
二氧化锰改性活性炭三维电极氧化处理高氨氮废水
2022-01-08 05:10:14沈悦岳喜龙吴彤刘欣
当代化工研究 2021年23期
*沈悦 岳喜龙 吴彤 刘欣
(1.扬州杰嘉工业固废处置有限公司 江苏 211417 2.扬州宁达贵金属有限公司 江苏 225231)
高浓度氨氮废水一般指氨氮浓度大于500mg/L的废水,有的高达几千甚至几万mg/L,来源于化工、冶金、养殖、炼焦、填埋等行业[1-4],目前氨氮废水主要处理方法有物理化学法(吹脱法、化学沉淀法、电化学氧化法、折点氯化法)、生物法等,但这些方法处理工艺复杂、成本高、对生物毒性大[5],成为行业绿色发展关键制约因素之一。
电化学氧化法通过电极反应过程的直接氧化、间接氧化(产生强氧化性的羟基自由基、活性氯等)效应完成污染物分解[6],能提高废水可生化性且化学药剂用量少,在氨氮废水预处理中有良好应用前景[7]。在传统二维电化学反应器结构形式上,引入粒子构成三维电极,能增加极板有效面积,缩短传质距离,可显著提高氨氮去除效率[8-10]。
三维电极粒子的种类、合成方法及其在氨氮电化学氧化过程中发挥的作用等对氨氮去除效果影响显著。姜辉[11]等利用活性炭附载铁、铜等金属氧化物作为三维电极粒子,李健[12]等通过粉煤灰负载氧化钛作为三维电极粒子,对中低浓度氨氮废水进行处理,均取得较好的氨氮去除效果。郑贝贝[13]等以铁炭粒子和三组极板构成的三维电化学反应器对NH3-N为2400mg/L的氨氮废水进行处理,氨氮去除率达到99.8%。
基于二氧化锰对电极表面活性氯产生具有良好催化活性的特点[14],本研究以二氧化锰改性活性炭为第三电极,钛涂钌铱为阳极,钛板为阴极,自制了三维电氧化反应器,探讨其对高氨氮废水的处理效果。
1.实验
(1)主要仪器和材料
钛涂钌铱阳极、钛阴极(宝鸡隆盛有色金属有限公司)、15V双路直流稳压电源(东莞市迈豪电子科技有限公司)、曝气器5L/min(森森集团股份有限公司)、UV-1601型紫外分光光度计(西安优普仪器设备有限公司)、80-2型离心机(江苏金坛市中大仪器厂)、台式不锈钢高压反应釜(巩义市予华仪器设备有限责任公司)、硫酸铵、氯化钠、硫酸、氢氧化钠均为分析纯(国药集团化学试剂)。
(2)试验方法
①试验装置
自制实验装置见图1,电极板尺寸均为100mm×100mm×5mm,容器体积为2.5L。
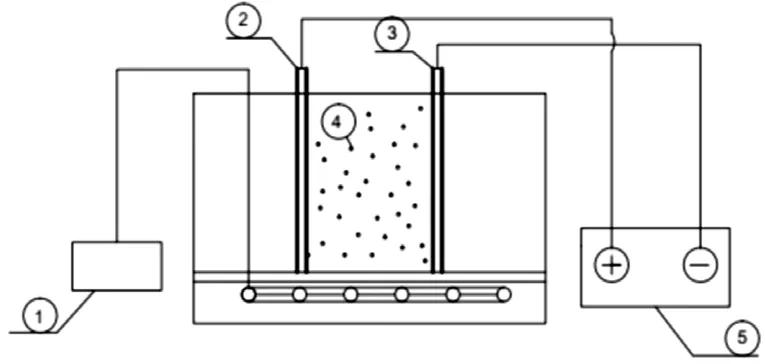
图1 自制实验装置示意图
②分析方法
氨氮采用纳氏试剂分光光度法测定,二氧化锰含量采用碘量法测定。
③二氧化锰改性活性炭粒子制备
采用水热法,以高锰酸钾为锰源对活性炭进行改性[15-16],获得二氧化锰改性活性炭粒子,测得负载粒子上二氧化锰晶型为α-MnO2,负载量为5.2%,氨氮平衡吸附量为1.12mg/g。
④试验步骤
用硫酸铵配制氨氮浓度为3000mg/L的模拟废水。在实验装置中装入模拟废水至2L刻度线,开启电源,持续反应4h,每隔1h取样,测定氨氮浓度。
2.结果与讨论
电化学氧化处理氨氮废水过程中,随着电流密度的增大,氨氮去除速率增加但能耗上升;提高Cl-浓度有利于氨氮的去除,但会引起废水中氯浓度上升。参考梁俊满[17]、曾次元[18]等人的研究及前期实验结果,确定固定反应条件如表1,考察粒子电极投加量、pH值、曝气量对氨氮去除率的影响。

