用于活动油杯的U形工装设计
2022-01-01 06:29张志奇秦俊李绪晨杨少华金继光张丽袁东
金属加工(冷加工) 2022年12期
张志奇,秦俊,李绪晨,杨少华,金继光,张丽,袁东
山西航天清华装备有限责任公司 山西长治 046012
1 序言
油杯属于油孔类回转体零件,孔壁内有轴向油槽,径向布置有油孔,端面也布有油槽,且端面油槽与注油孔和轴向油槽有一定角度要求。因为位置关系特殊,所以加工时三轴机床难以直接找正,但占用五轴机床又不经济。以往的加工方式是钳工划各类沟槽加工线,以划线找正,然后加工各类油槽。钳工划线精度差、流转慢,效率低,用自定心卡盘装夹,不仅会使零件表面留下夹痕,而且会使零件变形。
油杯原材料一般为铜棒,尺寸较小,位置关系明确,但加工时无法直接找正,以钳工划线找正工件,加工精度无法有效保证。为解决该类问题,设计U形侧开口工装,既能保证零件外壁与工装圆孔紧密贴合,又能保证油杯外圆不会因夹紧力大小而影响零件精度,而且U形工装装有油杯一边的厚度小于油杯圆柱长度,便于零件取出,省时省力,快捷高效地解决了难定位问题。
2 油杯加工方法改进
针对该类型零件,以某轴瓦为研究对象,进行工艺路线规划。车削外形,钻注油孔,取消钳工划线工序,以注油孔为基准设计专用工装,装夹找正,加工各类有位置要求的槽。将虚拟基准实体化、加工流程精简化。
2.1 零件典型结构分析
图1为该类零件典型结构示意,端面布置有径向槽,腰部开有用于供应润滑油的注油孔,内表面有螺旋形环槽,注油孔与径向槽、注油孔与螺旋槽有位置要求。实际加工中,零件尺寸较小或较大时,四轴铣床无法装夹或伸刀至加工表面[1],采用钳工划线找正,精度低、效率差且流转慢。
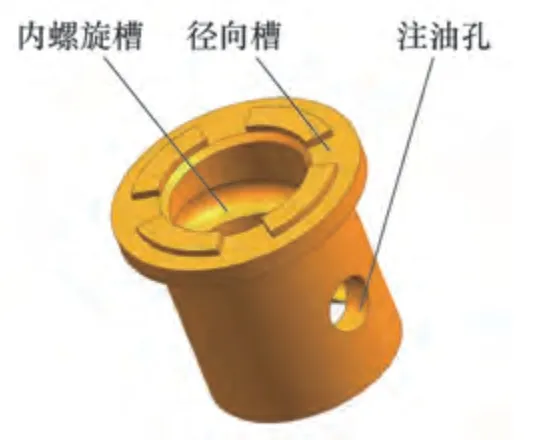
图1 典型结构示意
2.2 实施方案
设计如图2所示的柔性工装,该工装由C形块、标准棒、压紧螺母等组成。基本工作原理为:在C形块直角处钻与轴瓦外圆配合的孔、侧面开腰圆孔共同限制零件自由度,实现完全定位,螺母保证工件压紧,正面缺口便于拆装零件。
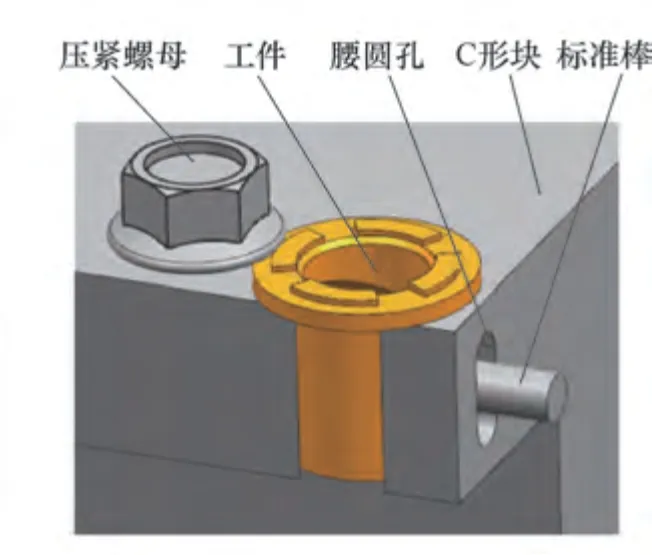
图2 柔性工装示意
C形块直角处钻与轴瓦外圆配合的孔的公差设置为:轴外径上偏差+1/3尺寸公差[2],限制Z向平移和X、Y向平移及转动5个自由度[3];侧面开腰圆孔,与标准棒(同直径刀柄即可)共同限制工件沿Z向转动1个自由度,同时,腰圆孔可以适应不同孔距产品加工;在完全定位的同时,用一个螺母在边缘将其压紧,满足定位夹紧要求。
2.3 实施效果
经过理论分析,确定该方案可行性后,针对某一零件对该加工定位方法进行验证。图3是车间加工过程中工装和零件实物,标准棒选用相应直径钻头圆柱形刀柄。加工时,将钻有注油孔的零件放入工装对应孔内,旋转零件使标准棒通过侧面腰圆孔(考虑到各类注油孔位置不同)插入注油孔内,用螺钉将零件压紧,零件及工装整体吊装至机床工作台上;加工完成后,拆下螺钉、标准棒,换另一零件继续加工,无需重复对刀,方便、快捷、高效和可靠。

图3 实物
针对与此类位置关系明确,但是无法直接测量的零件,可选择已加工表面或特征为基准设计专用工装,将虚拟的基准转化为实际可以测量的实物,在保质保量、提质增效方面提供新思路。
3 结束语
通过批量加工和质量验证,U形工装在实践中取得了良好的效果,带有径向孔类的零件都可以采用此方法进行端面加工,可有效提高加工精度、流转效率,具有以下明显优势。
1)采用特制的U形工装,用上一道工序的加工表面作为定位基准,无需划线找正等繁琐工序,解决了传统方法造成的定位误差和加工偏差难题,使加工后的油杯外壁没有夹伤、划伤等缺陷,消除了零件圆周变形。
2)采用数控铣床加工油杯端面油槽,加工精度高,加工的油槽底部与油杯外端面的平面齐平;采用合理的切削参数,使加工的端面油槽尺寸稳定,加工中,零件无转动、位移等现象发生。
猜你喜欢
农业装备与车辆工程(2022年1期)2022-10-31
中国临床医学影像杂志(2022年6期)2022-07-26
考试与评价·八年级版(2020年5期)2020-10-29
考试与评价·八年级版(2020年5期)2020-10-29
祝您健康(2020年3期)2020-05-18
数字技术与应用(2017年6期)2017-09-08
心脑血管病防治(2011年3期)2011-09-15
中学英语之友·上(2008年6期)2008-06-30
初中生·博览(2004年5期)2004-05-28