
扁形茶做形关键装置设计与试验
2022-01-17 10:50王家鹏范起业李文萃张铭铭唐小林
中国茶叶加工 2021年4期
王家鹏,范起业,李文萃,张铭铭,唐小林*
(1.中华全国供销合作总社杭州茶叶研究院,浙江杭州310016;2.浙江省茶资源跨界应用技术重点实验室,浙江杭州310016)
扁形茶(如西湖龙井茶)的炒制历来在类似半球面的铁锅中手工完成[1]。为了提高生产效率,越来越多的生产厂家利用机械进行扁形茶的炒制加工,最具代表性的设备为长板式扁形茶炒制机,该设备在加工茶叶时通过炒手(炒手用钢板制成,外包棉布和耐热布,使其表面有一定柔软性,防止压碎茶叶)对“U”形锅内的茶叶施加一定压力,使茶叶达到“扁”形状态[2-4]。生产加工过程中发现,高等级鲜叶(单芽或一芽一叶初展)加工的成品茶“扁平”度和“直”度能达到所对应等级的外观品质要求,而中、低档鲜叶(鲜叶原料一般在一芽二三叶、一芽三四叶)加工的成品茶外形分叉,呈现“鸡爪”状,茶条不平直、轻飘,主要原因是该设备无“理条”功能,导致成品茶达不到扁平、匀直收拢、重实的品质要求[5-8]。因此,有必要在原有长板式扁形茶炒制机的基础上进行改进,在做形原理上能模拟手工加工扁形茶时“收拢”“理条”和“压扁”的功能,使中、低档鲜叶加工的扁形成品茶外形扁平、紧直[9-10],进而提高扁形茶的经济效益。
针对上述问题,设计了一种扁形茶做形关键装置,在“U”型锅的一段弧长内对收拢的杀青叶进行小角度往复摆动进而实现对杀青叶的“理条”功能,促使杀青叶叶片向芽叶的轴向方向收拢,完成“理条”动作后再对“理条叶”进行“压扁”,收拢分叉和“鸡爪”叶,最终使中低档鲜叶加工的扁形成品茶外形达到“扁、平、直、光”的品质要求。设计做形参数优选试验,并与传统工艺进行比较,通过成品茶感官评审,验证设备的可行性和适用性,为扁形绿茶加工提供参考。
