精密挤压球面成形回弹现象的分析与研究
2022-02-19 10:12束昊周燕妮
机械工程师 2022年2期
束昊, 周燕妮
(1.徐州重型机械有限公司,江苏 徐州 221004;2.中国矿业大学徐海学院,江苏 徐州 221008)
0 引言
回弹是挤压成形卸载过程产生的反向弹性变形,是挤压成形过程中普遍现象。尤其是球面挤压成形件,回弹现象更为严重,对零件的尺寸精度、生产效率和经济效益产生极大的影响。零件的最终形状取决于成形后的回弹量,回弹的存在使零件尺寸精度降低,从而增加了试模、修模工作量;同时由于回弹严重造成挤压件对模芯回弹包合力过大,脱模时模芯易发生断裂,因此开展回弹研究,根据回弹研究计算脱模阻力对挤压模具设计,同时避免反复修模,这对保证挤压件质量有着重要意义。
1 塑件的工艺性分析


2 球面回弹研究理论模型的建立
滑履回弹分布研究包括球面和柱面回弹,其中柱面回弹相对较简单,不同深度的径向回弹量差别很小,可以忽略;球面回弹比较复杂,球面回弹需要研究整个球面的回弹分布规律[3]。但是由于球面是轴对称的,所以只需分析球面对称轴上一个断面上的回弹分布即可,因此利用三坐标测量仪测出球面断面90°圆弧上的回弹分布规律,再利用最小二乘法拟合出球面回弹分布方程,最后通过适合球面积分求出回弹正压力。
3 球面回弹分布方程的建立
3.1 球面回弹数据测量
按照上述方法先运用三坐标测量仪(蔡司UPMC ultra桥式测量机)对成形件和模芯进行测量,从而获得模芯Z向深度和XOY平面直径两组数据,如果直截对模芯(Z向深度和模芯XOY平面直径)进行拟合,获得XOY平面回弹量,要转换为球面径向回弹量,需要求解一元三次方程,根据一元三次方程求根公式,这个球面径向回弹量表达式是非常繁琐的,不适合后面的球面积分计算,因此首先把模芯(成形件)Z向深度和模芯XOY(成形件)平面直径两组数据根据几何关系转换为XOY平面直径和φ角两组数据,然后再进行拟合,具体如图2、表1所示。

