
冲床上下料机械手的结构设计
2022-01-17 04:22周益锋
锻压装备与制造技术 2021年6期
周益锋
(盐城生物工程高等职业技术学校,江苏 盐城 224000)
随着现代制造工艺技术的日臻成熟,冲压加工技术变得越来越智能化、高效化,大范围取代了传统人工操作模式[1]。无论是专机处理,还是人工上下料等传统加工处理模式,都存在着效率低下、安全隐患大等问题。为减少资金浪费、提高资金利用水平,促进冲压生产高效高质地稳步推进,建议打造先进强大的冲压自动化柔性生产线,抑或是引入操作便捷、性能可靠的通用搬运系统,譬如,引入智能高效的工业机械设备,全面取代传统的人工上下料模式[2,3]。本文在参考他人相关研究成果的基础上[4,5],结合钣金机箱冲压加工机制,自主设计了中小型摆臂式伺服机械手,它既适用于冲压自动化加工环境,也可以灵活合理地应用于其他机械制造业。
1 机械手的总体方案设计
为满足各类生产工艺需求,应根据实际情况选取合适的运动形式及结构。关于机械手的运动形式,应在综合考虑冲压要求、结构样式等各方面因素的基础上进行合理确定。本文在进行深入细致分析后决定选取圆柱坐标型机械手,其原因一是场地适应性好,二是其工作范围非常适合于上下料环节。关于机械手的运动方案,本文初步确定了四个自由度:腰部摆动及升降、主体、手臂伸缩、手腕回转。该机械手运动简图如图1 所示。

图1 上下料机械手运动简图
2 机械手结构设计
2.1 机械手驱动方案设计
在实践中,机械手周期性运行,不同时间节点有其特定的姿态及位置,通过电机驱动有助于保持并增强机械手的运作稳定性。它在运行过程中无需转换压力能,能够将更多能量快速精准地传递至执行部件上,电机系统高度集成,编码器能够将机械手的运行位置、运行速度等相关信息实时精准地传输至控制器,借助计算机控制的方式保证机械手稳定高效地运行。本文拟设计高精度类中小机械手,在全面对比和认真分析后决定通过交流伺服电机驱动冲床机械手。
2.2 机械手的传动方案设计
(1)机身升降传动方案。在机械手中,升降部位尤为重要,它是上端伸缩臂与基座之间稳定连接的重要纽带,其作用机制是依托交流伺服电机的持续运行促进主同步轮一并转动,利用同步带传递至与丝杠轴相连的同步轮,由此使得螺母保持直线运动状态。
(2)伸缩臂传动方案。伸缩臂伸缩是一个相对概念,即副臂相对主臂进行伸出和缩回,在本设计中,机械手手臂伸缩运动机制并不复杂,首先是通过电机启动并运行的方式,利用同步带进行传动,促进丝杠轴相应地转动,螺母带动滑台移动,这样副臂就会在主臂上移动,由此实现手臂伸缩。
(3)回转轴传动方案。手腕腕部是否运行灵活直接关系到机械手的运行效率和质量,它主要指的是端拾器的回转或摆动部位。鉴于机械手手臂不仅需要具有一定的刚度和强度,也需要保证回转自由,同时还有保持良好的承载性,本文决定采用推力球轴承。
基于以上分析,本文确定了如图2 所示的机械手整体传动方案。