表1 实验固定反应条件
(1)初始pH值对氨氮去除效果的影响
在表1的条件下电化学氧化1h后测定氨氮浓度和pH值,试验结果如图2、图3所示。
从图2可以看出,初始pH值对氨氮去除率有较大影响,且随着pH上升,氨氮去除率呈上升趋势,当pH达到8时,氨氮去除率达到最大,pH大于8时,氨氮去除率有所降低;因此选取初始pH=8为最佳条件。

图2 初始pH值对氨氮去除率的影响
宋诗稳[19]等认为在pH=3时对产生·OH有利,促进了COD降解和氨氮去除。但作者前期电化学氧化处理高浓度硫酸铵废水时发现,在没有氯离子存在的情况下,氨氮去除效果极差;而随着氯离子浓度上升,氨氮去除明显,这表明在电化学氧化过程中,通过·OH氧化去除氨氮作用甚微,而析氯氧化去除氨氮占据了主导地位。表2为不同pH值下主要活性氯组分[15]及标准电极电势。

表2 不同pH值下主要活性氯组分及标准电极电势
根据表2可知,HClO比其他的活性氯组分的标准电极电势最高,因此偏中性条件对氨氮的氧化去除效果更好,与本试验结果是相符的;当pH<4时,氯气容易溢出至使活性氯浓度下降[20],氨氮去除效果较差;pH为4到8时,随着pH升高,Cl2浓度下降,HClO浓度上升,氨氮去除效果逐步提升;当pH>8时,溶液中的OH-浓度升高,容易生成ClO-或ClO3-,同时析氧反应会变得容易,一定程度上又抑制了活性氯的产生,从而导致氨氮去除效率下降。所以图2曲线在pH=8时发生明显的拐点。
由图3看出在电化学反应1h后,体系的pH有所下降,且初始pH越大则体系pH下降量越大;并且随着反应时间延长,出现由偏碱转为偏酸的现象。
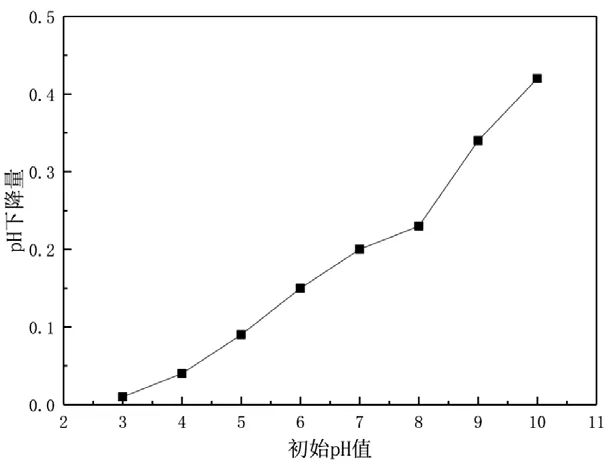
图3 初始pH值对体系pH下降量的影响
Ti/RuO2-IrO2阳极在含有氯离子介质的溶液中过电位低,有利于活性氯在电极表面的优先析出,并通过以下反应去除氨氮[21]。
阳极:2Cl-→2Cl0+2e-
阴极:H2O→H2+2OH-
溶液:2Cl0+H2O→HClO+H++Cl-
氨氮氧化反应:2NH4++3HClO→N2+3H2O+5H++3Cl-
可见随着氨氮的氧化分解,溶液中氢离子浓度有所上升,与试验结果一致。因此处理过程中应及时调节pH,以确保获得最佳处理效果。
(2)粒子电极投加量对氨氮降解率的影响
在初始pH为8、曝气量为3L/min和表1条件下分别投加未改性粒子及改性粒子,反应4h,试验结果如图4所示。
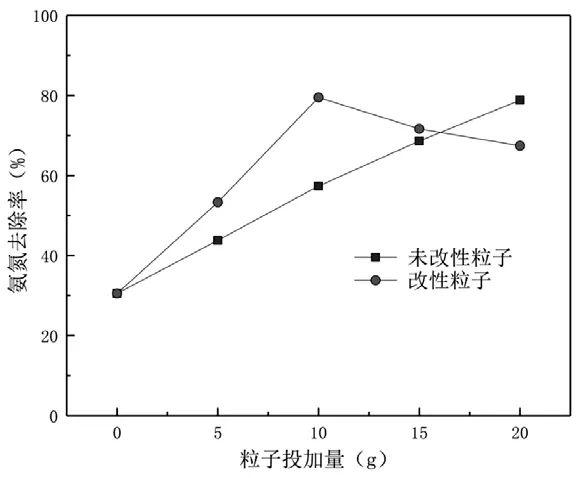
图4 电化学反应4h改性粒子与未改性粒子添加量对氨氮去除率的影响
在粒子投加量为0g时,系统为二维电化学反应器,仅依靠Ti/RuO2-IrO2阳极表面析氯进行氧化,氨氮去除率仅为30.6%。改性粒子投加量10g时氨氮去除率达到最大,为79.49%,而后呈现下降趋势。此外,投加10g改性粒子较未改性粒子的氨氮去除率提高近50%,因此,改性粒子最佳投加量为10g。
二氧化锰含量与复合电极容量呈正相关[22],储存的电荷越大,复极化越容易,即提高了粒子的导电能力。因此在电化学反应过程中,改性粒子一方面通过物理吸附和电吸附的方式吸附氨氮,另一方面粒子负载的二氧化锰又对活性氯的产生具有良好催化效应,促使氧化反应在粒子表面迅速完成,并与阳极表面析氯及氧化产生了叠加作用,从而加快了氨氮去除速率。
而随着改性粒子投加量增加,粒子之间容易相互接触,会产生对于电氧化无作用的短路电流,导致氨氮去除处理效果下降,另一方面也说明了粒子改性后其导电能力强于未改性粒子。
(3)曝气量对氨氮去除效果的影响
在初始pH为8、不通电的情况下,直接曝气4h,试验结果如下表3,可见直接曝气对电化学氧化试验影响不大。