1 设备结构
设计的扁形茶做形关键装置,与现有的扁形茶做形设备相比,将炒手分成3部分,中间炒手固定,左、右活动炒手一端铰接在中炒手上,另一端通过电动推杆连接,通过电动推杆伸缩控制活动炒手的摆动角度,形成理条空间,左、右抄手底部与锅体内壁接触防止漏茶,其接触压力较小,可容易实现整个炒板结构在锅体某一特定区域进行来回摆动动作,实现对茶叶的理条和收拢功能。结构包括导电滑环支撑板、导电滑环、从动链轮、主轴、刮杆组件、右电动推杆连接块、右电动推杆、右电动推杆固定板、左电动推杆固定板、左电动推杆、左电动推杆连接块、铰链、中炒手固定轴组件、中炒手固定板、U形炒锅、后轴承、左炒手、中炒手、右炒手、前轴承。扁形茶做形关键装置的结构图如图1所示。
主轴两端安装有前轴承和后轴承,两个轴承固定在机架上,将主轴架于U形锅体上方,且主轴轴心与U形锅体的圆心重合,主轴的后轴承端安装有从动链轮和导电滑环的旋转段;导电滑环支撑板一端安装于机架的侧板上,另一端固定着导电滑环的固定段;刮杆组件通过夹环和螺栓固定于主轴上,可随主轴旋转,旋转过程中可对U形锅体内的在制叶进行翻动;两个中炒手固定轴组件通过焊接对称固定于主轴上,中炒手通过中炒手固定板连接于中炒手固定轴组件上;右炒手通过两个铰链对称铰接于中炒手,左炒手通过两个铰链对称铰接于中炒手;左电动推杆固定板一端焊接于主轴上,另一端与左电动推杆一端铰接,左电动推杆另一端与固定在左炒手上的左电动推杆连接块铰接,右电动推杆固定板一端焊接于主轴上,另一端与右电动推杆一端铰接,右电动推杆另一端与固定在右炒手上的右电动推杆连接块铰接;左炒手、中炒手、右炒手、左电动推杆、右电动推杆可随主轴旋转,左、右炒手通过左、右电动推杆的伸缩可各自绕铰链的轴线做150°的转动。
2 工作原理及应用
2.1 工作原理