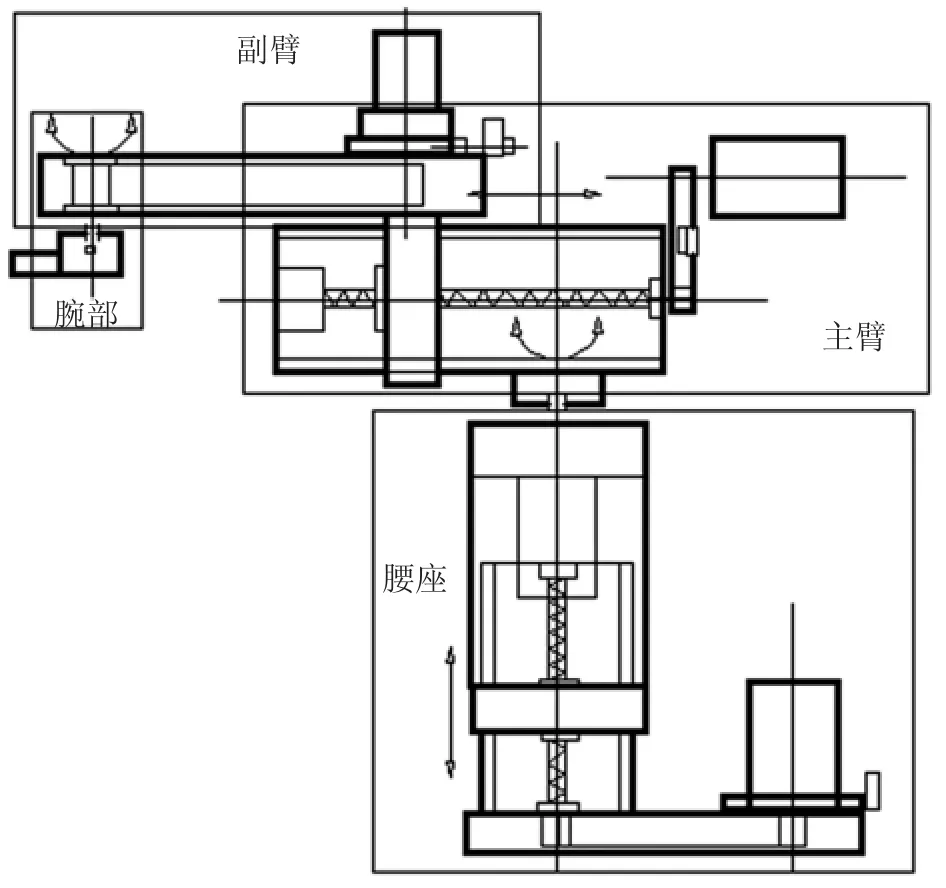
图2 机械手整体传动方案原理图
3 机械手的主要结构设计
3.1 腕部的结构设计
在冲压加工环节,机械手的主要任务是上下料,其材料特性直接决定它既适应高温环境,也不会面临着被腐蚀的危险。由此可知,本机械手腕部能够根据常规组作业环境的要求设计和完善。本机械手在运行过程中,以伺服电机为驱动力,利用同步带带动回转部位转动,鉴于伺服电机运行过程中释放并传递低速、高回转力矩,建议在伺服电机输出端的合适位置安装减速机。另外,由于腕部仅只有一个自由度,为保证同步带传动达到中心距要求,应在电机一端安装调节螺栓。腕部结构如图3 所示。
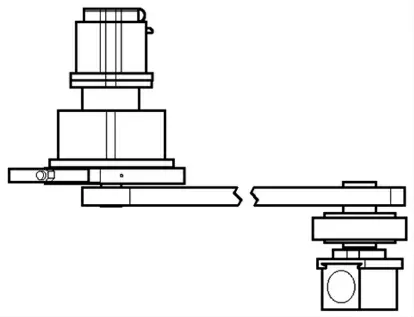
图3 手腕回转系统
由图3 可了解到,机械手的回转关节集中于副臂末端位置,回转轴承位于轴承座上。但是需要注意到,轴承座装设于副臂处,在主关节上可根据实际要求规范合理地配置吸盘端拾器主轴,在电机带动同步带运转的过程中,转矩会调整为手部端拾器的回转。
3.2 臂部的结构设计
机械手手臂主要由主臂电机箱、副臂电机箱、滑动装置等构成。其中,主电机箱中安装了伺服电机;主副臂的制成材料为KBM系列铝合金型材,其典型特征是强大度、质量小、刚度大。主臂两端安装EGH15CA 型滑动导轨,内部配置了稳定可靠的丝杠螺母传动机构,并且此结构上端与滑台相连,同时,滑台两端均配置了尺寸合适、重量适宜的EGH15CA系列滑块,在滑台上配置副臂的主要目的是促其便捷灵活地前后伸缩;为保证传动方案设计的科学性和有效性,本文采用了电机立式布置方式。臂部结构如图4 所示。

图4 机械手臂结构设计图
3.3 腰部结构设计
在机械手中,腰部主要由滑动、传动等多种结构构成,其传动机制与臂部大同小异,均是在电机的驱动下,依托同步轮带动丝杠持续运转,由此令滑台不断滑动,导轨两端有防撞挡块,从而实现腰部的上下伸缩,不过需要注意一点,电机必须带制动。无论是腰部支撑臂,还是腰筒等,均需要采用质地精良的KBM系列铝合金,而缓冲块则选取韧性比较强的WS 系列铜合金。另外,腰部回转电机需要被灵活合理地装设于腰筒内,回转关节能够起到固定手臂的作用;腰部支撑臂两端皆安装导轨,便于滑台顺畅灵活地滑动,另外在滑台上下配置尺寸适宜的防撞缓冲块。腰部结构如图5所示。
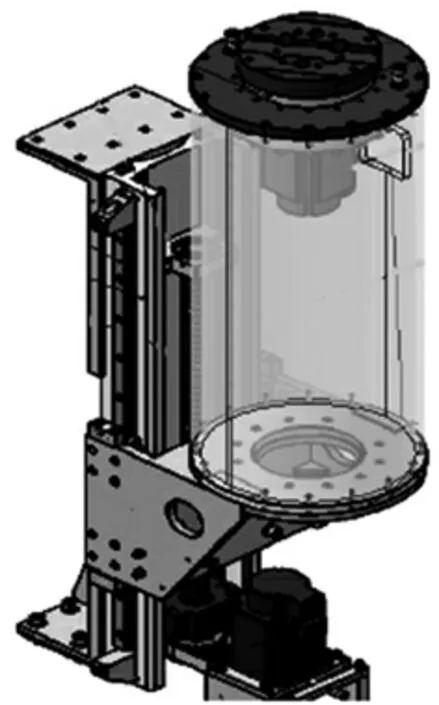
图5 腰部结构设计图
4 机械手控制系统的设计
4.1 机械手控制方案
机械手控制属于典型的运动控制。驱动电机一般有两种:一种是步进电机,另一种则是伺服电机。目前,交流伺服电机的应用比较普遍,在此基础上,还应增设控制器等相关部件。在机械手中,控制器尤为重要,相当于“大脑”,在实践中,可选取PLC 等控制装置。
