
210 mm厚度Q345R压力容器特厚板的研制
2022-01-07 00:27黄建华
现代冶金 2021年3期
黄建华
(南京钢铁股份有限公司高端钢铁材料江苏省重点实验室, 江苏 南京 210035)
引 言
压力容器是发电、化工、石油等行业的重要组成部件。随着科学技术和工业的发展,压力容器日趋大型化,承载高压化,近年来随着高压容器的广泛使用,对压力容器的安全性提出了更高的要求。因此,制造这些装备须使用大单重(30 t)的特厚钢板(100 mm以上)。Q345R是GB713-2014标准中的低合金高强度钢种,主要用于低中压和常温压力容器[1-3]。
南京钢铁股份有限公司现有炼钢设备有3座150吨转炉、3座LF炉、2座RH炉精炼设备、3台连铸机,可生产坯料厚度150-320 mm,最大单重达到67吨;轧钢设备有3500 mm炉卷轧机和5 m宽厚板轧机,热处理设备有淬火机和正火炉等。为了进一步提高市场竞争力,公司通过对成分的优化设计,冶炼、浇注、坯料焊接、轧制等关键工艺的控制,进行了多次生产试验,最终研发成功满足标准要求的210 mm厚度Q345R特厚容器板。
1 210 mm厚度Q345R主要标准要求
Q345R化学成分(熔炼分析)、力学性能、Z向性能和高温拉伸性能要求分别如表1-4所示。

表1 Q345R化学成分/%

表2 Q345R力学性能
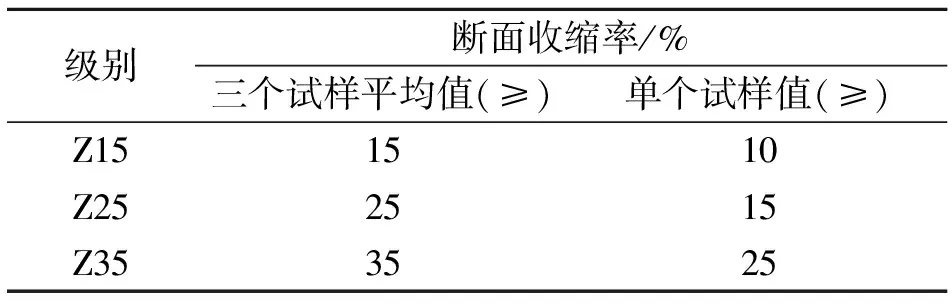
表3 Z向性能要求
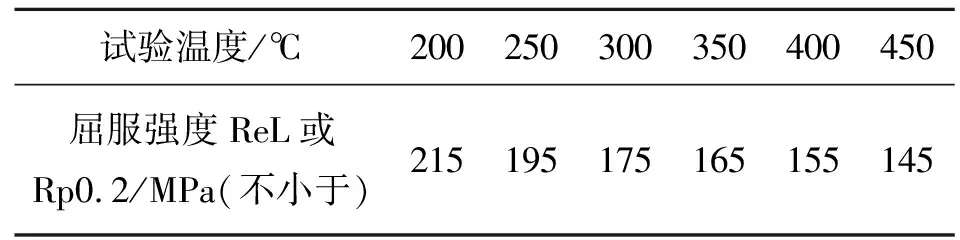
表4 Q345R高温力学性能要求(厚度>150-210 mm)
2 工艺路线
Q345R的工艺路线如下:倒罐站→成分验收→铁水预处理→转炉→LF+RH→连铸→坯料焊接→坯料验收入炉→加热→粗除鳞→轧制→控冷→热矫直→冷床空冷→热轧标识→热轧检验→切割→探伤→抛丸→正火→热矫直→热处理后检验→判定→标识→入库
3 成分设计、冶炼和轧制工艺
3.1 化学成分的确定
特厚钢板的成分设计,必须保证钢板强度和良好低温韧性的合理匹配,同时要求低的碳当量以保证其焊接性能。在普通C、Mn钢的基础上,添加适量的微合金元素V、Nb、Ti及提高韧性的元素Ni,通过微合金元素碳氮化物的析出强化和细化晶粒作用,保证了Q345R的高强度、高韧性和优良的焊接性能,最终的化学成分如表5所示。

