
层层组装氧化石墨烯/聚吡咯涂层棉织物的电磁屏蔽性能
2022-01-05 10:23邹梨花兰春桃阮芳涛徐珍珍
纺织学报 2021年12期
邹梨花, 杨 莉, 兰春桃, 阮芳涛, 徐珍珍
(1. 安徽工程大学 安徽省纺织结构复合材料国际联合研究中心, 安徽 芜湖 241000;2. 江南大学 纺织科学与工程学院, 江苏 无锡 214122)
电器、电子、电子通信设备的快速发展和广泛使用,给人们带来各种便利的同时,也产生了电磁辐射污染,不仅会干扰精密仪器,使其造成误动作,还有可能造成信息泄露,而且也会危害人体健康[1]。为有效降低电磁辐射对人体的危害,研究者们利用金属丝与常规纤维(或纱线)混纺(或交织)[2-3],金属镀覆[4-5],过渡金属碳化物(MXene)[6]、碳纳米管[7-8]、石墨烯及其衍生物[9]、导电高聚物[10-11]涂层等制备电磁屏蔽织物。织物中金属丝或金属膜的存在,虽然赋予绝缘织物优异的导电性能和电磁屏蔽性能,但也使织物变得刚硬,服用性能变差,在一定程度上限制了其使用。由于金属的趋肤深度小,入射电磁波在金属表面极易反射,造成对环境的二次污染,对人体产生二次伤害。相较于碳纳米管[7],石墨烯和MXene的二维片层结构赋予其涂层织物更多与电磁波相互作用的界面,进而赋予二维片层纳米材料涂层织物优异的电磁屏蔽性能:Wang等[9]利用点击化学反应制备水性聚氨酯-还原氧化石墨烯(rGO)功能化棉织物,得益于功能化织物强的介电损耗、多次反射及散射的多重界面,当只有2%的rGO负载量时,该功能化织物的电磁屏蔽效能达到48.1 dB[9];Liang等[5]利用真空抽滤方法在棉织物上沉积Ti3C2Tx(MXene),当沉积量为2.6 mg/cm2时,其电磁屏蔽效能高达48.9 dB。除涂层材料本身的导电性能和厚度对织物电磁屏蔽性能有影响外,涂层材料的微观排列方式也会对屏蔽性能产生极大的影响[6]。
层层组装方法具有成膜物质丰富,可精确调控膜结构和厚度的优点[12-13]。采用层层组装方法能够有效制备含有2种及2种以上物质的杂交膜,可综合多种物质的优异性能。在前期研究中已利用层层组装方法制备了氧化石墨烯(GO)/聚苯胺涂层棉织物,当组装层数为4时,其电磁屏蔽效能达到19.91 dB[14]。然而,基于层层组装方法在棉织物的功能整理方面,有关阳离子处理对功能物质沉积量及对其性能影响的研究鲜有报道。聚吡咯(PPy)具有比聚苯胺更优异的导电性能,是制备优异电磁屏蔽性能的备选材料,但是聚吡咯物理力学性能差,且不熔不溶,在一定程度上限制了其应用。有研究将PPy与其他物质混合达到优势互补,兼具二者的优异性能,弥补单一物质的缺陷[15]。
本文利用层层组装方法在棉织物表面构筑GO/PPy功能膜材料,探讨棉织物的阳离子化处理对GO/PPy功能物质组装含量及织物屏蔽性能的影响,并分析GO质量浓度、功能膜层数与其构筑织物屏蔽性能之间的关系,揭示该织物的电磁屏蔽机制。
1 实验部分
1.1 实验材料