做旋转动作时,PLC(可编程控制器)控制左、右电动推杆的推杆回缩,从而将左、右抄手往上收回,主电机通过链条带动从动链轮转动,从动链轮带动主轴旋转,从而带动主轴上的刮杆组件、右电动推杆、左电动推杆、中炒手固定轴组件、左炒手、中炒手、右炒手等零部件进行旋转,刮杆组件起到抖散在制叶的功能。
做摆动动作时,PLC控制变频器使主电机正反转来实现炒手(左、中、右抄手)在U形锅体底部位置一定角度范围内作来回摆动动作(如图2所示,炒手在U形锅体底部位置,绕主轴轴心在一定角度内作左右摆动),当炒手向左摆动时,右电动推杆伸长,左电动推杆缩短,当炒手向右摆动时,左电动推杆伸长,右电动推杆缩短,左右炒手绕着各自铰链的轴心旋转一定角度,使左右炒手底部与U形锅体内壁接触(炒手底部与U形锅体内壁接触的部位为炒手底部包有耐热布的部分,有一定的弹性,接触后有一定的压缩量,防止在制叶在理条过程中漏出),此时,在制叶都“收拢”于左、右炒手之间,中炒手与U形锅体底部有一定距离,其底部与在制叶无压力接触,随着炒手(左、中、右抄手)左右摆动,在制叶也做来回摆动,模拟扁形茶手工加工时收拢、理条的动作,完成在制叶的“理条”工序。
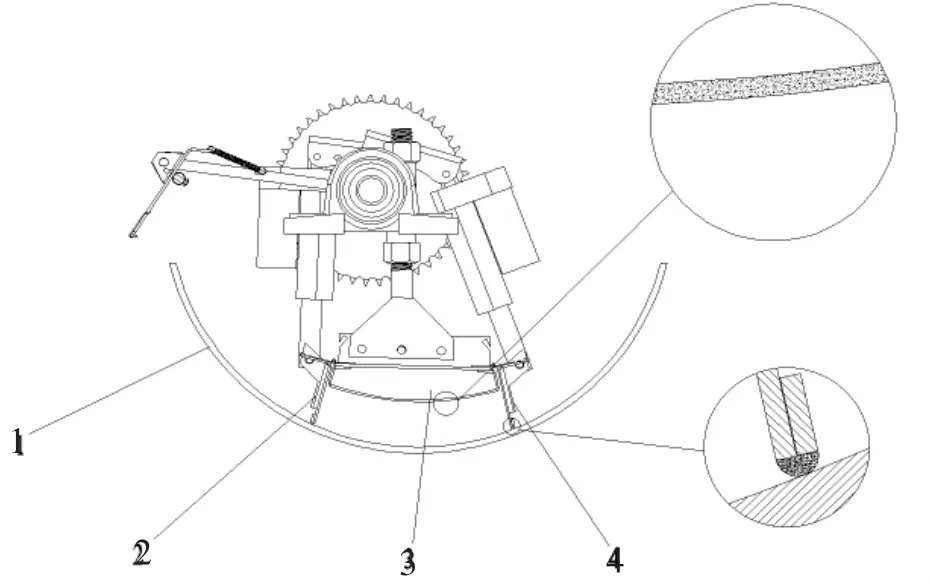
图2 左炒手、中炒手、右炒手与U形锅位置示意图Fig.2 Location diagram of left fryer,middle fryer,right fryer and U-shaped pan
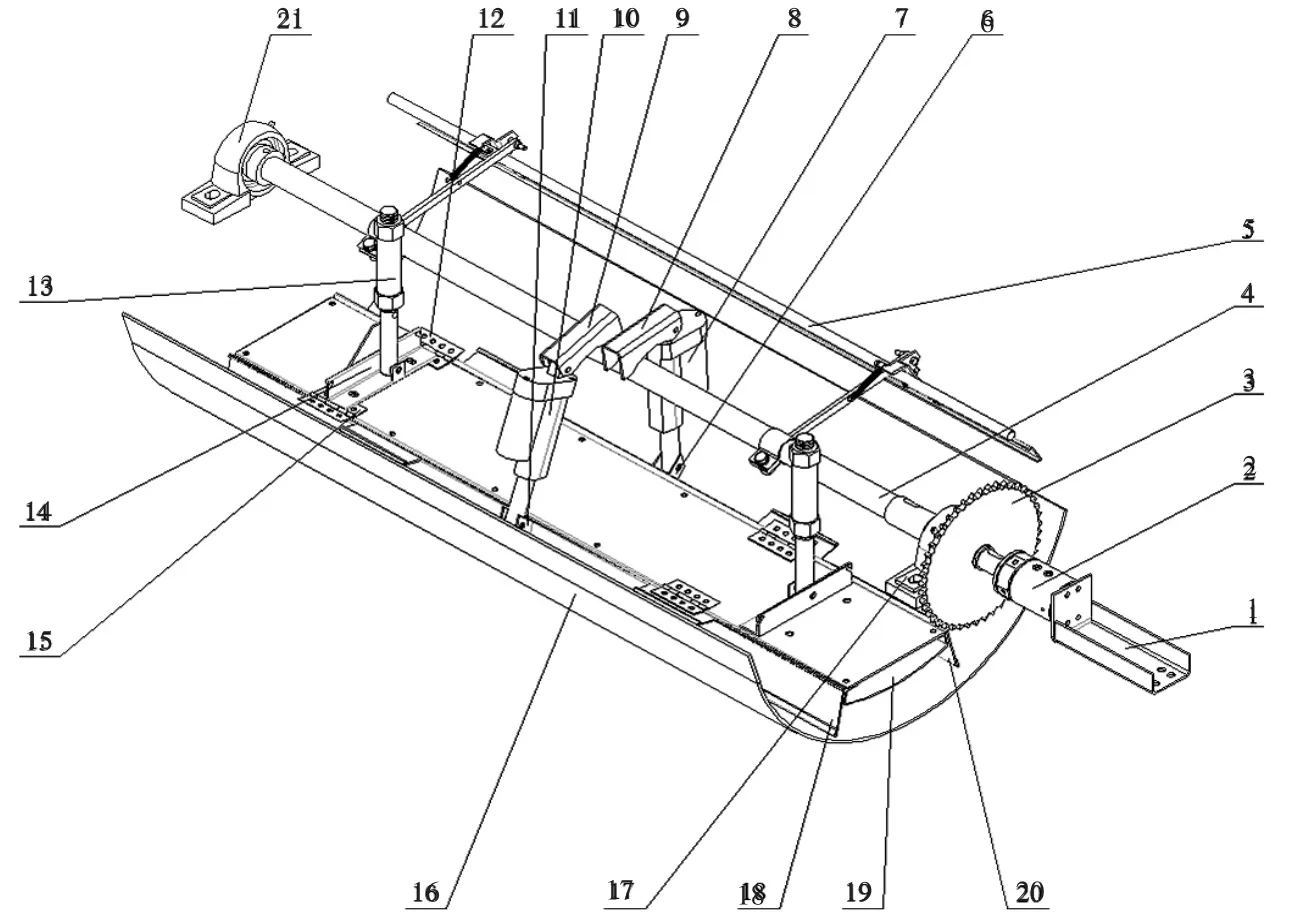
图1扁形茶做形关键装置结构图Fig.1 Structure diagram of key device of flat tea shaping