表5 Q345R化学成分/%
3.2 冶炼及连铸工艺
压力容器钢内部质量要求高,冶炼时要尽量降低有害元素P、S含量。采用铁水预处理脱硫,使入炉铁水S质量分数低于0.003%,入炉废钢选用优质边角料,转炉采用优质石灰,使用挡渣锥减少下渣量,加强转炉吹炼终点控制,降低P含量。LF炉采用大渣量操作,控制加热次数在3次以内,严格执行吹氩制度,使钢水成分均匀,钢水中的夹杂物充分上浮。RH炉真空度≤0.3 kPa,保持时间≥12 min;为了保证钢板内部质量良好,必须保证坯料有>3.0的压缩比。连铸坯厚度320 mm,连铸结束后吊缓冷坑中进行堆垛缓冷,缓冷时间>48 h。坯料缓冷结束后,坯料检验合格,选2块坯料进行坯料焊接,焊接成640 mm的坯料进行轧制。
3.3 轧制及热处理工艺
3.3.1 加热工艺
坯料的最高加热温度决定着奥氏体的原始晶粒度大小和合金元素的固溶程度,直接关系到钢板的最终性能。钢中添加Nb、V、Ti微合金元素,Nb、V形成的碳氮化物质点阻止奥氏体晶粒长大,奥氏体粗化温度在1200-1280 ℃。因此,在保证较低轧制变形抗力的前提下,考虑到实际均热炉炉温与坯料时间存在一定的温差,确定坯料出钢温度1160-1200 ℃。
3.3.2 轧制工艺
210 mm厚度特厚板,采用控制轧制,由于中间坯厚度大,采用粗轧大压下的原则。为使厚度方向晶粒尺寸均匀,在轧制过程中应合理控制每道次压下量及轧制速度,在奥氏体再结晶区轧制时,应使形变在厚度方向充分渗透至中心部分,以充分进行奥氏体再结晶,达到晶粒尺寸均匀细化[4]。因此,采用高温低速大压下工艺,充分发挥5 m轧机轧制力12000 t的优势,当轧件温度在940 ℃以上时,单道次压下量控制在40-55 mm,轧制线速度控制在1.4-1.9 m/s,,钢板轧后空冷。
3.3.3 轧后堆垛缓冷工艺
钢板下线后进行堆垛缓冷,释放残余应力,以及改善钢板中心线区域的组织结构,堆冷温度大于400 ℃以实现热扩散处理,去除金属中扩散的[H],提高钢板的塑韧性。
3.3.4 热处理工艺的制定
特厚钢板轧制后,为了保证钢板优良的综合力学性能,进一步细化晶粒,提高低温韧性。对钢板进行正火处理,低合金高强度钢正火保温温度为:AC3+(30-50)℃,相变的AC3一般采用公式AC3=910-203w(C)1/2+44.7w(Si)-15.2w(Ni)+104w(V)+31.5w(Mo)+13.1w(W)进行计算,确定正火工艺如表6所示。
