有色金属冶炼厂污酸处理技术比较
2022-01-26 10:02胥永,赖兵,杜龙,甘宇
硫酸工业 2021年11期
胥 永,赖 兵,杜 龙,甘 宇
(1.中国瑞林工程技术股份有限公司,江西南昌330031;2.广西南国铜业有限责任公司,广西崇左532200)
在火法有色金属冶炼烟气制酸过程中会产生大量含As,Cu等杂质的污酸,需要对污酸进行处理,除去杂质后排放或者回用。目前,污酸传统处理技术主要有硫化+石膏+中和法、硫化+中和法及中和法,其中硫化工序常用的硫化剂有硫化钠、硫氢化钠、硫化亚铁等,主要原理是利用硫化物与污酸中的重金属离子生成难溶的沉淀物并经沉淀除去,反应过程为固液反应或液液反应,反应过程一般为非连续的。2018年,中国瑞林工程技术股份有限公司(以下简称中国瑞林)在广西南国铜业有限公司(以下简称南国铜业)铜冶炼工程设计中,开发了利用硫化氢气体连续处理污酸的新型硫化工艺,用硫化氢气体代替硫化钠或硫氢化钠溶液,与污酸中的砷及其他重金属离子发生反应,生成难溶的硫化物,从而将其除去。该工艺已经在南国铜业规模化生产得以应用和检验,取得了良好的效果和操作经验。笔者对污酸传统处理工艺和新型硫化工艺进行比较,对生产企业的污酸处理工艺选择提供参考。
1 传统污酸处理工艺
1.1 硫化+石膏+中和法
硫化+石膏+中和法工艺流程见图1。

图1 硫化+石膏+中和法污酸处理工艺流程
首先向硫化反应槽中加入污酸和硫化钠(或硫氢化钠)溶液,使污酸中的大部分重金属离子与硫离子反应生成难溶的金属硫化物沉淀除去,反应过程有少量硫化氢溢出(一般硫化氢体积分数小于0.1%)。液固分离后,在石膏工序向清液中投加石灰石乳或石灰,控制pH值为2.5~4.0,产出石膏(CaSO4·2H2O)。再次液固分离后,在中和工序向清液中继续加入石灰乳和铁盐中和,控制pH值为7~11,经液固分离产出中和渣,清液送往深度处理站处理达标后排放或回用。该工艺产出的中和渣一般为第II类一般工业固体废物,石膏可作为副产品外售。
该工艺的主要缺点有:①硫化钠或硫氢化钠的价格较高,污酸处理的运行成本较高;②过程不易控制,通常需要过量投加硫化钠或硫氢化钠,且硫化钠或硫氢化钠含大量杂质,将大量钠离子带入废水中,容易形成结晶并造成管道设备堵塞或腐蚀,增加了废水零排放的处理成本;③硫化工序Cu和As的脱除率较低,造成后续中和工序产出较多的中和渣。
1.2 硫化+中和法
硫化+中和法工艺流程见图2。

图2 硫化+中和法污酸处理工艺流程
首先向硫化反应槽中加入污酸和硫化钠(或硫氢化钠)溶液,除去大部分重金属离子,经液固分离后,在中和工序向清液中加入石灰乳和铁盐,控制pH值7~11,再次经液固分离产出大量中和渣,清液送往深度处理站处理达标后排放或回用。
该工艺的主要缺点有:①硫化钠或硫氢化钠的价格较高,污酸处理的运行成本较高;②硫化钠或硫氢化钠含大量杂质,投加传统硫化剂,将大量钠离子带入废水中,容易形成结晶并造成管道设备堵塞或腐蚀,增加了废水零排放的处理成本;③没有石膏工序,导致产出的中和渣属于危险废物。
1.3 中和法
中和法工艺流程见图3。

图3 中和法污酸处理工艺流程
为缓解钠盐富集问题,有的铜冶炼企业将污酸处理工艺改为两段中和法,不再加入硫化剂,直接向污酸中加入大量石灰乳和铁盐,控制pH值7~11。传统中和法工艺简单、药剂成本低,但产出的大量含石膏的中和渣为危险废物,由于没有硫化工序,产出的危险废物量远高于同类型企业。同时该工艺产出的含大量石膏的中和渣中砷质量分数高于5%,根据GB 18598—2019《危险废物填埋污染控制标准》[1],该工艺产出的含石膏的中和渣只能进入刚性填埋场,因此该处理方式已难以持续。
2 新型污酸处理工艺
采用硫酸与硫化钠或硫氢化钠反应生成硫化氢气体(硫化氢体积分数80%以上),将制备得到的硫化氢气体通过管道送至硫化反应槽,新型硫化工艺流程见图4。

图4 新型硫化工艺流程
同等规模下,新型硫化工艺中的1套硫化气液反应器可取代传统工艺的3~4套硫化液液反应器,具有占地面积小等优势。2020年该技术成功申报了专利——利用气体连续净化污水的系统[2]。
该新型硫化工艺主要设备配置见表1。