平纹棉织物,经、纬密分别为130、100根/(10 cm),面密度为133 g/cm2,厚度为0.415 mm(鲁泰纺织股份有限公司);氧化石墨(先丰纳米科技有限公司);阳离子化试剂(3-氯-2-羟丙基)三甲基氯化铵(CR-2000, 美国陶氏化学公司);吡咯单体(Py)、 六水合三氯化铁(FeCl3·6H2O)、 氢氧化钠(NaOH), 国药集团化学试剂有限公司。所有试剂未经任何后处理直接使用。
1.2 实验方法
1.2.1 GO溶液的制备
称取一定量的氧化石墨溶解分散于水中,根据要求配制成4个不同的质量浓度,分别为0.1、0.2、0.4和0.6 g/L,采用超声波剥离的方法[16]将一定质量浓度的氧化石墨在超声波清洗仪中振荡2 h,然后离心收集上层清液GO溶液(由于沉淀物很少,在此将氧化石墨的质量浓度设为GO质量浓度),离心速度和时间分别是4 000 r/min和15 min,待用。将不同质量浓度的GO记为GO-n,其中n为GO质量浓度,如GO浓度为0.1 g/L 记为GO-0.1。
1.2.2 棉织物的阳离子化处理
棉织物阳离子化处理过程为:室温下,将10 cm×10 cm 洗净的棉织物放入阳离子化试剂(50 g/L的CR-2000与18 g/L的NaOH混合水溶液)中浸泡15 min,然后取出保持100%轧余率放入自封袋中,室温环境下放置24 h取出棉织物,水洗多次除去表面物理吸附的阳离子物质,最后烘干待用。
1.2.3 GO/PPy功能膜的层层组装
阳离子化后的棉织物带有正电荷,首先将其浸渍于带负电荷的GO溶液中10 min,然后取出在去离子水中洗涤1 min,重复洗涤3次,除去表面的物理吸附物,再放入Py(0.5 mol/L)单体水溶液中10 min,取出后立刻放入FeCl3水溶液中反应30 min(在冰水浴中进行,保持其温度为0~4 ℃),Py单体在FeCl3溶液中进行聚合反应生成聚吡咯(PPy), 最后取出在去离子水中洗涤3次,每次洗涤1 min,除去表面的物理吸附物。上述1个循环记为(GO/PPy)*1 (即1 BL),通过增加组装循环的次数,在棉织物上涂层不同层数的GO/PPy功能膜,直到满足实验要求,将其记录为(GO/PPy)*m,m为循环次数,即功能膜的组装层数。在本文实验中,组装的层数为1~20。
1.3 测试与表征
1.3.1 化学结构表征
由NICOLET 5700型傅里叶变换红外光谱仪(FT-IR)测试棉织物、GO粉末、PPy粉末、GO/PPy涂层棉织物的化学组分。粉末样品直接与溴化钾混合压片,织物样品先剪碎然后与溴化钾混合压片制样。测试波数范围为4 000~600 cm-1。
1.3.2 表面形貌观察
采用TM-3000型扫描电子显微镜(SEM)观察组装GO/PPy功能膜前后棉织物的表面形貌,电压为15 kV。
1.3.3 棉织物上GO/PPy功能膜质量增加率测试
用感量为0.1 mg的天平称量组装GO/PPy功能膜前后棉织物的质量,通过下式计算得到织物单位面积质量增加量和质量增加率:
W=(m1-m0)/A
M=(m1-m0)/m0×100%
式中:W为棉织物单位面积质量增加量,mg/cm2;M为棉织物质量增加率,%;m0为棉织物的初始质量,mg;m1为组装GO/PPy后棉织物的质量,mg;A为棉织物的测试面积,cm2。