表3 直接曝气对氨氮去除率影响
在初始pH为8、改性粒子投加量为10g和固定条件表3下进行曝气,试验结果如图5所示,可以看出,曝气能显著提高氨氮的去除效果,且氨氮去除率随曝气量的增大而增加。曝气有混合搅拌溶液和粒子的作用,促使N2快速排出,同时通过加快扩散、传质来提高电化学氧化反应效率。当曝气量为3L/min和5L/min时,氨氮去除效率相近,因此选取3L/min作为反应的最佳曝气量。

图5 曝气量对氨氮去除率的影响
3.结论
(1)电化学氧化预处理高氨氮废水过程中,通过析氯并氧化氨氮占据主导地位,二氧化锰改性活性炭粒子作为第三电极,对活性氯产生具有良好催化效应,促使氨氮氧化反应在粒子表面迅速完成,并与Ti/RuO2-IrO2阳极表面析氯及氨氮氧化产生了叠加作用,从而加快了氨氮去除速率。
(2)试验结果表明,在固定电流密度15mA/cm2、氯离子浓度3g/L的条件下,pH值、改性粒子投加量、曝气量等因素对氨氮去除影响显著,最佳条件为:pH为8、改性粒子投加量为10g、曝气量为3L/min,反应4h后,氨氮去除率达到79.49%。
猜你喜欢
化工管理(2022年14期)2022-12-02 11:43:52
工业安全与环保(2022年10期)2022-10-28 12:15:26
农村青少年科学探究(2022年3期)2022-05-13 07:50:56
云南化工(2021年8期)2021-12-21 06:37:36
中国金属通报(2020年20期)2020-03-27 07:19:52
浙江大学学报(理学版)(2020年1期)2020-03-12 05:55:10
池州学院学报(2017年3期)2017-10-16 01:38:36
环境科技(2016年6期)2016-11-10 05:14:06
天津城建大学学报(2015年5期)2015-12-09 01:26:53
环境科技(2015年3期)2015-11-08 12:08:34