表1 模芯测量数据

图2 桥式测量机UPMC ultra参数及球面测量模型
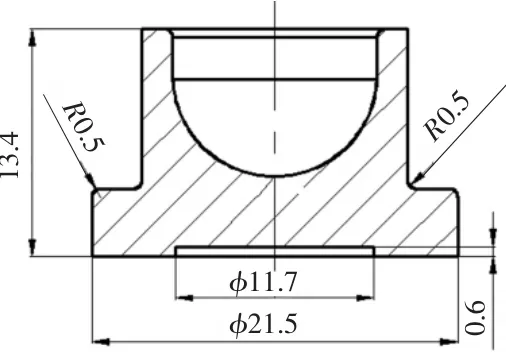
图1 滑履
再用三坐标测量仪测出滑履球面轮廓数据,即Z向深度和球面XOY平面直径两组数据,然后把滑履球面Z向深度和XOY平面直径两组数据,根据几何关系转换为XOY平面直径和φ角两组数据,具体如表2所示。
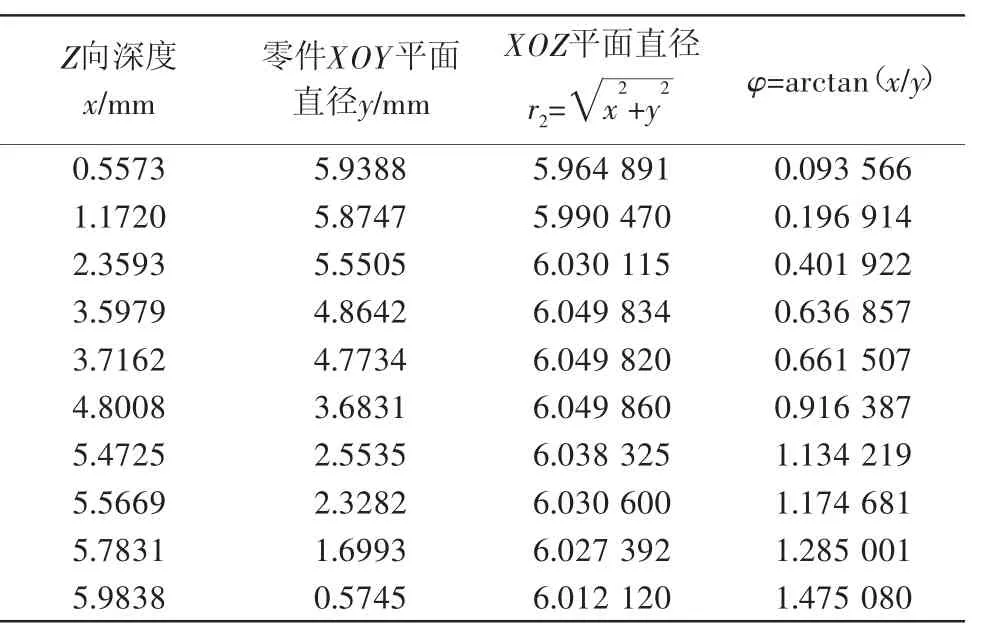
表2 滑履球面测量数据
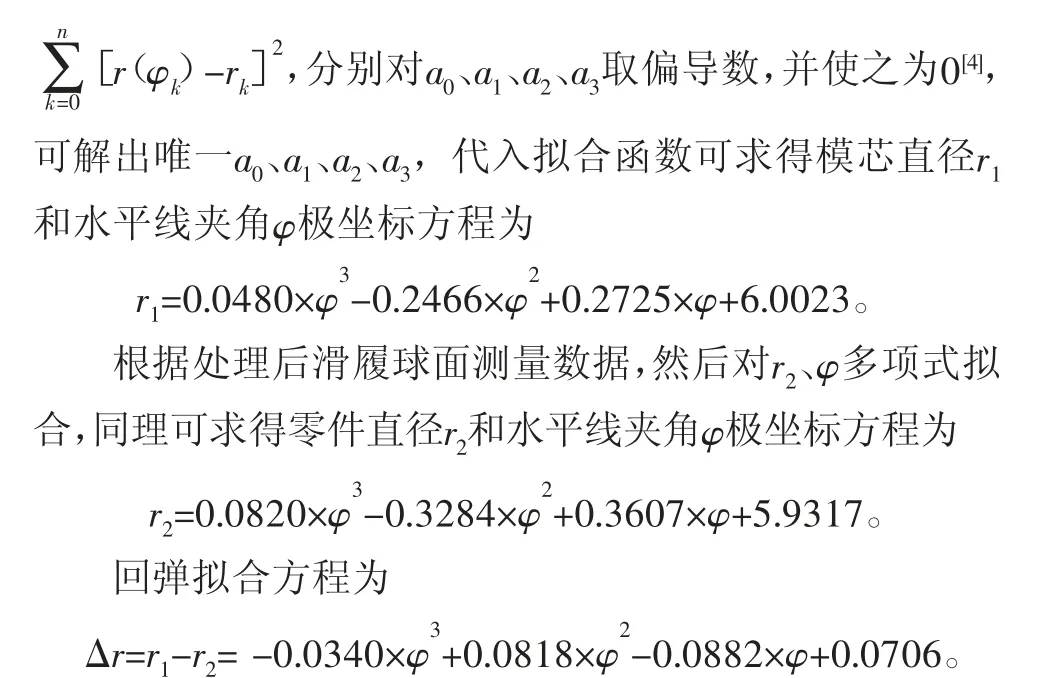
3.2 球面回弹分布方程拟合方法研究

3.3 拟合效果分析
如表1、表2所示,对球面半径拟合,把各个水平夹角代入模芯(零件)球面拟合方程求得模芯(零件)半径,把拟合方程获得模芯(零件)半径和实际半径进行比较,其误差相对半径很小,远小于工程应用许可误差。如表3所示,把各个水平夹角φ代入拟合出的球面回弹变形方程,可求出相应水平夹角处的球面回弹量Δr,回弹量拟合误差由模芯和零件拟合误差共同组成,其关系是加减叠加关系,模芯和零件拟合误差同在一个数量级,根据模芯拟合误差可以推出回弹量误差最大也小于0.001 mm,相对于球面回弹很小,可以忽略,所以该数值拟合方法的精度很高,完全满足工程应用要求。

