Canopy密封焊缝切割重焊工艺
2022-01-07 00:31:28黄正凤李志杰吴琼唐中杰章霖
焊接 2021年10期
黄正凤, 李志杰, 吴琼, 唐中杰, 章霖
(一重集团大连核电石化有限公司,辽宁 大连 116113)
0 前言
Canopy密封焊缝是三代核反应堆压力容器控制棒驱动机构上实现棒行程壳体与钩爪壳体组件连接的焊缝,从设计角度是一回路的压力边界焊缝。在反应堆压力容器正常运行期间,Canopy密封焊缝不是承载焊缝,但起密封一回路冷却剂的重要作用,若失效会引起一回路冷却剂的泄露,进而影响核电站的安全运行,因此Canopy密封焊缝的完整性至关重要。
在反应堆压力容器运行阶段,由于腐蚀等问题会造成Canopy密封焊缝的失效[1]。由于三代核岛主设备的寿期为60年, 对Canopy密封焊缝的质量要求高。针对运行阶段Canopy密封焊缝的失效的问题,通常采用以下3种方法:①局部焊接缺陷清除后采用手工钨极氩弧焊手工补焊;②将焊缝切割后重新进行焊接;③采用局部补焊的方式[2-4]。
国内核电厂在运行阶段发生的Canopy密封焊缝泄漏情况曾采用堆焊的方式进行返修[5-8]。
Canopy密封焊缝在制造阶段也可能存在由于焊接缺陷造成焊缝失效,需要进行返修。对于位于焊缝中心的缺陷,可以采用将焊缝切割去除后(同时去除了焊缝缺陷)重新焊接的方式进行焊缝的返修。
文中将焊接后的Canopy密封焊缝采用专用切割工艺对焊缝进行切割,并对切割后的焊缝重新进行焊接。对Canopy密封焊缝切割及重新工艺进行研究,并对重新焊接后焊接接头进行无损检验和微观组织分析。将重新焊接的焊接接头与采用相同的工艺仅经历一次焊接的焊接接头进行对比,从接头宏观结构、微观组织进行对比分析,从而对重新焊接的焊接接头的质量进行评价。
1 试验方法
1.1 试验材料
采用与国产化AP1000驱动结构用同牌号材料022Cr19Ni10N作为试验材料,材料化学成分见表1。
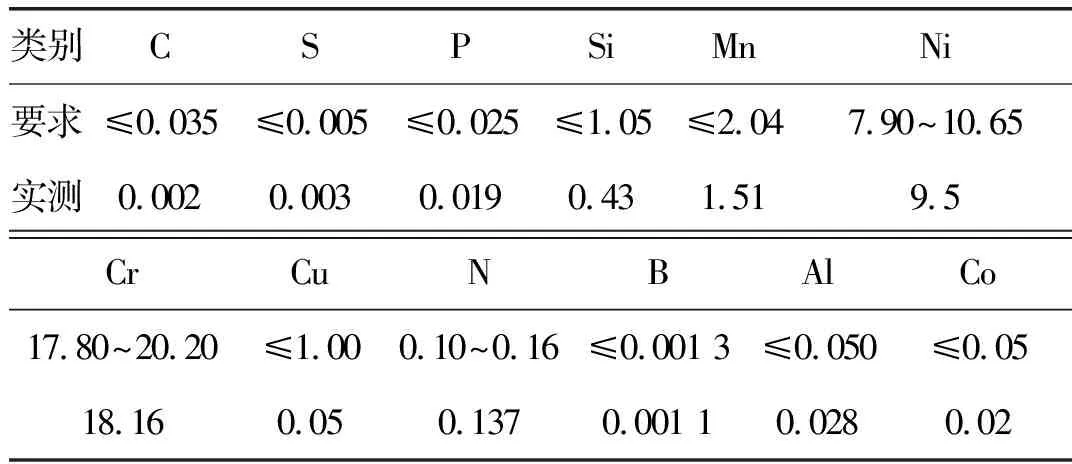
表1 试验件母材化学成份(质量分数,%)
焊缝尺寸与国产化AP1000反应堆压力容器Canopy密封焊缝尺寸相同,如图1所示。
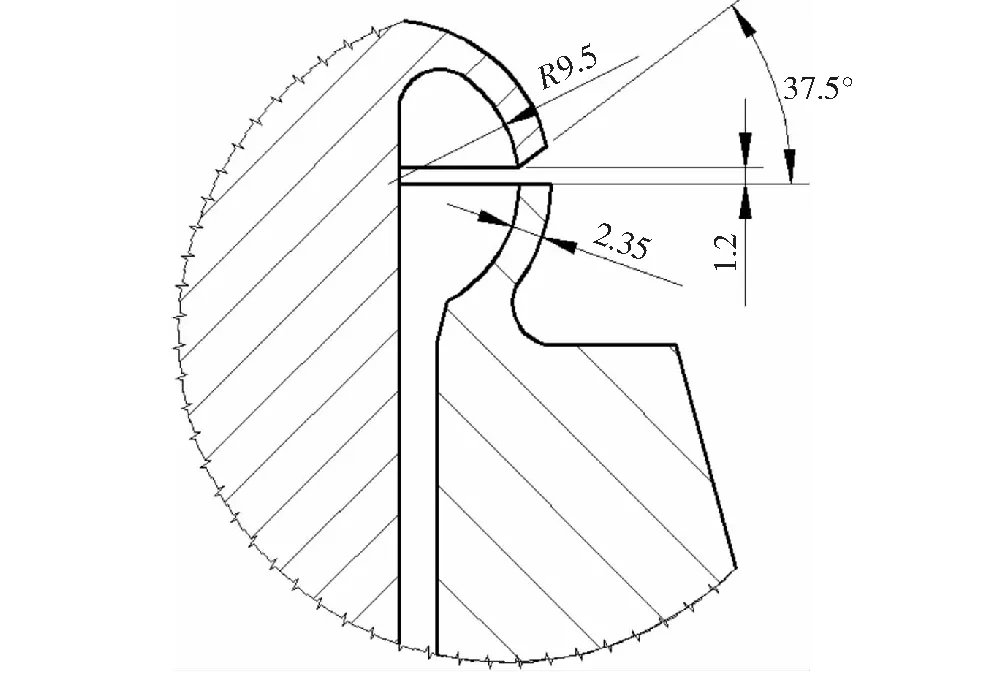
图1 Canopy焊缝尺寸示意图