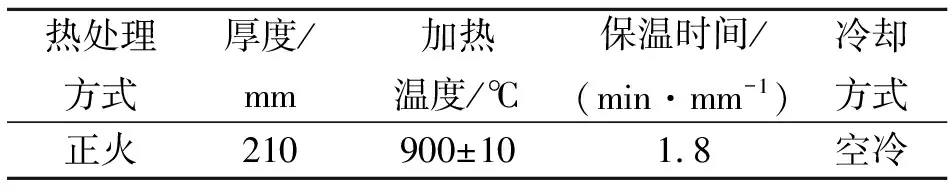
表6 Q345R正火工艺
4 试轧后钢板检测结果及分析
钢板力学性能结果如表7-9所示,金相检测结果如表10所示,金相图片如图1所示。由表7可知钢板屈服强度和抗拉强度富余量都在50 MPa以上,冲击功平均150 J,此性能完全达到国家标准要求且富余量较大,由表10可知夹杂物含量为2.5级别以下,晶粒度7.5级,由图1可知,钢板的组织为铁素体+珠光体。钢板逐张进行100%超声检测,检测结果符合NB/T47013.3-2015中第1号修改单规定的Ⅰ级要求。
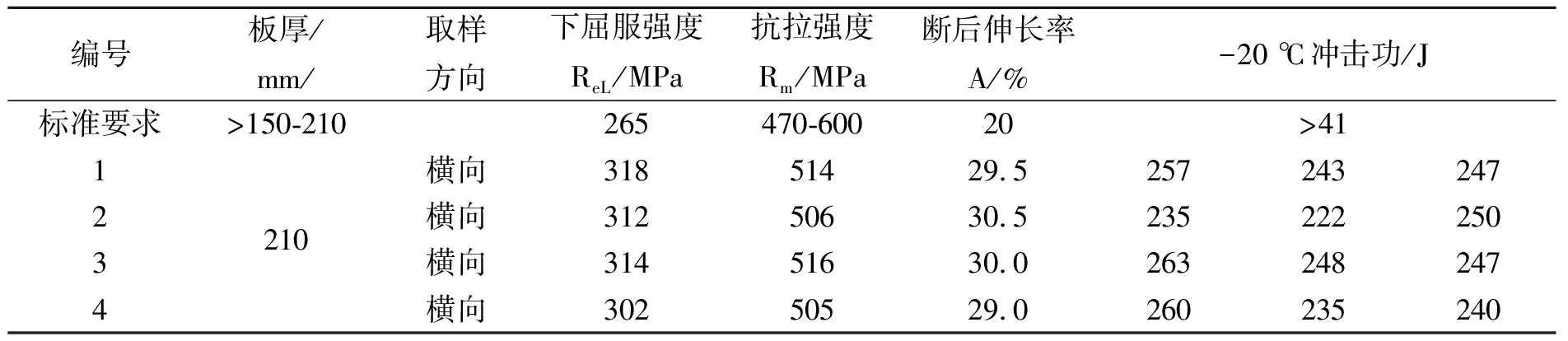
表7 Q345R常规力学性能
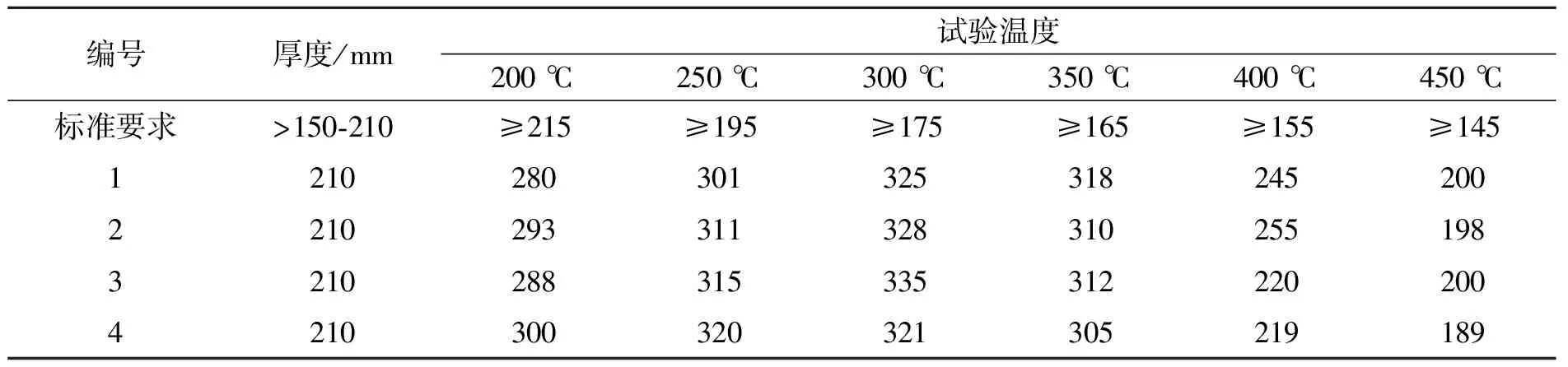
表8 Q345R高温拉伸性能/MPa

表9 Z向性能

表10 Q345R金相检测结果

图1 210 mm Q345R钢板金相图片
5 结束语
(1)通过添加适量V、Nb、Ti等微合金元素的成分设计,320 mm的坯料真空焊接确保轧制的压缩比,轧制严格执行高温低速大压下工艺,保证了轧后钢板良好的内部质量,正火处理后,力学性能满足要求,内部质量探伤符合NB/T47013.3-2015中第1号修改单规定的Ⅰ级要求。
(2)210 mm厚度Q345R的成功开发,提高了南京钢铁股份有限公司具备生产国标GB/T713-2014中Q345R厚板的能力,提高了市场竞争力。
猜你喜欢
云南冶金(2022年2期)2022-07-26
轴承(2022年5期)2022-06-08
河南工学院学报(2021年3期)2021-09-27
有色金属科学与工程(2021年1期)2021-03-04
中成药(2019年12期)2020-01-04
文化交流(2019年3期)2019-03-18
中国铸造装备与技术(2017年3期)2017-06-21
中国神经再生研究(英文版)(2017年4期)2017-01-12
凿岩机械气动工具(2016年3期)2016-03-01
焊接(2016年9期)2016-02-27