表1 新型污酸硫化工艺主要设备配置
目前该工艺正在迅速推广应用,与传统工艺相比较,该工艺的主要优点是:
1)实现污酸处理连续化。引入气体吸入装置和高效气液硫化反应器实现了污酸处理的连续化。
2)该反应过程为气液反应,具有反应速度快、反应效率高等特点。砷的脱除率高,生产数据表明脱砷效率可达99.9%,硫化后液砷质量浓度可控制在10 mg/L以下,而传统硫化工艺脱砷效率通常在96%~98%。
3)产出的危废渣量大幅减少,渣处理的场地和费用显著降低。
4)避免了将钠离子带入污酸从而导致后续废水处理难度增加的问题,使得污酸的处理量减少、处理难度降低、处理成本大幅降低。
该工艺的主要缺点有:
1)需要配置硫化氢气体缓冲罐,增加了1个潜在的泄漏源。
2)如果发生中毒、爆炸等事故,因硫化氢浓度较传统工艺高,其危害性大于传统工艺。
3)对工人的操作和控制水平要求更高。
3 污酸处理工艺成本比较
为了对4种污酸处理工艺进行比较,以1套产能100 kt/a铜冶炼烟气制酸装置净化系统产生的污酸为例进行计算。该装置污酸量为600 m3/d,ρ(Cu)为 3.84 g/L,ρ(As)为 8.00 g/L,ρ(Fe)为 0.008 g/L,ρ(Zn)为 2.65 g/L,ρ(F)为 0.55 g/L,ρ(H2SO4)为107.24 g/L。因污酸处理的成本主要是药剂消耗和固废处置成本,电耗占整个污酸处理的成本较低,故只比较药剂和固废处置成本。4种污酸处理工艺消耗的化学药剂成本见表2,固废产生量及固废处置成本分别见表3和表4。
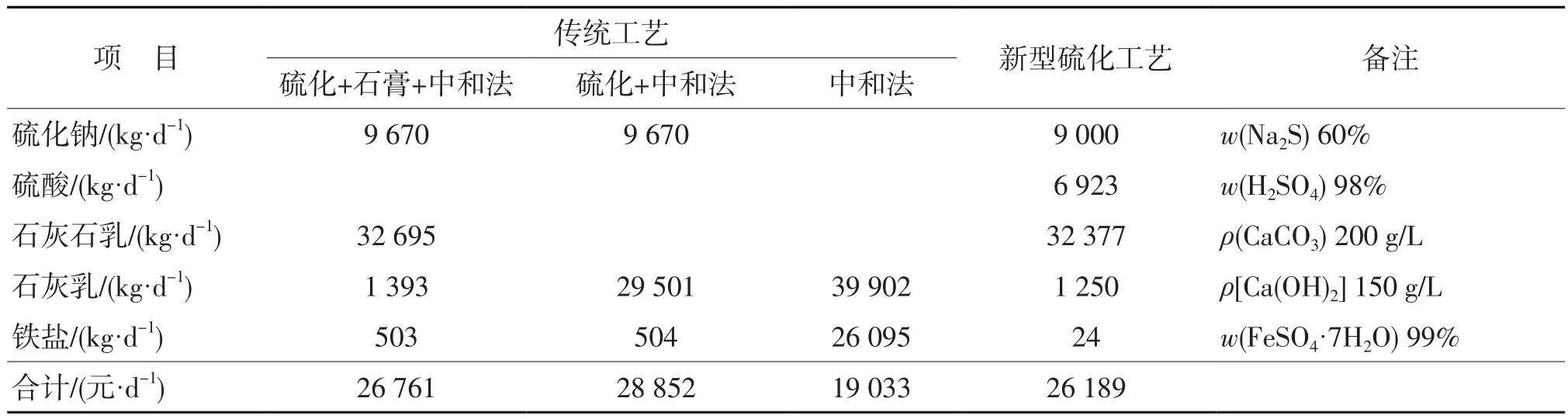
表2 化学药剂消耗成本

表3 固废产生量 单位: kg/d

表4 固废处置成本 单位: 元/d
目前新建铜冶炼厂均要求含重金属废水达到“零排放”要求,废水需要进行深度处理后回用,废水中的盐含量直接影响废水深度处理的运行成本。对传统硫化+石膏+中和法和新型硫化工艺处理后的废水深度处理成本进行比较,传统工艺比新型工艺在硫化工序多产出钠盐6 680 kg/d(干基),根据经验,深度处理钠盐的成本约1 500元/t,因此在废水深度处理方面,传统工艺比新型工艺多出成本约 10 020 元 /d。
运行成本汇总比较见表5。

表5 运行成本汇总比较 单位: 元/d
由表5可知,综合考虑废水深度处理成本,采用传统硫化+石膏+中和法、硫化+中和法、中和法和新型硫化工艺的综合成本分别为156 124,864 769,1 063 926,137 352 元 /d。因此,新型硫化工艺具有显著的成本优势。
4 展望
无论是从成本还是工艺先进性比较,新型硫化工艺均具有显著的优势。为进一步发挥该技术的潜力、降低成本,中国瑞林研发了全流程硫化工艺和装备,包括:1套制氢装置,采用甲醇制氢工艺;1套硫化氢制备装置,以氢气与硫磺为原料合成硫化氢;1套硫化气液反应装置,采用硫化氢气体处理污酸。下一步工程实践中,将通过HAZOP分析等手段进一步提高装置的安全可靠性,同时优化工艺过程控制,提高3套设备的匹配度,促进污酸处理技术的进步和发展。同时,污酸中氟、氯等元素的脱除将是下一步研究方向。
猜你喜欢
化工管理(2022年31期)2022-12-23
弹性体(2022年3期)2022-11-15
轮胎工业(2022年2期)2022-07-19
农业灾害研究(2022年2期)2022-05-31
天津化工(2022年2期)2022-04-26
能源工程(2021年1期)2021-04-13
中学生数理化(高中版.高考数学)(2020年2期)2020-04-21
大经贸(2020年1期)2020-04-07
皮革制作与环保科技(2020年14期)2020-03-17
劳动保护(2018年11期)2018-10-26