1.2 焊材
焊材材料为ER308L,焊材依据国产化AP1000压力容器驱动机构用焊材技术条件采购,具体化学成份见表2。

表2 焊丝化学成分(质量分数,%)
1.3 焊接工艺方法
试验件焊接时机械氩弧焊焊接。焊接工艺与国产化AP1000反应堆压力容器Canopy密封焊缝焊接工艺相同。
为研究在制造或运行阶段Canopy密封焊缝失效的情况下,采用切割焊缝并重现焊接的可行性及工艺可靠性,试验件焊接完成后切割焊缝并采用原工艺方法重现进行焊接。
2 试验过程
2.1 首次焊接
Canopy焊缝首次焊接采用脉冲机械氩弧焊横焊位焊接。焊接采用的工艺为国产化AP1000反应堆压力容器驱动结构Canopy焊缝焊接用成熟工艺。焊缝焊接完成后焊道成形良好,经目视检查及液体渗透检查未发现焊缝表面存在裂纹、气孔、咬边、焊瘤、未熔合等焊接缺陷。
为了进行对比分析,焊接了2个试验件,一件用于切割重新焊接工艺的研究,一件用于与重新焊接的焊缝宏观及微观组织进行对比,以评价重新焊接的焊缝质量。
2.2 焊缝切割
反应堆压力容器顶盖上驱动机构间间隙尺寸较小,若需要进行焊缝的切割,需要采用尺寸小、重量轻、便于拆卸的加工装备。该研究采用底间隙分瓣式坡口加工机进行Canopy密封焊缝的切割。采用专用刀具,保证焊缝切割后的坡口与原始焊缝坡口尺寸相近。切割后的试件见图2所示。

图2 切割后焊缝
由于焊缝间隙较小,切割时需注意观察并采取必要的措施避免切割过程中产生夹屑、撞刀等问题,影响焊缝切割质量。
2.3 坡口修磨
首次焊接的焊缝金属残留在坡口内外表面将影响后续焊缝的焊接,因此焊缝坡口需进行修磨,以完全恢复焊缝坡口尺寸。
为保证焊缝重新焊接时焊缝质量,坡口修磨后可用样板检查坡口尺寸。
坡口修磨后应进行目视检查和液体渗透检查,以确保无影响后续焊缝焊接质量的缺陷。
文中中采用的试件经目视检查及液体渗透检查后均无裂纹、气孔、凹陷等缺陷存在。
2.4 重新焊接
Canopy密封焊缝重新装配并进行了焊接。焊缝的切割对钩爪壳体组件及棒行程壳体的安装尺寸无影响,因此可以采用原工艺进行Canopy密封焊缝的装配。
焊缝坡口修磨后与原始坡口尺寸相当,重新装配后,焊缝间隙仍为1.2 mm,可采用原焊缝焊接的工艺进行重新焊接。
3 试验结果
3.1 焊缝外观质量及无损检验结果