表3 拟合效果分析数据mm
4 回弹正压力计算
由于球面回弹对模芯球面产生的正压力是计算旋转脱模滑履球面与模芯球面摩擦力的重要依据,旋转脱模是利用模芯和滑履相对旋转来减小滑履球面与模芯球面摩擦力[5],按照现代摩擦理论,模芯与成形件的球形接触面摩擦力主要包括机械咬合力、分子黏合力和接触面某些点发生焊合所产生的阻力[6],利用模芯和挤压件相对旋转,可以明显减小这3种摩擦阻力。回弹正压力计算根据上述获得回弹拟合方程Δr(φ),同时依据应力与应变关系得出回弹正应力σ=E Δr(φ)/r2[7],弹性模量E为110 GPa。
由于σ随φ不断变化,球面积分时选择一个与Δr(φ)变化相适合的微元体,如图3所示。

图3 球面积分模型
取微元体ds=2πr2cosφdρ,ρ=r2φ,dρ=r2dφ;
5 整形件回弹变形分析
由于零件尺寸精度主要决定于整形工艺,整形阶段的回弹变形直接影响成形件的尺寸精度,因此整形阶段的回弹变形分析有着重要的意义,可以根据整形阶段的回弹变形量校正整形模芯,补偿回弹误差,从而保证产品几何精度。整形阶段的回弹变形研究方法与预成形阶段一样,首先用三坐标测量仪对成形件和模芯进行测量数据,对这些数据进行处理和数值拟合,获得整形件球面直径(即XOZ平面直径)r3和水平夹角φ的拟合方程,整形模芯球面直径(即XOZ平面直径)r4和水平夹角φ的拟合方程为
整形件回弹方程在弧度ф[0.083,1.57]上先增后减再增,当φ=1.083最小,最小回弹变形量为0.0034 mm,当φ=1.57最大,最大回弹变形量为0.013 mm,由此可见整形阶段回弹变形量相对预成形大大减小,而且最大回弹变形量与最小回弹变形量之差小于滑履球面公差[0,0.018]的区间长度,因此可以通过调整模芯公差获得合格滑履零件,若最大回弹变形量与最小回弹变形量之差大于滑履球面公差[0,0.018]的区间长度,则无法通过调整模芯公差获得合格滑履零件。整形阶段回弹研究证明了采用预成形和整形两次成形方案明显减小回弹,保证终成形件尺寸精度的正确性。

然后对最终成形高精度滑履零件进行三坐标测量,其球面轮廓数据如表4所示。

表4 合格滑履零件数据

图4 修正后模芯

图5 最终成形滑履零件
然后对测量数据进行处理,利用几何关系,把整形件Z向深度和XOY平面直径,转换为球面直径(即XOZ平面直径)r和水平夹角φ,对r和φ两组数据进行拟合,获得整形件球面直径(即XOZ平面直径)r和水平夹角φ的拟合方程为

该方程在弧度φ[0.083,1.57]上,当φ=1.403,最小r=6.0025 mm,当φ=0.324,最大r=6.0080 mm,最大最小尺寸都在球面直径的尺寸公差范围内,因此满足图样尺寸精度要求。
6 结语
本文通过球面回弹现象分析与研究,根据球面的对称性,建立球面回弹分析模型,再利用最小二乘法拟合出球面回弹分布方程,计算球面回弹正压力,为设计精密挤压模具提供依据,根据回弹拟合方程求出回弹量对整形阶段模芯进行修正从而实现回弹补偿,最终保证挤压滑履球面精度满足公差[0,0.018]要求,本方法对实际工程应用有较强指导价值。
猜你喜欢
航空制造技术(2022年10期)2022-07-16
哈尔滨轴承(2022年1期)2022-05-23
艺术家(2021年10期)2021-12-20
军事文摘(2021年16期)2021-11-05
小学生学习指导(高年级)(2021年10期)2021-11-02
模具制造(2019年4期)2019-12-29
云南档案(2019年7期)2019-08-06
小天使·六年级语数英综合(2018年1期)2018-10-08
北京航空航天大学学报(2017年1期)2017-11-24
滇池(2017年5期)2017-05-19