理条一段时间后,PLC控制左、右电动推杆的推杆收缩,将左、右炒手向上收回,PLC控制变频器将电机调整为连续转动,刮杆组件将理条叶抖散均匀,抖散均匀后,重复上述左、右炒手下行以及对在制叶进行“理条”的动作,进行第二次理条,二次理条完成后,重复左、右炒手收回,刮杆组件将在制叶抖散,如此循环多次,直至将在制叶的条形“理”成所需要的形状,其中,理条频率(主电机正反转频率)可调。
当在制叶“理条”完成后,左、右炒手往上收回,主轴调整为连续转动,此时通过PLC控制步进电机脉冲数调整U形锅体的位置(与常用的扁形茶炒制机结构一致,通过步进电机、丝杠控制位置),使其向上移动一定距离,使中炒手在旋转过程中,当其旋转至锅体底部位置时其底部可与锅体内表面形成一定压力的接触,形成一个接触面(中炒手底部包有一定厚度的耐热布,与锅体内部接触有一定压力后形成一定的形变,与锅体内表面形成了一个压力接触面),对在制叶进行“压扁”的动作,随着压扁的进程,不断调整锅体的位置,使在制叶达到所需的“扁”度,完成“压扁”后,在制品叶出锅,并准备下一批次的在制品叶加工。
2.2 装备应用
传统的6CCB-983型三锅扁形茶炒制机,每个锅上安装有出茶门机构和压力轴组件,用3台长板式扁形茶炒制机单机前后串联安装,前后两台机器的炒茶锅之间设出茶门,用单片机实施对三锅炒制机各种参数的控制。单机作业时,三锅扁形茶炒制机的第一锅主要承担鲜叶杀青作业,第二锅主要承担压扁作业,第三锅主要承担磨光作业,从而完成扁形茶炒制的全过程。
扁形茶连续化生产线作业时,一般按照“杀青、做形、干燥”的工艺流程进行。杀青采用专业的杀青设备;三锅扁形茶炒制机则主要承担做形功能,其第一、二锅主要承担压扁作业,第三锅主要承担磨光作业;干燥一般使用滚筒辉干机。在三锅扁形茶炒制机炒制过程中,茶鲜叶通过计量装置称量,随后依次通过3个炒制锅炒制,通过调节锅温和压茶压力,使茶叶表现出挺直、扁平的形状,同时散失部分水分,通过软性炒茶板和翻叶条的作用依次起到“理、压、炒、磨”作用,最终形成扁形茶形状。