Canopy焊缝厚度较小,且失效形式多为晶间腐蚀或点蚀,因此焊缝的表面状态影响焊缝的质量。若焊缝存在较大的余高或焊缝形状变化存在不连续的问题,焊缝及热影响的焊接残余应力水平过大,在运行过程中会引起加上腐蚀,造成焊缝失效,因此焊缝标准的状态影响焊缝质量。
如图3所示,对重现焊接后的焊缝表面成形情况进行观察,焊缝表面无咬边、裂纹、凹陷等问题,焊缝与周围母材圆滑过渡,不存在突出的余高或不连续问题。
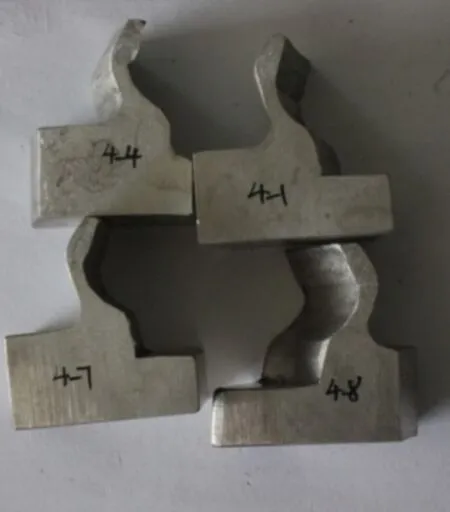
图3 重新焊接焊缝宏观金相形貌
焊缝重新焊接后,进行目视检查及液体渗透检查未发现焊缝表面存在裂纹、气孔、咬边、焊瘤、未熔合等焊接缺陷。
对焊缝进行解剖,观察焊缝内表面成形质量。焊缝内表面成形良好,无咬边、未熔合未焊透的问题。对焊缝内表面进行目视检查及液体渗透检查未发现焊缝表面存在裂纹、气孔、咬边、焊瘤、未熔合等焊接缺陷。3.2宏观金相分析
对焊缝进行解剖制作宏观金相及微观金相检查,观察焊缝组织结构,如图4所示。
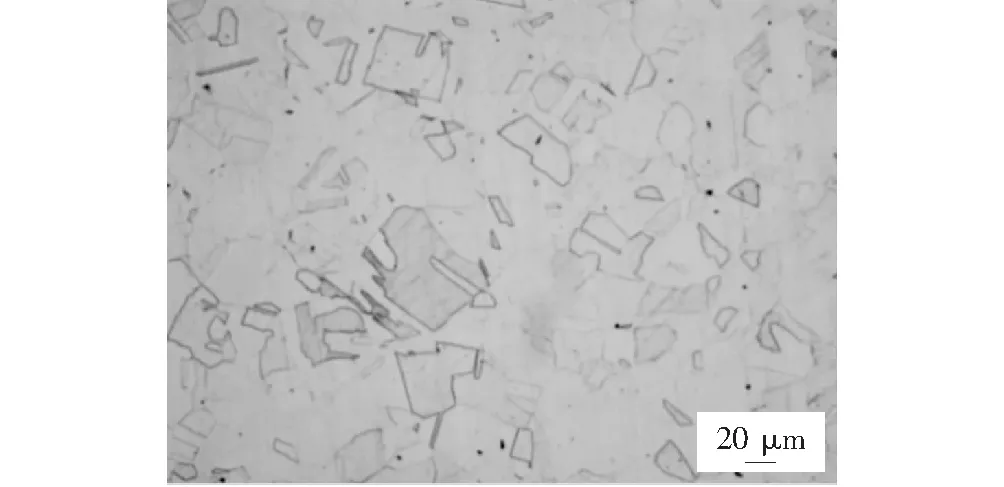
图4 母材微观组织
截取起弧位置、收弧位置及两个中间区域位置,对接头的尺寸及形貌进行宏观分析。
焊缝与周围表面过渡圆滑,放大10倍观察焊缝与母材结合区域未见裂纹、未熔合、未焊透、气孔等缺陷。
3.3 微观组织分析
3.3.1热影响区
文中采用的试件母材微观金相组织为等轴奥氏体晶粒,如图5所示。
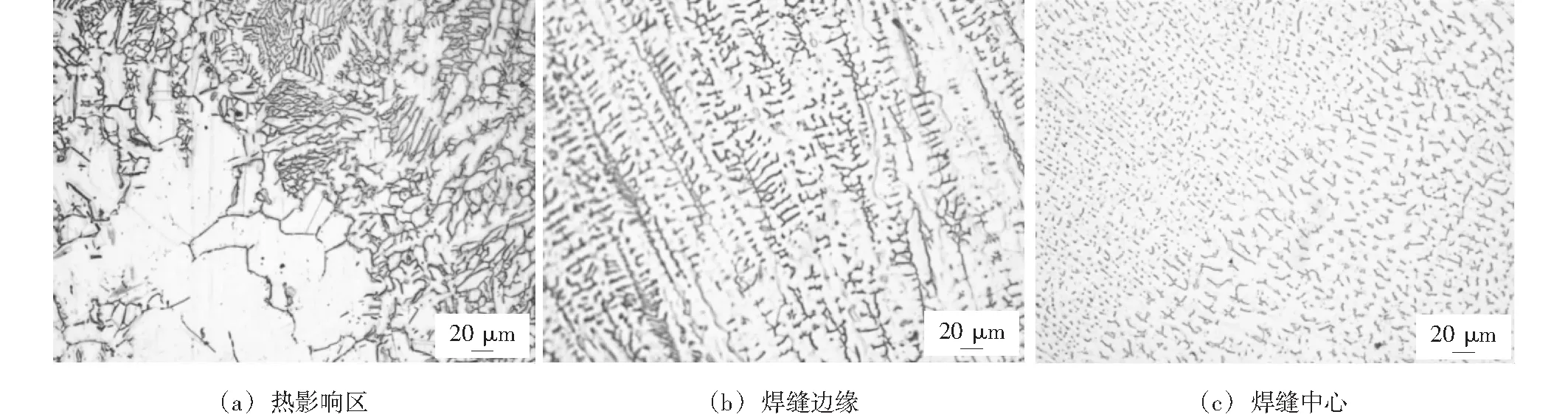
图5 重新焊接的焊接接头微观组织
由于焊接热输入小,焊缝热影响区在高温停留时间短,焊接热影响区尺寸很小,在热影响区未见明显晶粒粗化的现象,也未见碳化物等有害的析出物及第二相产生,如图5、图6所示。
图6 一次焊接的焊接接头微观组织
热影响区靠近熔合线区域的晶粒发生了再结晶和晶粒长大现象。热影响区仍为奥氏体组织,但有由于受焊接热过程影响而形成的孪晶。
对比经历2次焊接的焊接热影响与经历一次焊接的焊接热影响铁素体量都较少,不会对焊接接头的耐腐蚀性造成明显的影响。
3.3.2焊缝
Canopy焊缝金相组织为奥氏体+铁素体组织。但焊缝边缘的组织与焊缝中心的奥氏体及铁素体的形态存在差异。
