引力、制动力及相应的反作用力矩,需要安装导向杆,导向杆通常是安装在焊接于汽车驱动桥壳本体上的导向杆座上面。导向杆的作用就是导向,保证一个滑动物体按照指定的轨道前进,从而减小滑动物体在垂直于指定轨道方向的位移偏差,增加运转精度。为保证导向杆的安装精度,对导向杆座的安装孔,即两边的侧孔同心度的精度控制就显得十分重要。
图1所示为某车驱动桥的导向杆座,零件采用厚度为6.0 mm的Q235板材,由冲压工艺成型。导向杆座的两边侧孔中心与零件主体中心为偏置结构,且两孔的同轴度要求较高。导向杆座的生产工艺是在落料工序和成型工序后采用冲孔工序加工两边的侧孔。
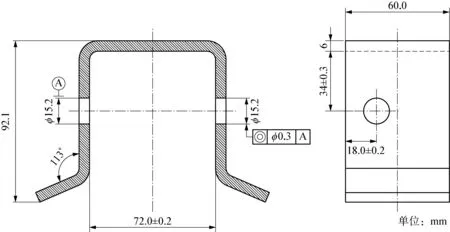
图1 导向杆座
1 冲孔工艺及工作过程
从技术及整车装配各方面考虑,导向杆座是通过U形下部底平面焊接在汽车后驱动桥壳本体上的,其作为导向杆的安装支架对其两个侧孔的位置度及同心度要求较高,故在工艺设计中冲孔为最后工序[1]。由于U形内腔宽度仅有72 mm,若采用斜楔式冲侧孔工艺,凹模最大厚度必然小于72 mm;对于板厚为6.0 mm的工件,凹模的刃磨寿命及配件整体寿命原本就不高,再加上侧冲孔工艺将导致凹模更易损坏,生产及维修不便;故只能采用凹模镶件,镶件厚度一般不会小于30 mm。另外考虑两侧冲孔废料排放,其排中间排废通道不应小于40 mm,因此单侧凹模刃壁仅余16 mm,明显偏薄,强度不足;若不能两侧同时冲孔,又会存在侧冲受力不均,模具成本增加的问题。因此侧向冲孔工艺,不适用于此零件。此外,侧向冲孔模具制造困难,加工成本较高,并且生产操作时的动作会比较烦琐[2]。以往冲侧孔工艺中经常出现凹模受力不均,复位异常等现象,造成生产效率较低。