将扁形茶做形关键装置集成在6CCB-983型扁形茶连续自动炒制机的第二锅后,如图3所示,模拟手工加工扁茶时“收拢”“理条”和“压扁”功能。通过PLC触摸屏控制扁形茶做形关键装置的动作,与第一、三锅炒制时间协调,收拢茶叶分叉,解决干茶呈“鸡爪”形状的弊端。相较于传统的三锅炒制机,中低档鲜叶加工的茶条平直、重实,在实际生产过程中,建议按照单机和生产线的不同要求调整工艺参数(如锅温、摆动频率和时间等),以提高茶叶品质。
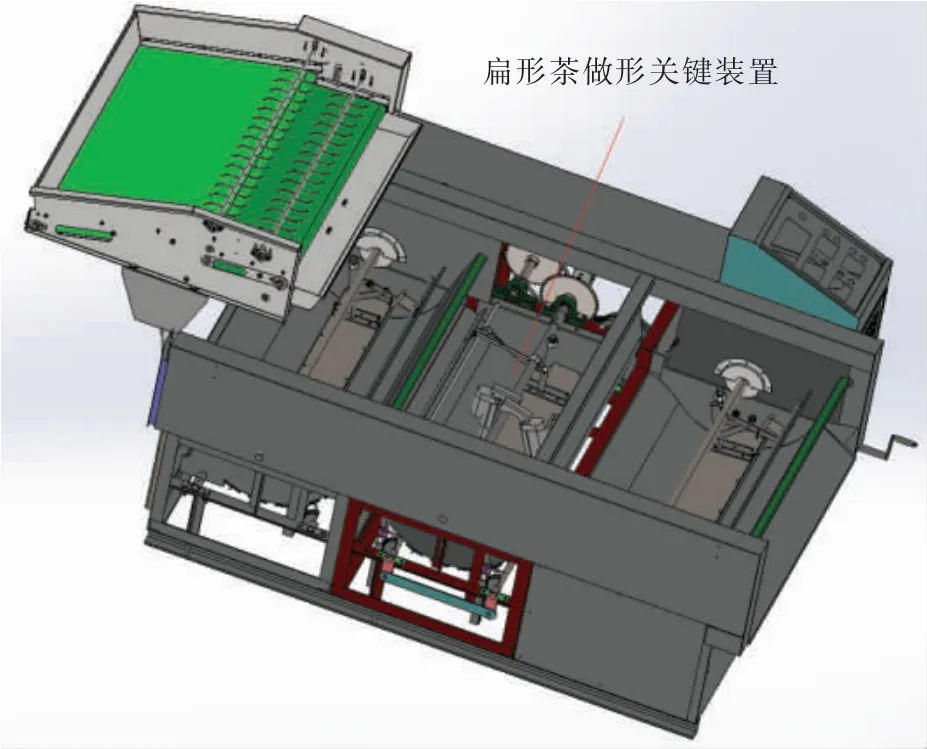
图3 集成扁形茶做形关键装置的6CCB-983型扁形茶连续自动炒制机示意图Fig.3 Sketch diagram of 6CCB-983 flat tea continuous automatic frying machine integrated with the key device of flat tea shaping
3 扁形茶做形试验
3.1 材料与设备
鲜叶原料为2021年3月25日采摘淳安县千岛湖镇鸠坑种的一芽二三叶,种植方式为大行距150 cm,小行距40 cm,株距20 cm,双行单株栽植,茶树树龄为5年生。
6CL-60-13D理条杀青机、集成扁形茶做形关键装置的6CCB-983型扁形茶连续自动炒制机、6CHT-62滚筒辉干机均为浙江丰凯机械股份有限公司生产制造。
3.2 试验设计
以同一批鲜叶为原料,按照“摊放、杀青、做形、干燥”的工艺流程加工成扁形绿茶样品。控制其他工序变量相同,用不同的做形工艺做形。做形参数优选试验根据前期预实验选择改变动作组合及时间、摆动的压力值等参数,优选出较佳工艺参数,再将较佳的做形工艺与常规工艺进行比较试验,加工成扁形绿茶样品,并进行感官审评。
(1)摊青。竹匾,摊叶厚度5 cm,时间12 h,摊青叶含水量约为68%。