1.3.4 电导率测试
根据AATCC 76—2005《纺织品表面电阻实验方法》,利用Fluke15B型数字万用表测量棉织物的表面电阻Rs(Ω)[13];根据ASTM D1777—1996《织物厚度测试》,利用Y141N型织物厚度仪测量棉织物的厚度d(mm),测试时给织物施加100 cN的压力,以减小毛羽对厚度测试的影响。利用下式计算电磁屏蔽织物的电导率:
σ=1/Rsd
1.3.5 电磁屏蔽性能测试
采用ROHDE & SCHWARZ ZVL6型矢量网络分析仪(VNA)测试功能膜涂层棉织物的屏蔽性能,测试频率范围为3.9~6 GHz,测试织物的尺寸为47.55 mm×22.15 mm。根据VNA测得的散射参数(S11、S22代表电磁波反射的量;S21、S12代表电磁波透射的量),计算其总屏蔽效能(SET)、吸收屏蔽效能(SEA)、反射屏蔽效能(SER)以及透射率(T)、反射率(R)和吸收率(A)。具体计算公式为:
SET=|S21|
T=10S21/10
R=10S11/10
A=100%-R-T
SER=-10 lg(1-R)
SEA=SET-SER
为减小环境温湿度对测试的影响,在实验测试前将样品置于恒温恒湿实验室预调湿48 h。每个样品重复测试5次,结果取平均值。
2 结果与讨论
2.1 GO/PPy涂层棉织物结构与成分分析
图1示出棉织物、氧化石墨烯粉末(GO)、聚吡咯粉末(PPy)和(GO/PPy)*4涂层棉织物的红外光谱图。
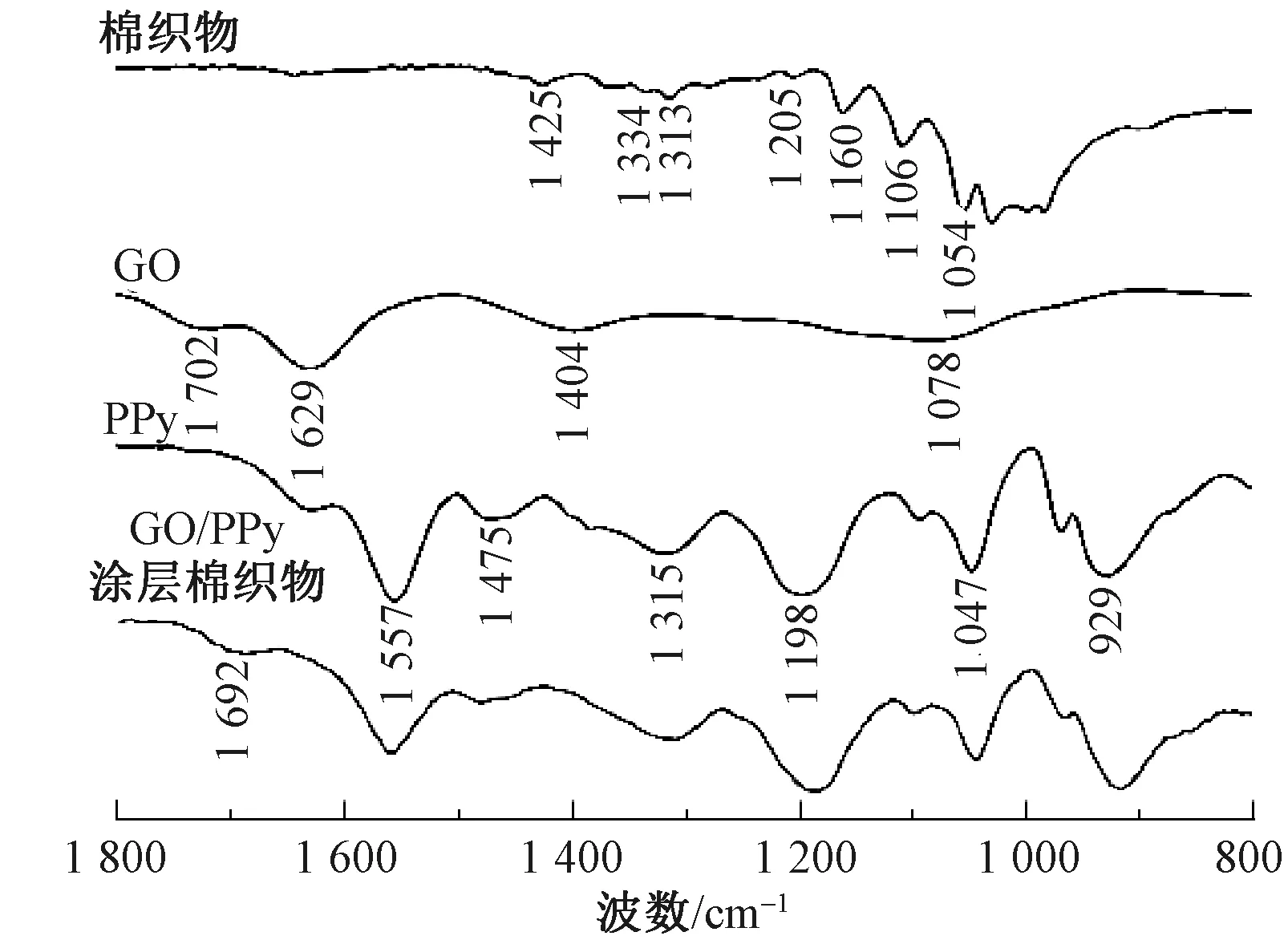
图1 棉织物、氧化石墨烯粉末、聚吡咯粉末及(GO/PPy)*4涂层棉织物的红外光谱图Fig.1 FT-IR spectra of cotton fabric, GO powder fabric, PPy powder and (GO/PPy)*4 coated cotton fabric

2.2 织物阳离子化处理对电磁屏蔽性能影响
阳离子化的作用是将基底带上正电荷,以便带负电荷的氧化石墨烯能够通过静电力组装于织物上。有研究学者也利用织物自身的复杂结构和纤维的毛细力作用,通过浸渍涂层方法吸附功能性物质[21-22],但这种简单物理吸附的膜更厚,单位密度功能材料屏蔽效率并不高。为探讨简单物理吸附与通过静电力组装功能膜对织物电磁屏蔽效能的影响,本文通过将阳离子化与未经阳离子化的棉织物,依次交替组装氧化石墨烯和聚吡咯(GO/PPy)*2(GO质量浓度为0.4 g/L),并与未整理棉织物的电磁屏蔽性能进行对比,结果如图2所示。
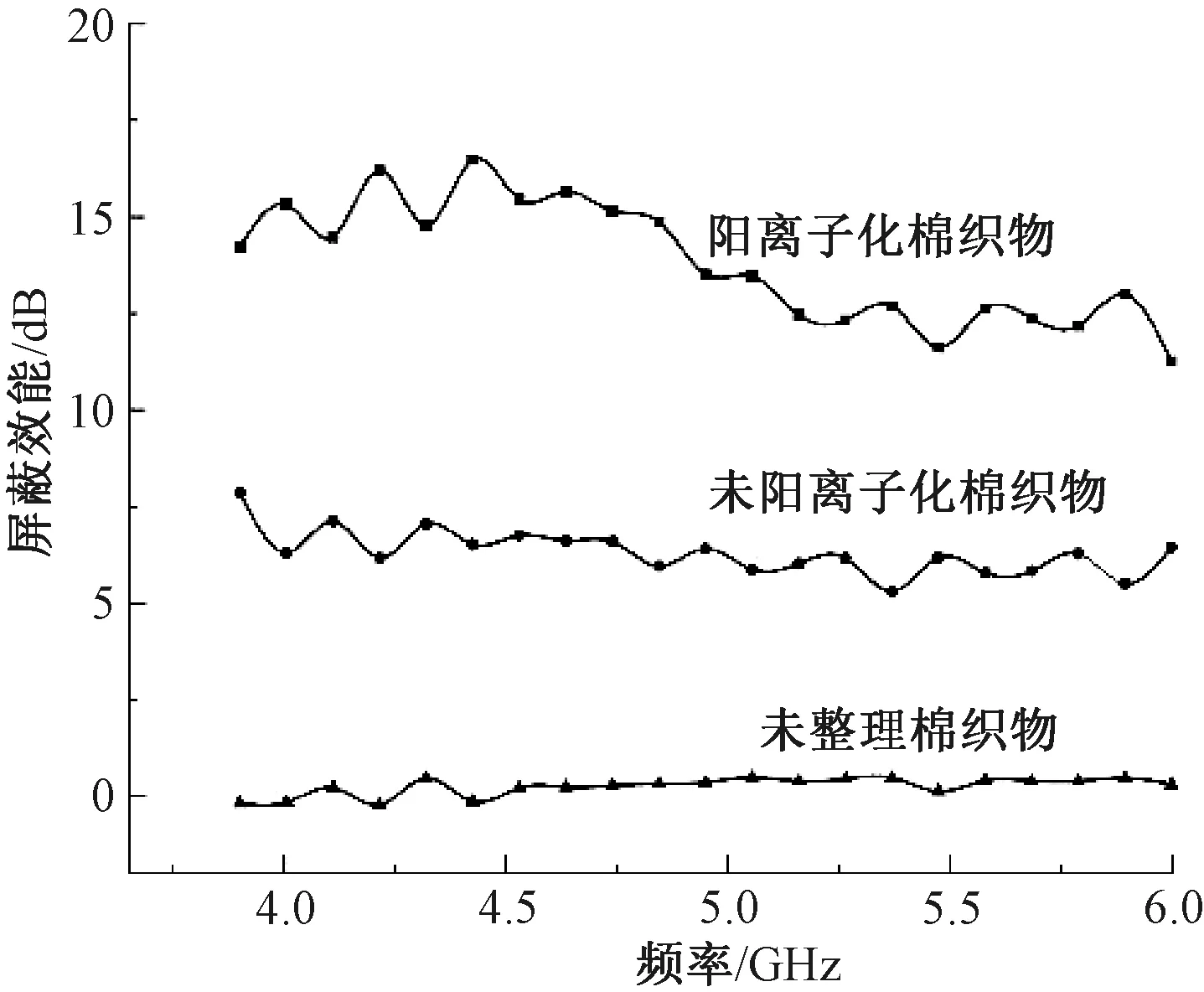
图2 未整理棉织物与未经阳离子化直接组装及经过阳离子化再组装(GO/PPy)*2功能膜棉织物的电磁屏蔽效能曲线Fig.2 Electromagnetic interference shieding effectiveness of untreated cotton fabric, cationized and uncationized cotton fabric with (GO/PPy)*2 functional film