通过对零件的特有形状进行分析,可以采用零件侧面水平放置、模具刃口沿垂直方向冲孔的方式,将零件侧边的两个孔分步冲制出来,即冲制两孔时,均将零件侧面水平放置定位在定位型槽内部,由上、下模在垂直方向进行冲孔[3]。为确保冲孔的精度,对成型工序有一定的要求: 首先,成型采用液压机带顶缸压力生产;其次,成型定位采用顶板台肩结合两边定位的方式,保证成型后U形侧面修边线的精度及平直度;最后,成型压力1 800~2 000 kN,保证U形顶面成型后的平面度。而冲孔时,两个冲孔分步采用同一处侧面及U形顶面进行定位,避免二次定位产生误差。[4]
零件的生产作业过程简述如下。
1) 将两件成型工序后的预制的某车型后驱动桥的导向杆座分别放置在左右两侧的侧边定位块和凹模固定板之间的定位型槽内,并将导向杆座的U形底面直边紧靠着凹模固定板的台阶形定位止口。
2) 开动压力机对导向杆座进行冲压加工,冲孔凸模垂直向下运动,使导向杆座在冲孔凹模上方完成一边侧孔的冲孔。
3) 将左右两边已经冲制好一边侧孔的导向杆座更换对调,再分别放入到侧边定位块和凹模固定板之间的定位型槽内,使导向杆座未冲侧孔的一边朝上放置,并将导向杆座的U形底面直边紧靠着凹模固定板的台阶形定位止口。因模具两侧边定位块及定位槽对称布置,左右对调时保证了两边定位面为同一处,确保工件定位精准。[5]
4) 开动压力机对导向杆座进行冲压加工,冲孔凸模垂直向下运动,使导向杆座在冲孔凹模上方完成上一次未冲孔一边侧孔的冲孔。经过冲制后,导向杆座工件满足图纸及焊装要求。
2 模具结构及特点
经过工艺分析后,设计的导向杆座冲侧孔模结构如图2所示。