(2)杀青。6CL-60-13D型理条杀青机,温度270℃,投叶量0.60 kg,时间120 s(杀青113 s,出茶7 s),锅体往复频率200次/min。在竹匾上摊凉回潮40 min。
(3)做形。6CCB-983型扁形茶连续自动炒制机,投叶量50 g,第一锅、第二锅、第三锅温度分别为200℃、190℃、180℃,总时间100 s(做形90 s,出茶10 s)。未使用左右抄手的常规对照组工艺编号为1号(第二锅全旋转30 s,压扁脉冲均为1500个,主电机频率为45 hz,循环次数1次)。2~9号工艺在第二锅中使用左右抄手,优选试验参数设置见表1。
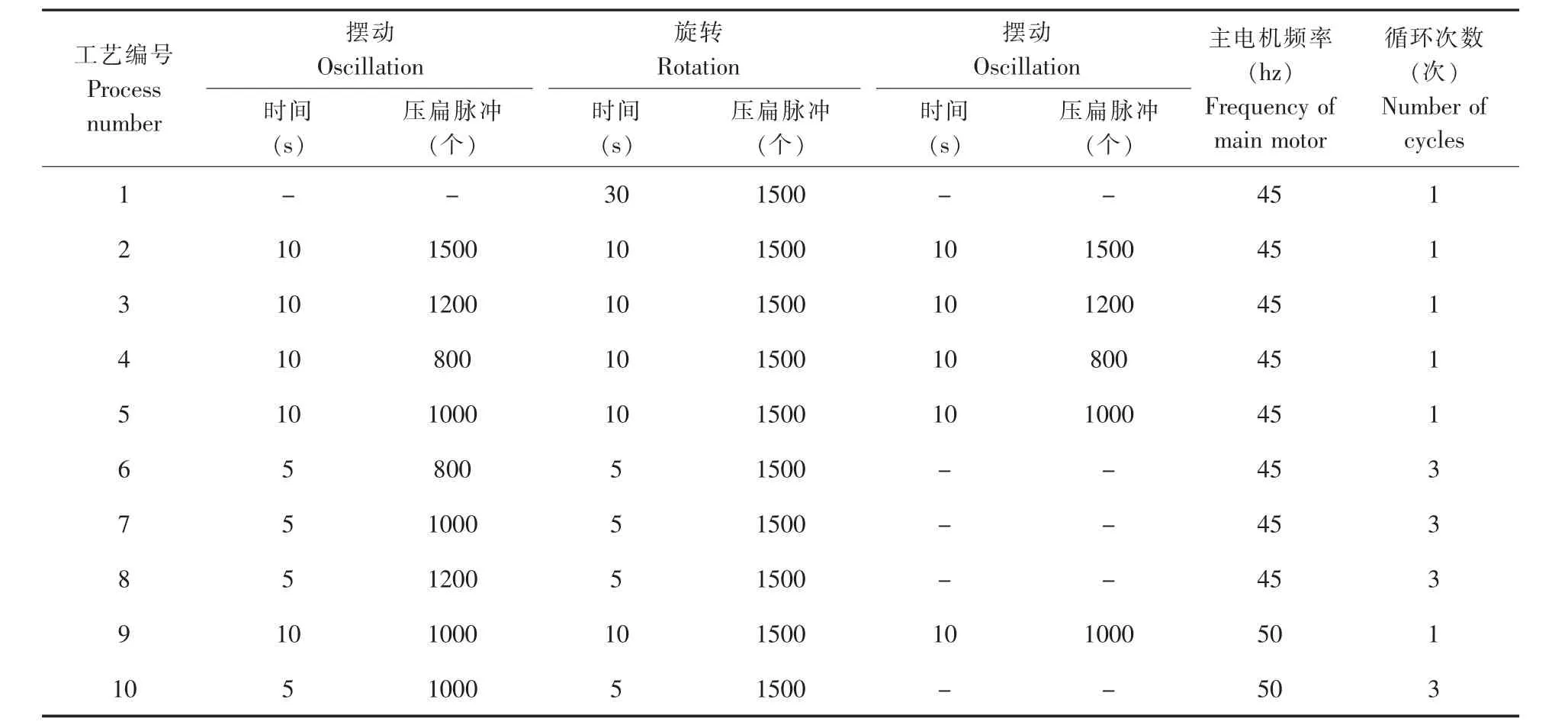
表1 做形试验工艺编号Table 1 Process number of shaping test
(4)干燥。6CHT-62滚筒辉干机,温度设置85℃,时间10 min,至含水率5%左右。
3.3 评价方法
感官审评参照GB/T 23776—2018《茶叶感官审评方法》中绿茶审评方法,由专业审评人员审评。评定外形、汤色、香气、滋味和叶底,按每项满分100分计。
3.4 结果与分析
试验结果如表2所示。2~9号做形组感官审评总分均高于1号对照组,特别是在外形因子方面,做形组得分与对照组区分明显,说明扁形茶做形关键装置在做形方面起到了重要作用,炒手的摆动与旋转实现了“收拢”“理条”和“压扁”功能;在做形参数优选试验中,9组不同参数加工出来的成品茶差异较小。单看外形因子,使用6号工艺加工的干茶外形较扁直、较尖削、色泽黄绿润,外形分数达到92,高于其他做形组得分,通过总分加权综合分析,最终确定做形较佳组合为2号,总分达到91分,说明压板在摆动过程中压扁脉冲保持在1500,让在制叶受到的压力与旋转时一致,增加“磨”的动作,可以获得更好的感官品质。