靠近母材的焊缝组织为奥氏体胞状晶组织及存在于胞状晶晶界的铁素体组织。这是由于Canopy焊缝厚度较小,靠近母材位置的焊缝金属冷却速度较快,凝固结晶前沿液相区的成分过冷区较窄,有利于液体金属以胞状晶生长。在液体金属凝固的终了前,由于Cr等铁素体形成元素的存在,再晶界偏聚促使铁素体的生成。
在焊缝中心,焊缝金属组织为奥氏体+横切在奥氏体中的骨架状铁素体组织。这是由于在焊缝中心区域焊缝金属的冷却速度降低,凝固结晶前沿液相区的成分过冷区稍宽,铁素体为初始析出相,在凝固过程中,通过扩散控制反应铁素体逐渐转变为奥氏体。同时在凝固终了前,通过共晶反应在枝晶间也形成了部分奥氏体。
对比焊缝边缘与焊缝中心的微观组织发现,焊缝中心的微观组织更均匀细小。重新焊接与重新焊接的焊接接头与一次焊接焊接接头的微观组织相同,如图5、图6所示。
对比重新焊接的焊接接头与一次焊接焊接接头的微观组织,焊接热影响区的组织、焊缝微观组织形同,均未见碳化物及其他有害的析出物。重新焊接的焊缝与一次焊接的焊缝质量相当。
4 结论
(1)Canopy密封焊缝采用底间隙瓜瓣式切割机将焊缝切割并修磨后可以将焊缝坡口回复至原始坡口状态,重新装配后可以采用原焊缝焊接的工艺实现焊缝的重新焊接。
(2)重新焊接的Canopy密封焊缝外观质量、无损检测均合格。对于位于焊缝中心,且尺寸较小的缺陷可以通过切割后重新焊接的方式进行焊缝的返修工作。
(3)Canopy焊缝重新焊接后,接头宏观尺寸与一次焊接接头相当,微观组织未见有害的析出物,焊缝质量与一次焊缝的焊接质量相当。
猜你喜欢
山东冶金(2022年3期)2022-07-19 03:24:54
中国金属通报(2022年1期)2022-06-02 02:09:56
锻压装备与制造技术(2021年2期)2021-07-19 08:51:14
机械制造文摘·焊接分册(2019年2期)2019-07-08 03:59:06
四川冶金(2018年1期)2018-09-25 02:39:24
黑龙江科技大学学报(2016年5期)2016-12-09 07:31:17
电焊机(2016年8期)2016-12-06 08:28:44
大型铸锻件(2015年4期)2016-01-12 06:35:27
山东冶金(2015年5期)2015-12-10 03:27:40
应用科技(2015年5期)2015-12-09 07:10:09