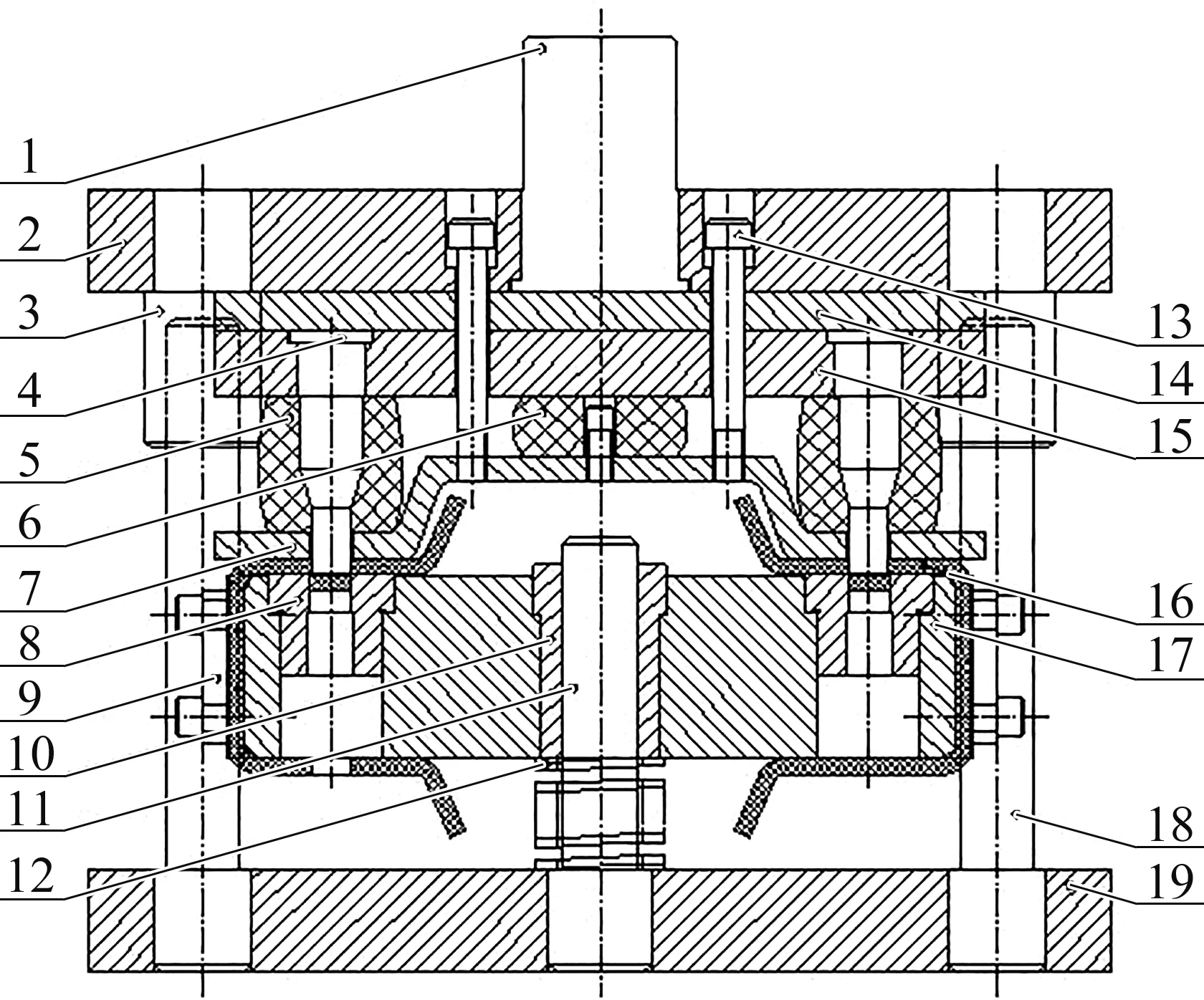
(a) 主视图
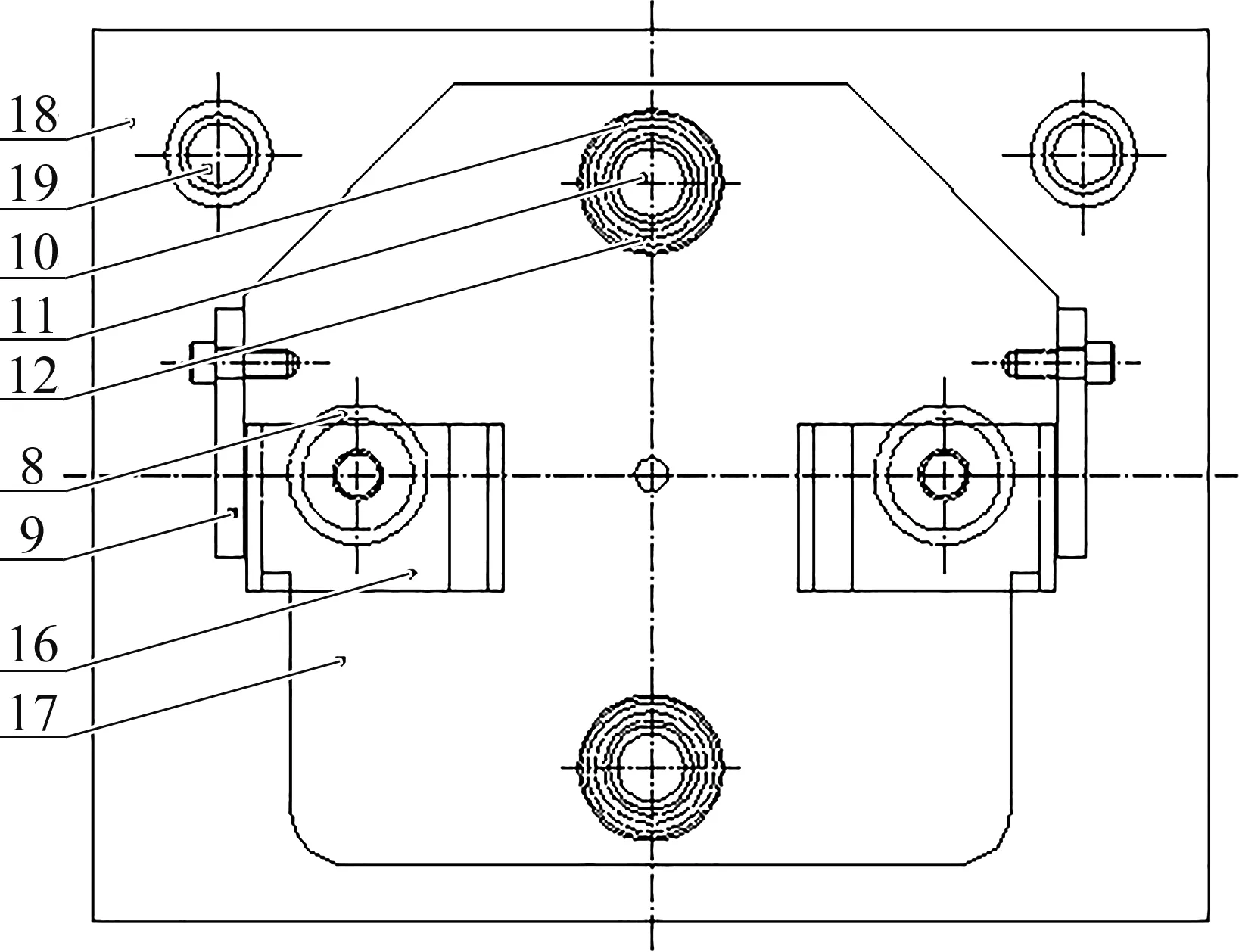
(b) 下模俯视图
冲孔模和冲孔工艺是模具左右两侧同时冲裁的,零件两侧边的孔采用分步加工的方式。冲孔模具采用的是一种浮动凹模结构。零件定位采用外形定位方式,零件是放在侧边定位块和凹模固定板之间的定位型槽内,以保证零件两侧边孔的位置度和同轴度达到要求。模具主要特点如下。
1) 模具分为上半部分和下半部分,模具的上半部分结构为: 模柄1与上模板2为过盈配合,凸模垫板14通过螺栓及定位销安装在上模板2的下方,凸模固定板15通过螺栓及定位销紧固连接于凸模垫板14下方,冲孔凸模4与凸模固定板15为过盈配合,卸料板7将冲孔凸模4通过其卸料让位槽中并通过卸料板紧固螺栓13紧固连接于凸模固定板15下方,侧边卸料橡皮5将冲孔凸模4通过其让位孔中并通过螺栓紧固连接于凸模固定板15和卸料板7中间,中间卸料橡皮6通过螺栓紧固连接于凸模固定板15和卸料板7中间。
2) 模具的下半部分结构为: 侧边定位块9通过螺栓紧固连接于凹模固定板17的两侧边,冲孔凹模8与凹模固定板17过盈配合,凹模固定板内导套10与凹模固定板17过盈配合,凹模固定板内导柱11与下模板19为过盈配合,凹模固定板支撑弹簧12内孔套住凹模固定板内导柱11,放在下模板19的上方,凹模固定板17上的凹模固定板内导套10套住凹模固定板内导柱11,放在凹模固定板支撑弹簧12的上方。