从图2可看出:未整理棉织物没有电磁屏蔽效果,是电磁波的透波材料;而组装(GO/PPy)*2功能膜后,织物具备了电磁屏蔽效能。电磁屏蔽效能曲线随着频率变化有一定的波动,这主要是因为GO/PPy在复杂结构织物表面形成了不规则的导电网络结构[23]。此外,经过阳离子化处理后再组装(GO/PPy)*2 功能膜的棉织物,在频率为4.5 GHz 处,其电磁屏蔽效能达到15.4 dB;而未经阳离子化直接层层组装(GO/PPy)*2 功能膜的棉织物,其电磁屏蔽效能只有6.8 dB。经阳离子化处理后棉织物的电磁屏蔽效能提升了126.5%,这说明阳离子化处理有利于提高织物的电磁屏蔽性能。测量经过阳离子化与未经阳离子化处理织物的质量增加率发现,前者质量增加率为81.4%,后者质量增加率为57.3%,说明经过阳离子化处理有利于GO/PPy功能膜的沉积(质量增加率提高了24.1%),这与SEM照片(见图3)结果一致。
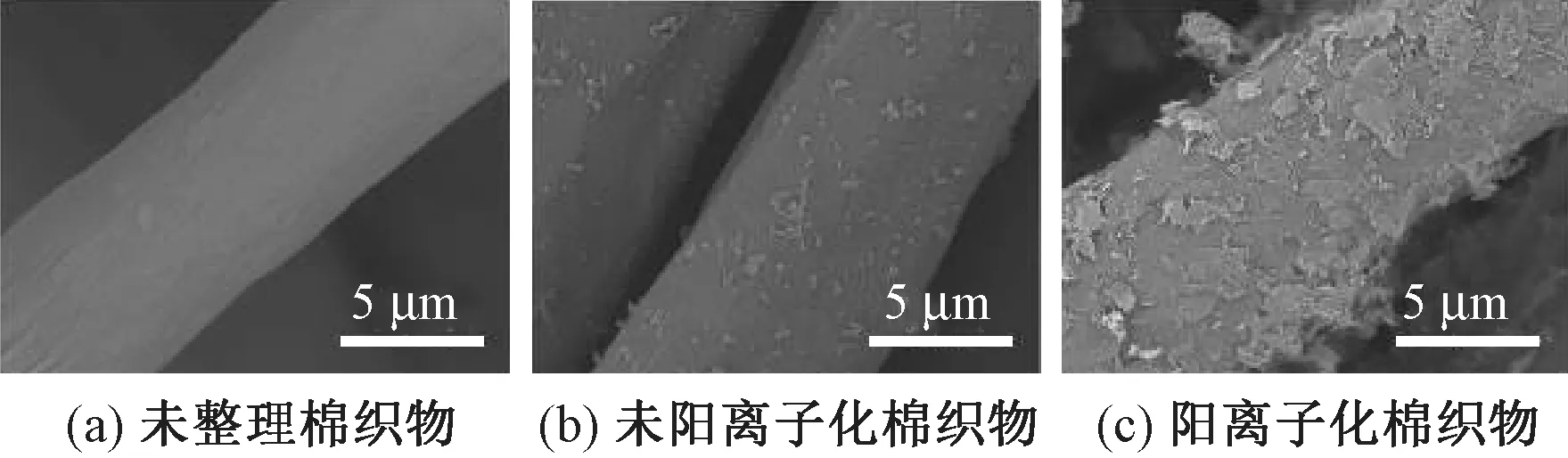
图3 未组装与组装2层GO/PPy功能膜的棉织物表面形貌(×5 000)Fig.3 SEM images of untreated cotton and functionalized cotton fabric with (GO/PPy)*2 functional film(×5 000). (a)Untreated contton fabric; (b)Uncationized cotton fabric; (c)Cationized cotton fabric
进一步观察图3中3种织物的纤维表面形貌发现:未组装GO/PPy功能膜的棉纤维表面较为光洁;经阳离子化处理的棉纤维表面具有更多的氧化石墨烯片层存在,未经阳离子化处理的棉纤维表面呈现出一些颗粒状物质,而氧化石墨烯片层较少,这种颗粒状物质为聚吡咯。其根本原因在于:经阳离子化处理的棉织物基底表面带上了大量的正电荷,因而更易组装上带负电的氧化石墨烯,氧化石墨烯的存在增加了聚吡咯沉积的面积,且二者带上相反的电荷有利于聚吡咯的连续组装(GO/PPy沉积量增加),从而有利于提高棉织物的电磁屏蔽性能。接下来的研究均对棉织物进行阳离子化处理,然后在织物基底上层层组装(GO/PPy)*m功能膜。
2.3 GO/PPy功能膜的质量增长规律
为更好地分析GO/PPy在棉织物上的沉积规律,研究了不同GO质量浓度时不同层数GO/PPy功能膜在织物表面的质量增长规律,如图4所示。
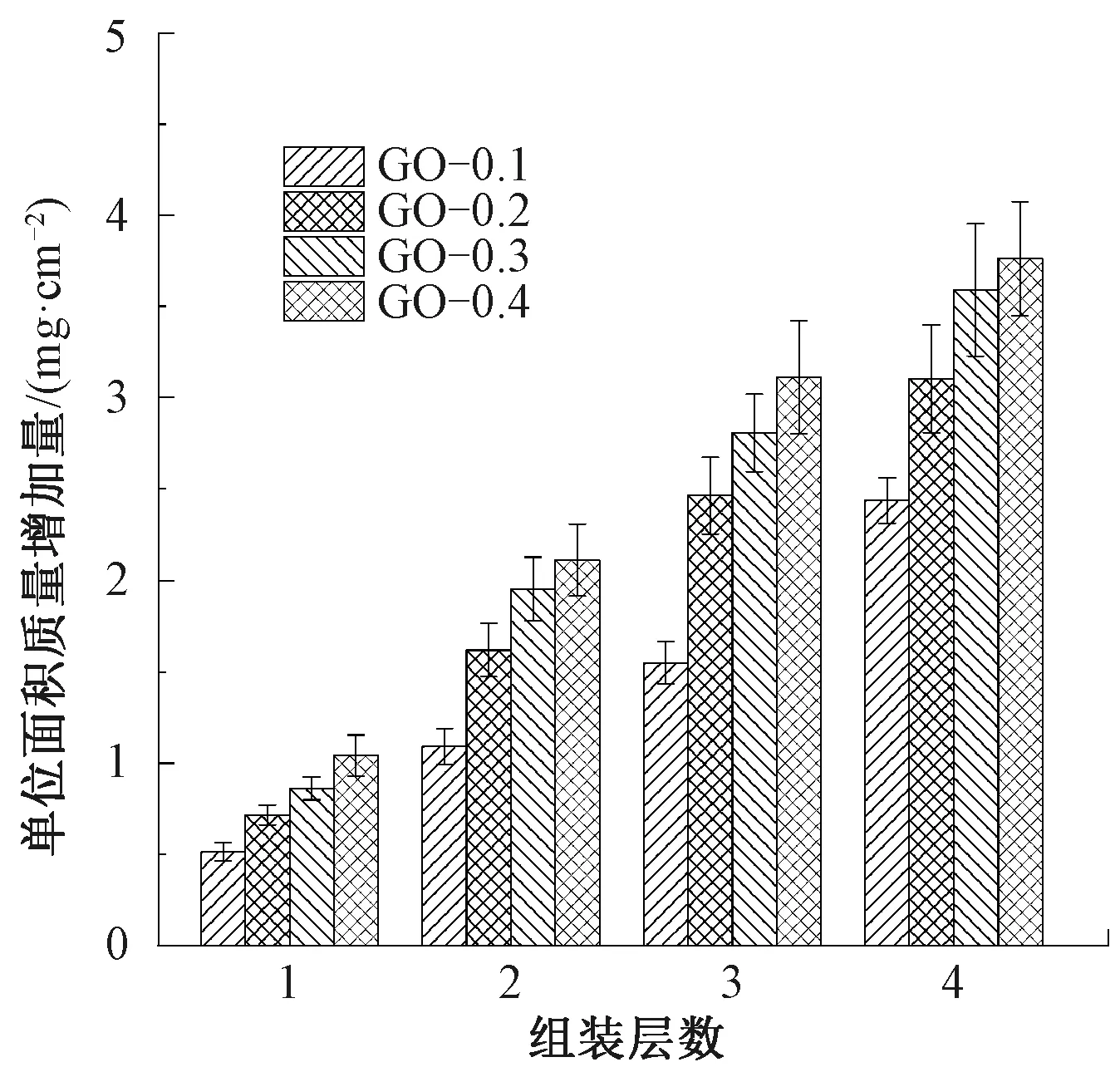
图4 不同质量浓度GO时(GO/PPy)*m功能膜在棉织物上单位面积质量增加量曲线Fig.4 Mass loading of (GO/PPy)*m functional film on cotton fabric with different GO mass concentration
