改进压缩机气阀更换专用工具总结
2022-01-13 02:14张林峰
氮肥与合成气 2022年1期
张林峰,金 龙
(安徽晋煤中能化工股份有限公司, 安徽临泉 236400)
1 现状分析
煤化工生产中,往复式气体压缩机作为核心机器,检修时长直接影响装置运行连续性。作为压缩机最主要的易损件之一,气阀更换过程中需要将压阀罩从气缸中拉出。压阀罩与缸之间的配合间隙小,而输送的原料气中含硫、磷及煤焦油较多,长时间运行后易在配合间隙黏结形成堵塞。更换气阀时,使用传统的方法和工具,操作时间较长,会对生产造成较大影响[1-2]。
2 制定对策
安徽晋煤中能化工股份有限公司在长期检修过程中不断改进技术,现使用一种压缩机气阀更换专用工具[3-4]。该工具结构简单(见图1和图2),包括顶升板、拉板、螺杆、螺纹套、气阀压阀罩。其中,拉板为矩形板式结构,下部两侧均设有梯形结构的缺口槽。缺口槽下端的上表面用垫板固定,缺口槽上端的底面焊接竖直方向的螺杆。螺杆的下部设有外螺纹,并与螺纹套螺纹连接。螺纹套中部的外侧面固定有调整块,螺纹套下部设有对穿的销孔。拉板的上端与水平方向的顶升板通过焊接固定。拉板的中部设有截面开口槽。
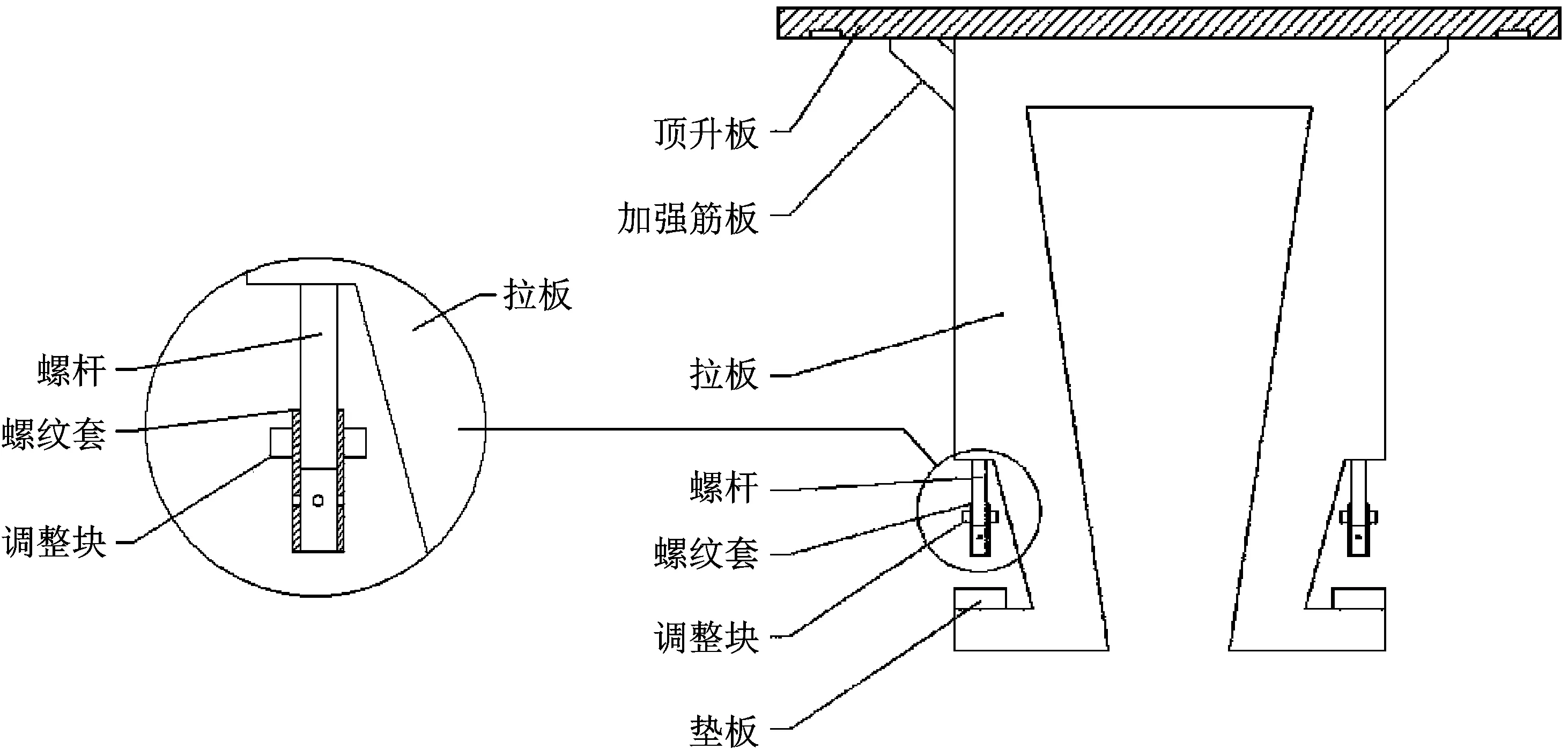
图1 压缩机气阀更换专用工具正面结构示意图

图2 压缩机气阀更换专用工具侧面结构示意图
顶升板两侧的下部设有对称的圆形凹槽。顶升板与拉板之间用加强筋板焊接。
气阀压阀罩由环形板、套管、压板组成,其中套管的上部设有条状的通孔。压板水平固定于套管的中部(见图3)。

图3 气阀压阀罩结构示意图
3 实施方式
将气阀压阀罩从气缸中拉出时,倾斜压缩机气阀更换专用工具,使得拉板一侧缺口槽上端的垫板插入到气阀压阀罩环形板的下部,再将另一侧缺口槽上端的垫板插入到环形板的下部。螺纹套中部的外侧面固定有调整块,手动旋转调整块,螺纹套向下移动,直至无法拧动时,再通过圆杆插入到销孔中旋转,将螺纹套顶紧在环形板的上部。两组液压千斤顶放置在顶升板的两侧,液压千斤顶的顶杆与顶升板两侧圆形凹槽对齐,通过液压千斤顶将气阀压阀罩从气缸中拔出。气阀压阀罩中的压板水平地固定套管的中部,将气阀压阀罩从气缸上部插入到气缸中。
4 改造效果
利用该工具取出气阀压阀罩,能够有效节省维修时间以及节约人力。通过螺纹套和垫板,能够确保拉板和气阀压阀罩的拉出方向一致,提高修复工作的稳定性和安全性。
5 结语
随着化工装置规模化、集约化的程度不断提升,要创新化工设备的检维修工器具,缩短维护检修时间和工作强度,秉承“完美的追求,从点滴改善做起”的理念,持续优化改进。
猜你喜欢
化工机械(2022年2期)2022-05-25
压缩机技术(2022年2期)2022-05-19
压缩机技术(2022年1期)2022-05-19
北京航空航天大学学报(2021年4期)2021-11-24
汽车维修与保养(2021年3期)2021-07-10
油气田地面工程(2021年1期)2021-01-20
船舶标准化工程师(2020年5期)2020-10-17
设计(2020年6期)2020-05-14
进出口经理人(2017年6期)2017-07-07
北京汽车(2017年1期)2017-03-02