3) 模具的上模与下模之间设置有导柱导套结构,导套3通过过盈配合与上模板2连接,导柱18通过过盈配合与下模板19连接;下模部分设置有内导柱导套结构,凹模固定板17与下模板19之间设置有导柱导套结构,凹模固定板内导套10通过过盈配合与凹模固定板17连接,凹模固定板内导柱11通过过盈配合与下模板19连接。
4) 模具采用的是一种浮动凹模结构,冲孔凹模8和凹模固定板17与下模板19之间没有采用常规的螺栓或紧固销固定的方式进行紧固连接。
5) 凹模固定板17整体重量都承载在凹模固定板支撑弹簧12上面,在冲孔时能将冲孔凸模4对零件向下施加的冲力通过支撑弹簧缓冲卸载掉,使零件冲孔过程稳定,保证U形导向杆座16的外观形状规整不发生变形,从而保证其两边侧孔的同心度稳定。
3 设计要点
1) 模具的结构整体采用中心对称布局方式设计[6],下模部分的内导柱分布在下模板的几何中心线上。
2) 上模部分的卸料板采用连体式的对称结构,并且在卸料板的中间位置设计安装中间卸料聚氨酯,便于更加流畅地实现冲孔后的卸料操作。
3) 下模部分左右两侧的侧边定位块和凹模固定板之间构成的零件定位型槽内空宽度要适度有余,具体内空宽度比工件板材厚度宽0.2 mm为宜,既要便于零件定位准确,又要便于零件的放置和拿取[7]。
4) 下模部分冲孔凹模的刃口工作厚度要控制在零件材料厚度的2~2.5倍之间,不但有利于冲孔凹模的耐用性,而且有利于冲孔后废料的脱料[8]。凹模刃口的剖视图如图3所示,刃口工作厚度以下为排废孔,其直径为18 mm,冲孔完成取出工件后,废料自然从排废孔漏出。
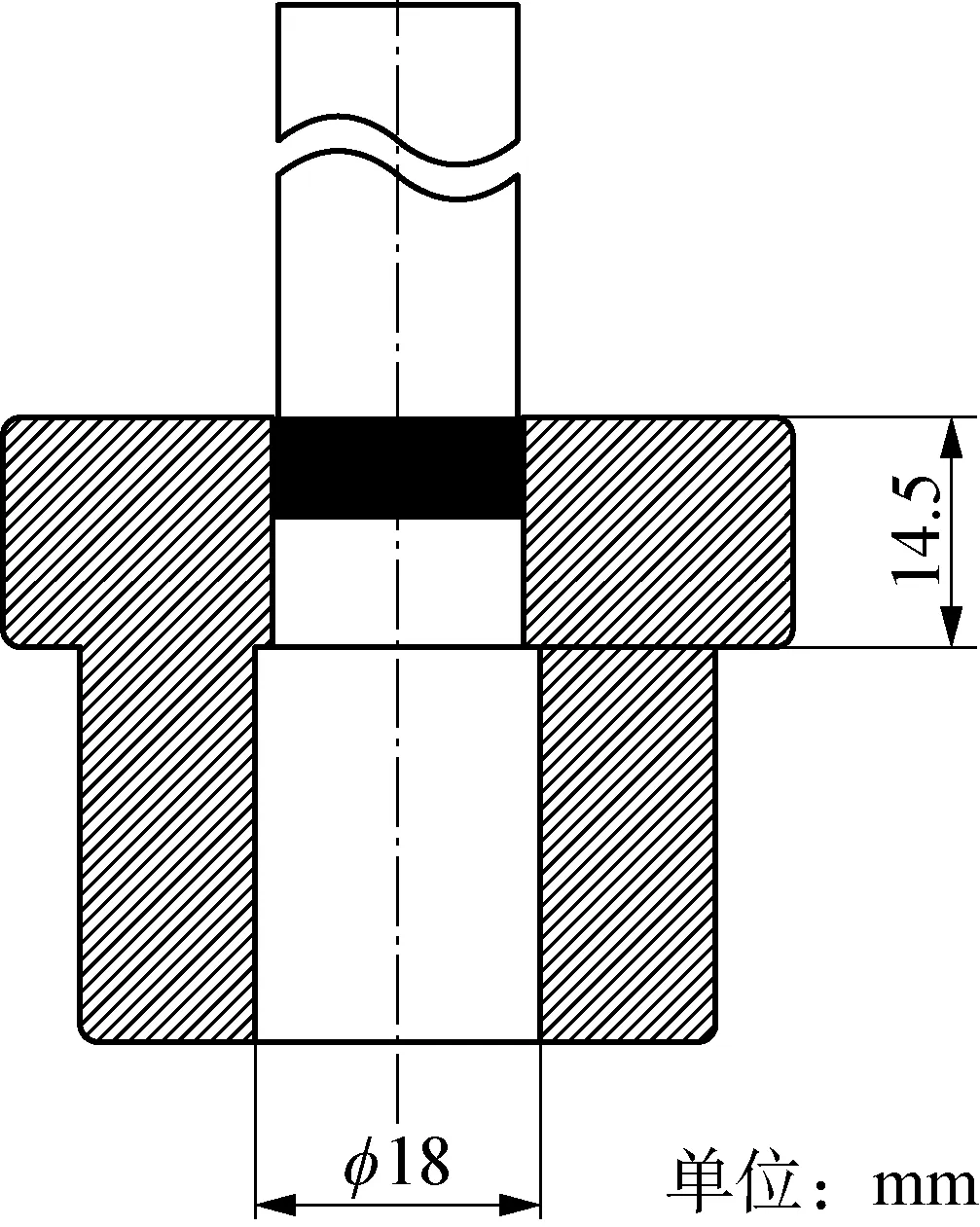
图3 凹模刃口剖视图