由图4可以看出,对于不同质量浓度的GO,GO/PPy功能膜质量随着组装层数的增加呈现出增加趋势,然而单位面积质量增加量随着GO质量浓度的变化而不同。主要表现为当GO质量浓度较大时,每层功能膜单位面积增加质量较大,这是因为当GO质量浓度增大时,组装的GO量增加,从而为PPy的聚合沉积提供更大的表面,有利于增加PPy的沉积量,进而使功能膜整体组装质量增加。
2.4 GO质量浓度对电磁屏蔽性能的影响
在测试频率为4.5 GHz处,进一步研究不同GO质量浓度时组装1~4层GO/PPy后棉织物的电磁屏蔽效能,结果如图5所示。可以看出,组装相同层数时,GO质量浓度为0.4 g/L的织物屏蔽效能最大,表明相较于GO质量浓度为0.1、0.2和0.6 g/L的织物,GO-0.4织物显示出最佳的屏蔽效果。此外,进一步对不同GO质量浓度组装的织物的屏蔽性能分析发现,随着GO质量浓度的增大,织物的电磁屏蔽效能先增大,然后逐渐趋于平稳并有略微的降低。

图5 棉织物屏蔽效能与GO质量浓度、组装层数的关系Fig.5 Electromagnetic shieding effectiveness of cotton fabric with different GO mass concentration and number of bilayer
以组装4层GO/PPy为例,当GO质量浓度由0.1 g/L依次增加至0.2、0.4和0.6 g/L时,织物的屏蔽效能由17.1 dB分别增加至21.1、24.3 dB,然后降至23.8 dB。这说明在GO/PPy功能膜组装过程中,并不是GO的质量浓度越大越好,GO的质量浓度在一定范围内增加有利于GO/PPy膜的快速构筑增长;但质量浓度过高时,织物的屏蔽效能并没有继续增加,说明GO在GO/PPy膜中质量的增加并不是全部都有利于电磁屏蔽效能的提高。
进一步测试每次组装GO、PPy后织物的质量变化,得到GO、PPy组装层数与织物质量增加率关系,如图6所示。
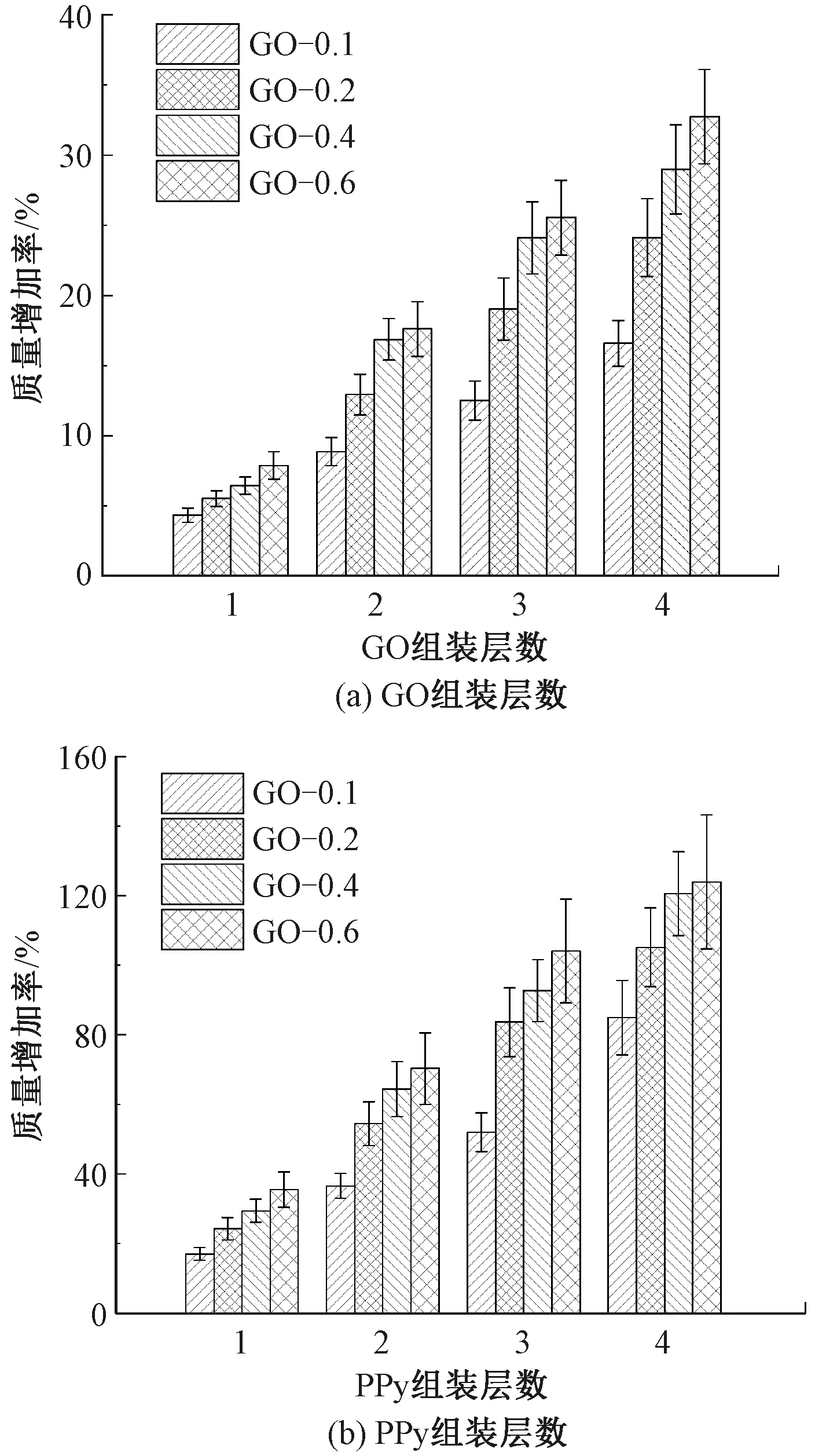
图6 棉织物质量增加率与GO质量浓度及组装层数的关系Fig.6 Weight gain ratio of cotton fabric with different GO mass concentration and number of bilayer.(a) Number of GO layer;(b) Number of PPy layer
从图6(a)可看出:随GO质量浓度的增加,负载于织物上的GO质量增加,即质量增加率增加;随着组装次数的增加,织物的质量增加率也逐渐增加。从图6(b)可看出,织物质量增加率随GO质量浓度、组装层数的增加而增加。组装4层时,GO-0.1、GO-0.2、GO-0.4和GO-0.6样品中GO的质量增加率分别为16.6%、24.1%、28.9%和32.7%,PPy的质量增加率为84.9%、105.2%、120.6%和123.9%。由此可知,当GO质量浓度较低(GO-0.1、GO-0.2)时,GO组装的量不是很大,而Py单体经过氧化聚合不仅能够完全沉积覆盖在已组装的GO片层上,而且还会有富余的PPy存在,当GO质量浓度增大(GO-0.4)时,组装在棉织物的GO片层的增加量正好能够逐渐将富余的PPy覆盖,然而当GO质量浓度继续增加(GO-0.6)时,已没有足够的PPy能够覆盖GO片层(见图7),使GO在纤维表面聚集,而GO本身是绝缘材料,所以此时其电性能并没有继续上升,反而有下降趋势,这一点可通过其导电性能测试得到证实。