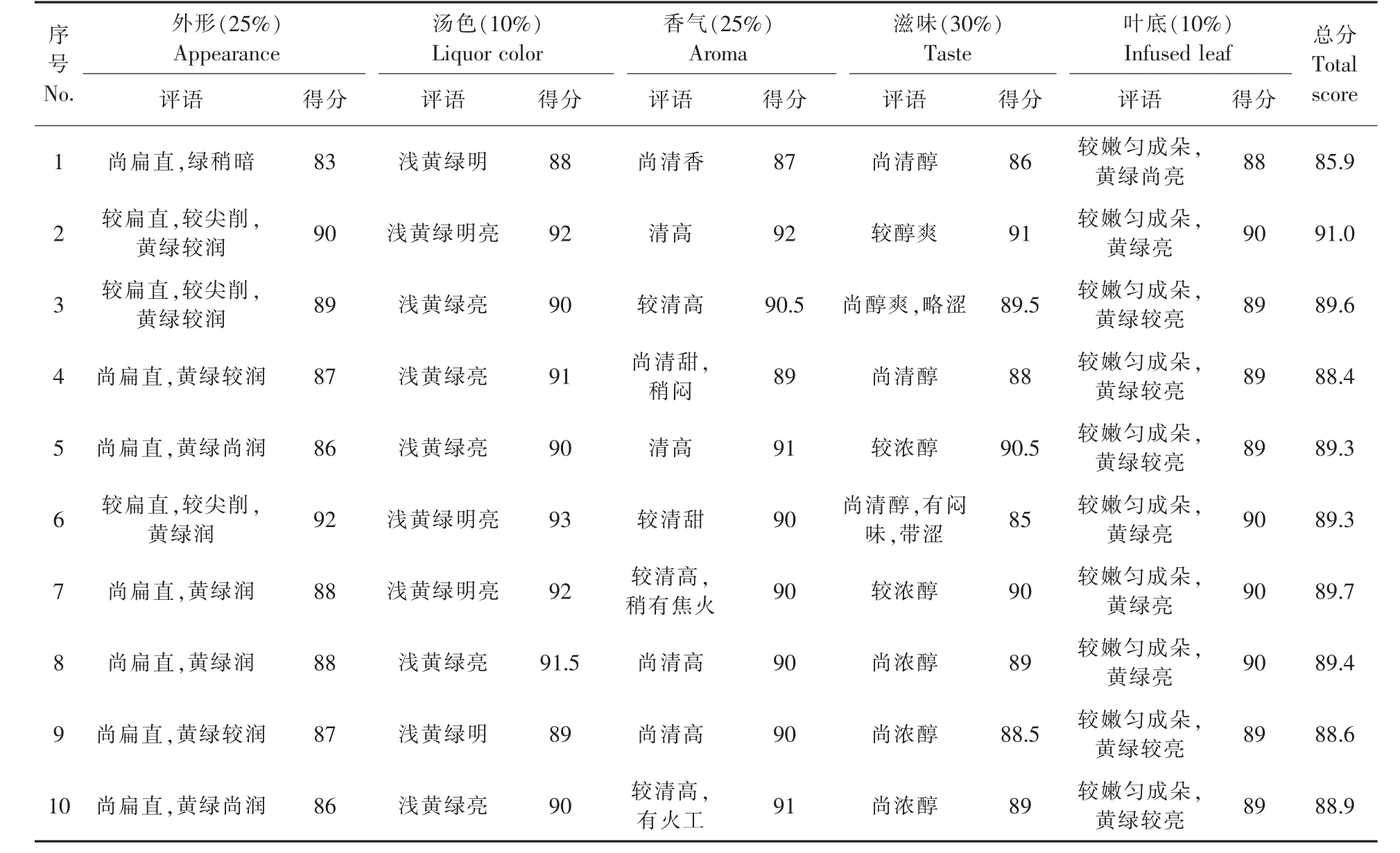
表2 做形试验感官审评结果Table 2 Effects of different shaping tests on sensory quality of tea
4 结论
设计了一种扁形茶做形关键装置,将炒板分成三部分,通过铰链和电动推杆控制两块活动炒板的摆动角度,在做形原理上模拟了手工加工扁形茶时“收拢”“理条”和“压扁”的功能,解决了传统扁形茶炒制机加工中低档鲜叶存在成品茶外形分叉、茶条不平直、轻飘等问题,使中低档鲜叶加工的扁形成品茶外形扁平、匀直收拢、紧直、重实。
将扁形茶做形关键装置集成在6CCB-983型扁形茶连续自动炒制机的第二锅上,制造了样机,进行了做形工艺参数优选试验与常规工艺比较试验。试验结果表明,使用集成了扁形茶做形关键装置的扁形茶炒制机制作的成品茶品质好于传统做形方式,2号工艺组做出的成品茶感官品质总分达到91。该设备通过PLC触摸屏控制扁形茶做形关键装置的动作,与第一、三锅炒制时间协调,收拢茶叶分叉,解决干茶呈“鸡爪”形状的弊端,相较于常规的三锅炒制机,中低档鲜叶加工的茶条平直、重实,提升了扁形茶外形的品质和经济效益。
猜你喜欢
宝钢技术(2022年4期)2022-12-23
农业工程学报(2022年13期)2022-10-09
湖南农业(2022年5期)2022-07-01
云南农业(2021年9期)2021-11-30
起重运输机械(2021年3期)2021-03-27
兵器装备工程学报(2020年12期)2021-01-12
阅读与作文(英语初中版)(2020年10期)2020-11-06
汽车实用技术(2018年19期)2018-10-22
宇航学报(2017年5期)2017-06-15
科技传播(2012年16期)2012-04-19