5) 下模部分凹模固定板支撑弹簧压缩后的极限长度要超过零件一侧U形弯脚长度20 mm以上。弹簧压缩状态下长度要求如图4所示。
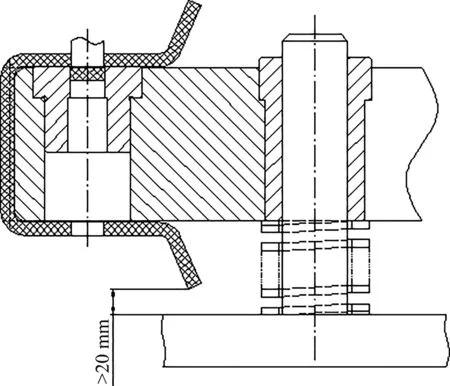
图4 弹簧压缩状态下长度要求
6) 下模部分设置的内导柱导套,该机构保证凹模固定板在活动过程中,冲孔凹模与凸模之间始终保持一定的冲裁间隙,内导柱导套之间的间隙应小于模具上模与下模之间导柱导套的间隙[9-10]。
4 结束语
经过实际生产证明,采用此冲压加工工艺,结合冲侧孔模的应用,可持续稳定地确保成型零件尺寸和使用性能均达到要求。该冲侧孔工艺及模具结构规避了侧向冲孔工艺模具零件强度不足的风险,保证了零件冲孔质量,简化了模具结构,使模具寿命得以提高,降低了模具投入及后续维护等成本。该模具结构已获得发明专利证书,证书号第1945940号,发明名称: 汽车驱动桥U形导向杆座侧孔冲孔模具,专利号: ZL 2014 1 0152252.6。直冲式冲孔模易于加工,结构可靠,质量稳定,实用及推广性较强[11],对类似零件的工艺及模具设计具有参考作用。
猜你喜欢
建材发展导向(2022年18期)2022-09-22
建材发展导向(2022年16期)2022-09-01
课程教育研究(2021年16期)2021-04-14
当代陕西(2020年23期)2021-01-07
扬子江(2019年3期)2019-05-24
智富时代(2019年2期)2019-04-18
智富时代(2019年2期)2019-04-18
科学与财富(2016年34期)2017-03-23
数字技术与应用(2016年11期)2017-02-09
小猕猴智力画刊(2016年12期)2017-01-05