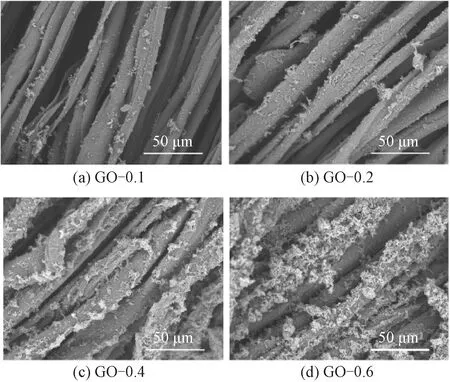
图7 不同GO质量浓度时(GO/PPy)*4功能膜涂层棉织物的SEM照片(×1 000)Fig.7 SEM images of cotton fabrics coated by (GO/PPy)*4 functional film with different GO mass concentrations(×1 000)
图8示出不同GO质量浓度与不同GO/PPy组装层数涂层棉织物的电导率。可以看出,当GO质量浓度为0.4 g/L,组装层数相同时,织物的电导率相较于低质量浓度GO-0.1和GO-0.2织物的高,同时也比高质量浓度GO-0.6织物的略高。这也正体现出GO在GO/PPy膜结构调控中起着重要作用,说明通过调节GO质量浓度,可制备出高屏蔽效能的GO/PPy膜涂层织物及其他材料。

图8 不同GO质量浓度与不同GO/PPy组装层数涂层棉织物的电导率Fig.8 Electrical conductivity of coated cotton fabric with different GO mass concentration and number of GO/PPy bilayer
2.5 GO/PPy组装层数对电磁屏蔽性能影响
通过调节组装膜的层数,可调控沉积在织物上功能膜的含量,从而有效调控该织物的电磁屏蔽性能。由图5不同层数GO/PPy功能膜涂层棉织物的电磁屏蔽效能可知,对任一GO质量浓度,随着组装层数的增加,织物的屏蔽效能增加。例如GO-0.2,当GO/PPy层数为1时,织物的屏蔽效能为8.7 dB,当组装GO/PPy层数逐渐增加时,织物的屏蔽效能分别增加至13.7 (2层)、17.0 (3层)和21.4(4层)dB,然而膜层数的增加并不能无限制地增加电磁屏蔽效能。选用GO-0.4(因为GO质量浓度为0.4 g/L时,组装相同层数的织物具有最佳的屏蔽效果),继续增加组装层数研究其电磁屏蔽效能的变化,结果如图9所示。可以看出,在测试频率为4.5 GHz时,织物的电磁屏蔽效能随着构筑功能膜层数的增加而增加,当组装层数为20时,其电磁屏蔽效能达到39.2 dB,意味着有99.98%的电磁能将被织物屏蔽,具有很好的电磁屏蔽效果。但从节约材料及保持织物优良服用性能(如透气性、柔软性)的角度出发,并不是功能膜层数越多越好,应根据实际需要的屏蔽效能(商用屏蔽材料的屏蔽效能要求是20 dB[24])来设计组装功能膜的层数。
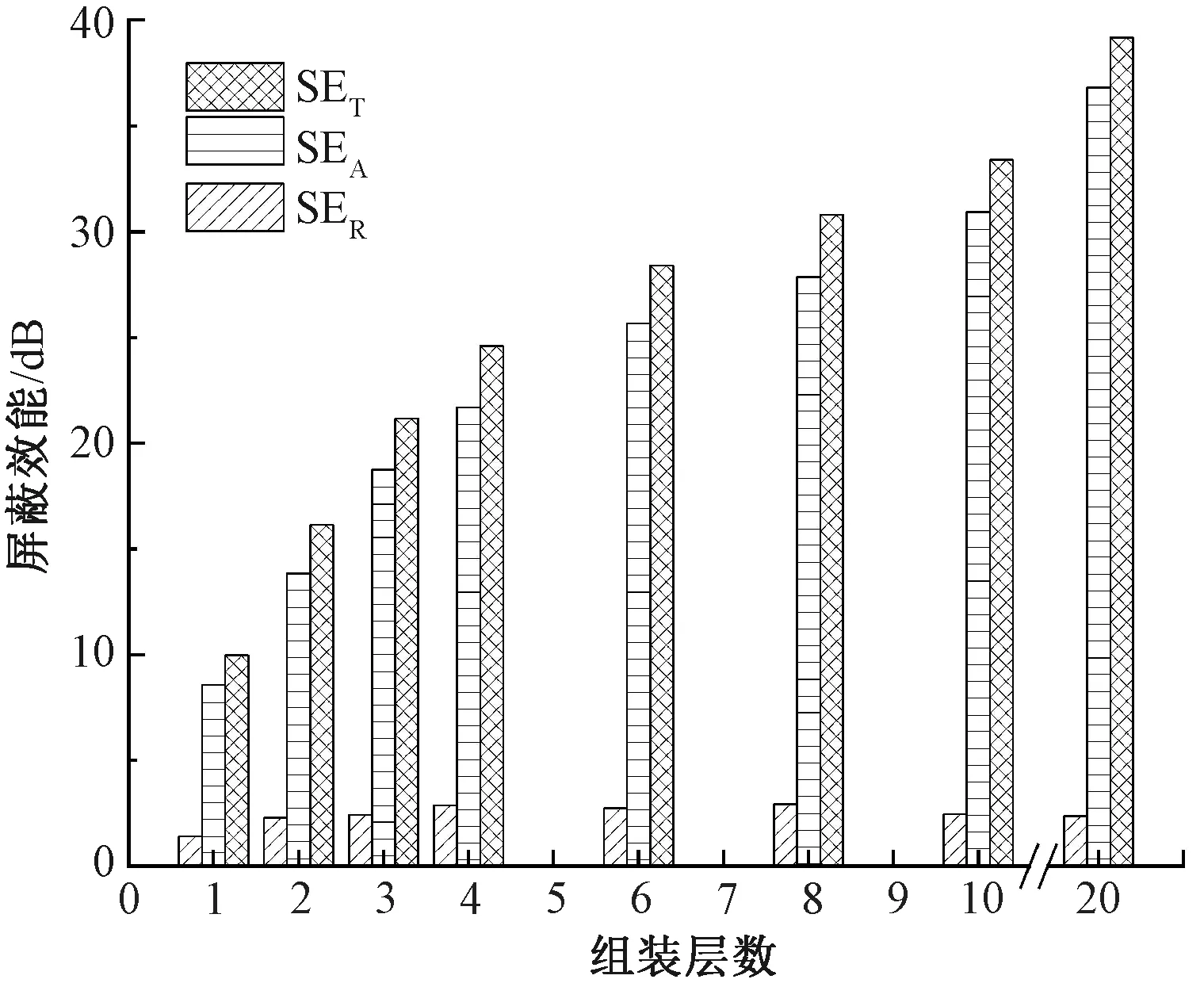
图9 GO/PPy功能膜涂层棉织物SET、SEA和SER与组装层数的关系Fig.9 Relationship between SET, SEA and SER with number of GO/PPy functional film bilayer coated on cotton fabric