本机械手的控制机制如下:将PLC 确立为核心控制器,结合信号传输要求,决定有无必要配置扩展模块;该控制系统可粗略地分为两项:一是伺服机控制系统,在此系统中,控制器可利用总线等实现对驱动器运行状态的实时化、精准化调控,驱动器在运行过程中实时控制电机,编码器能够将位置信号等相关信息便捷高效地传输至驱动器,此机械手由4 个自由度构成,而这即意味着它们共用4 个伺服系统;二是气动控制系统,在此系统中,主要通过PLC 完成对电磁换向阀运行状态的精准调控,由此控制对吸盘吸合状态的实时化控制。另外,本机械手采用了操作便捷、精度高的触摸屏,由此完成对设备运行状态的实时调控,同时为人机交互提供可靠支持,触摸屏在实际使用中能够利用RS232/RS485 通信端口稳定有效地连接PLC。此机械手具有报警功能,一旦工作错误,就会发出警报,关于本机械手的硬件控制机制如图6 所示。
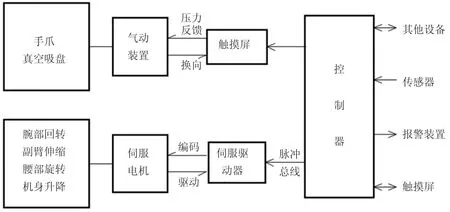
图6 机械手控制系统硬件原理图
4.2 伺服系统电气设计
作为控制伺服电机的一类装置,伺服驱动器的作用机制并不复杂,简单来讲是引入并运用了数字信号处理器,借助相关控制算法对伺服电机进行高效精准控制;在驱动电路中,内部功率驱动单元能够自动对其接收到的三相电进行规范快速地三相全桥整流处理,再利用PWM电压逆变器变频完成对交流伺服电机的精准化、高效化、实时化控制。由于各轴的伺服电机功率存在一定差异,所以,它们配置的伺服驱动器存在较大差别。其中,机械手机身的升高与降低通过750W 伺服驱动器进行实现,腰部旋转动作亦通过此功率的伺服驱动器完成,副臂伸缩则采用400W 型,腕部回转采用200W。以上伺服器均为MR-J3B 系列,并且皆配置了统一的SSCNETIII 通讯总线接口。关于腰部旋转伺服驱动器的接线情况如图7 所示。

图7 腰部旋转伺服驱动器接线回路图
5 结语
冲床上下料机械手主要适用于运行平稳、动作简单、速度及位置运行标准高的冲压加工产业。本文将目光聚焦于机械手,首先提供了一套科学合理的整体结构设计方案,其次对其伺服控制系统进行了深入细致研究,并对该系统各主要结构进行了合理设计。为保证系统运行稳定、功能完善且操作便捷,引入了触摸屏控制模式,同时嵌入PLC 程序,可有效减少传感器配置数量,有助于减少投入,节约成本。
猜你喜欢
农机使用与维修(2022年7期)2022-07-14
上海交通大学学报(2021年10期)2021-11-05
机电工程技术(2021年3期)2021-09-10
北华大学学报(自然科学版)(2021年3期)2021-07-13
发明与创新·中学生(2020年1期)2020-08-03
电脑爱好者(2020年6期)2020-05-26
环球时报(2019-07-18)2019-07-18
发明与创新·小学生(2018年7期)2018-08-06
现代职业教育·中职中专(2018年7期)2018-05-14
汽车与驾驶维修(维修版)(2018年3期)2018-05-05