2.6 电磁屏蔽机制分析
电磁波在屏蔽材料传输过程中其能量的分布有:从微观上有反射电磁波、吸收电磁波、多次反射电磁波和透射电磁波;从宏观上主要有反射电磁波、吸收电磁波和透射电磁波。矢量网络分析仪是利用宏观上的能量守恒定律,利用2个端口分别测试反射和透射电磁波信号,然后进一步计算出吸收的电磁波,这为定量描述电磁波的吸收、反射及透射提供了保障。在本文研究中电磁屏蔽机制主要是根据矢量网络分析仪的测试结果将吸收与反射的部分加以比较,而对于多次反射的电磁波无法进行测量,最终转化为吸收、反射或者透射电磁波。
由上述分析可得,当GO质量浓度为0.4 g/L时,GO/PPy功能膜涂层棉织物显示出较好的屏蔽性能,且能够持续增加,所以进一步分析该条件下制备样品的屏蔽性能。从图9可看出,织物的屏蔽机制主要来自于吸收而非反射,即吸收屏蔽效能(SEA)随着膜层数的增加而明显增大,其增长趋势和总的屏蔽效能(SET)的增长趋势是吻合的,而反射屏蔽效能(SER)总体都低于3 dB。
根据能量守恒定理,吸收率(A)、反射率(R)和透射率(T)总和为1,即A+R+T=1。根据计算结果得到如图10所示的关系,可更直观地分析GO/PPy涂层棉织物的屏蔽机制。可看出:透射率随着组装层数的增加而逐渐减小,说明织物屏蔽的电磁波逐渐增加;吸收率均大于50%,而反射率都小于吸收率且小于50%,由此可知吸收是主要的屏蔽机制。此外,从图中可观察到,吸收率随着组装层数的增加而减少,但当层数大于4时,吸收率又有了一定的增加。原因可能是,当组装层数较少时,GO/PPy主要是覆盖在纤维表面(见图11(a)、(b)所示),使纤维具有较好的导电性能,这时随着组装层数的增加,纤维的导电性能逐渐增强。
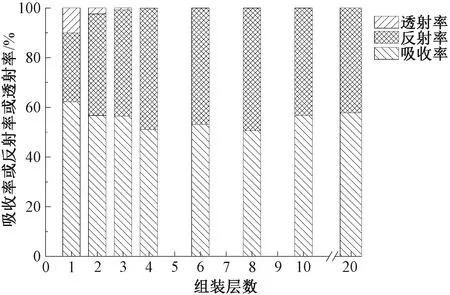
图10 吸收率、反射率和透射率与组装层数的关系Fig.10 Relationship between absorptivity, reflectivity andtransmissitivity with number of assembled bilayer
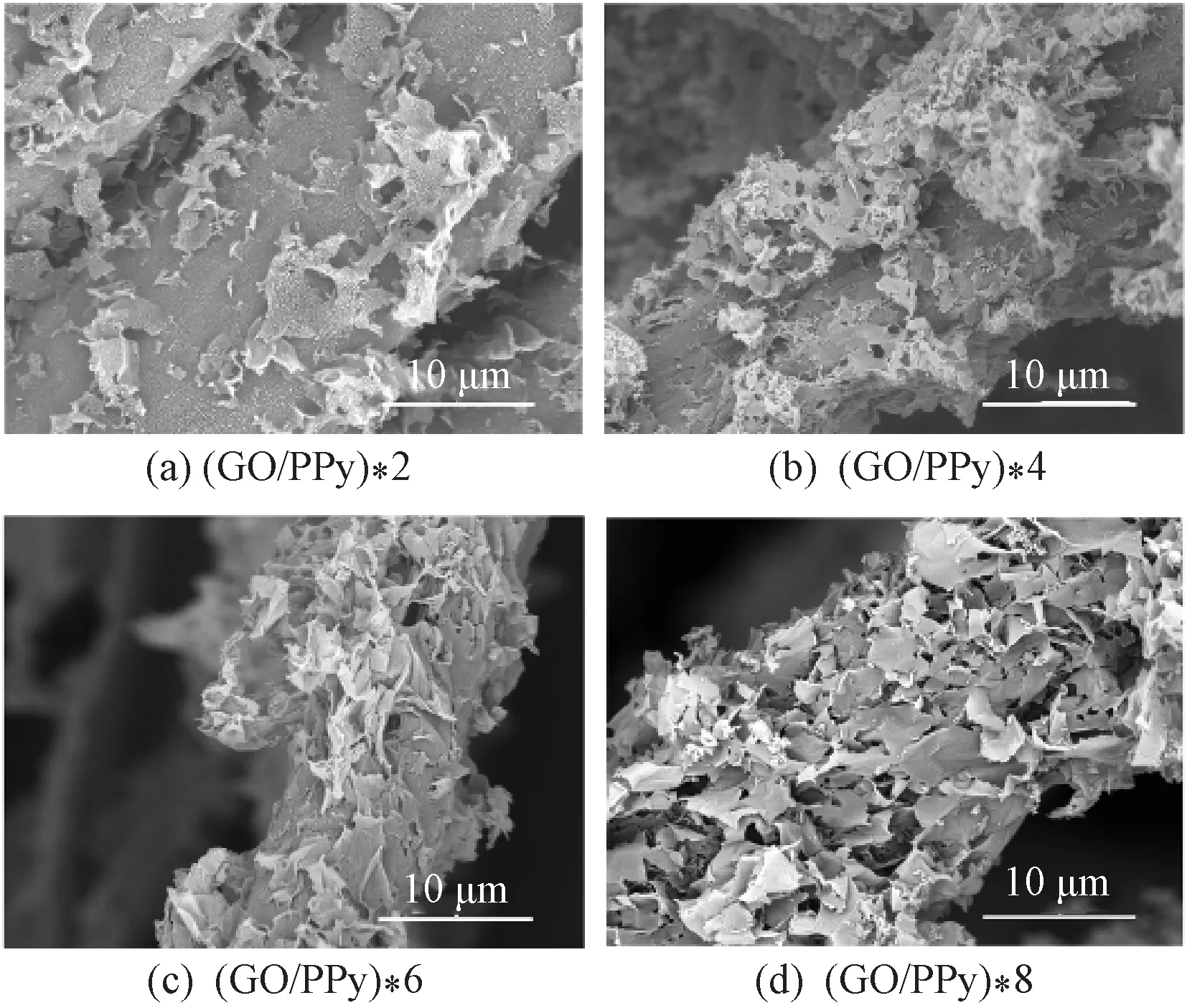
图11 不同层数 GO/PPy功能膜涂层棉纤维的SEM照片(×5 000)Fig.11 SEM images of cotton fibers coated with different bilayer of GO/PPy functional film(×5 000)
根据反射屏蔽效能(SER)理论计算公式[25]可知,SER随着材料导电性的增加而增加。当组装层数的增加不仅能够覆盖纤维,而且能够形成更多三维多孔网络结构(见图11(c)和(d))时,一方面纤维织物的导电性增强,其反射增加;另一方面,当电磁波波长减小(频率增大)时,反射减小。此外,纤维上沉积的GO片层,由于纤维本身复杂的形貌使其排列混乱,有的平铺于纤维表面,有的与纤维形成一定的角度,同时PPy不仅沉积于纤维表面,且沉积于GO片层增加了GO片层的刚度(见图11),有利于GO片层形成三维多孔网络结构,随着组装层数的增加,三维多孔结构更加显著。三维多孔结构的构筑能够使入射的电磁波在织物内部发生多次反射,包括纤维与纤维之间的多次反射和单根纤维上GO形成的三维微孔内部的多次反射,导致电磁波很难逃离屏蔽织物,使传播路径增长,不断消耗电磁波从而增加电磁波的吸收(即增加吸收电磁屏蔽效能SEA)。当多次反射作用占主要作用时,表现出来的就是吸收率不但没有下降,反而比层数相对少时吸收更多的电磁能。这也说明当组装GO/PPy功能膜层数增加时,尽管纤维与纤维之间的大孔洞尺寸有所减小,但随着功能膜之间小孔洞数量的增加,也有利于电磁波的多次反射,所以GO/PPy构筑织物的吸波特性并没有发生变化。
通过以上分析可知,经过GO/PPy层层组装的棉织物,其屏蔽机制主要是吸收,原因主要有以下几点:第一,织物自身是多孔材料,组装功能膜后多数的膜物质吸附在纤维表面,其孔洞结构并没有发生改变,这种多孔结构有利于入射电磁波在其内部发生反射及多次反射,以便增加波的传播路程而被吸收耗散;第二,PPy沉积于GO片层上有利于增加GO片层的刚度,进而有利于纤维上沉积的GO片层形成多孔结构,当入射电磁波到达纤维表面与GO片层相遇时,会发生反射并与相邻的或相邻纤维上的GO片层形成多次反射而吸收电磁波;第三,PPy是导电物质,而GO是不导电的,在组装的膜物质中,2层导电PPy中夹了1层绝缘GO,会在不同的纤维上形成无数的微电容,微电容器在电磁场的作用下会发生极化,从而吸收电磁能[26]。
3 结 论
本文采用层层组装方法在棉织物上涂覆氧化石墨烯/聚吡咯(GO/PPy)功能膜,研究了阳离子化处理对涂层织物电磁屏蔽性能的影响,并通过改变GO质量浓度和组装层数,系统地研究了这些参数对涂层棉织物电磁屏蔽性能的影响,并分析其主要的电磁屏蔽机制,得到如下主要结论。
1)阳离子化处理比未经阳离子化处理的棉织物,GO/PPy沉积量增加24.1%,电磁屏蔽效能提升126.5%。阳离子化处理有助于组装更多的GO/PPy,提升织物的电磁屏蔽效果。
2)适宜的GO质量浓度(0.4 g/L)可在提供充足PPy沉积表面的同时,保持较好的三维导电网络,并提高GO/PPy涂层织物的电磁屏蔽效能。
3)GO/PPy功能膜涂层棉织物的电磁屏蔽效能,随着功能膜组装层数的增加而增加,组装4层时达到21.4 dB,20层时可达到39.2 dB。
4)GO/PPy功能膜涂层的棉织物其屏蔽机制以吸收为主,整个测试频率范围内吸收率高于50%,可作为吸波型的柔性电磁屏蔽材料。
猜你喜欢
科学技术创新(2022年15期)2022-05-18
棉纺织技术(2022年4期)2022-04-15
棉纺织技术(2022年4期)2022-04-15
中国化妆品(2022年2期)2022-03-04
纺织学报(2021年3期)2021-04-06
安徽工程大学学报(2021年1期)2021-03-23
科学与财富(2020年24期)2020-10-27
电子制作(2019年11期)2019-07-04
商情(2017年30期)2017-09-18
江苏农业科学(2016年1期)2017-05-17
