
工装配重对第二级扩压器真空钎焊质量的影响
2021-12-28 07:58:16方岚枫郑医王铁海张宇慧宋健黄鹏跃陈健祁成雷张旭戎漪婷陈红艳
电焊机 2021年11期
方岚枫 郑医 王铁海 张宇慧 宋健 黄鹏跃 陈健 祁成雷 张旭 戎漪婷 陈红艳






摘要:采用钎料BNi94SiB980-1065,在钎焊规范为1 130 ℃/10 min的条件下,通过调整工装配重质量,对Z8CND17-04材料第二级扩压器进行真空钎焊;同时,借助金相显微镜和超声波检测仪,分析了真空钎焊前后叶片高度变化、钎缝质量和钎透率。结果表明,当工装配重为56 kg时,钎缝质量较差,零件翘曲达到0.75 mm;随着工装质量的增加,钎缝质量和零件翘曲都有所改善;当工装配重达到94 kg时,叶片高度控制在规定的范围内,获得钎焊接头质量良好,零件翘曲控制在0.5 mm以内,钎透率达到90%以上。
关键词:工装配重;第二级扩压器;真空钎焊;叶片高度;钎透率
中图分类号:TG454 文献标志码:B 文章编号:1001-2003(2021)11-0094-06
DOI:10.7512/j.issn.1001-2303.2021.11.17
0 前言
扩压器零件是航空涡轴发动机压气机部件的关键件,为燃烧室提供高压气体[1],此类零件的气流流道面积或高度与涡轮工作相匹配,其大小直接影响发动机的性能[2]。设计结构有第一级径向扩压器和第二级径向/轴向扩压器[3],通常扩压器零组件都是通过真空钎焊的方式将两个复杂的薄壁零件连接在一起[4],真空钎焊已成为扩压器加工制造的重要手段之一[5],在实际的真空钎焊工艺中,钎料熔化时[6],通过钎焊技术调节流道面积或叶片高度,从而保证扩压器零组件的流道面积或叶片高度。
钎透率与叶片高度是衡量扩压器零组件质量的重要指标之一。叶片高度(喉道面积)控制在规定范围内,真空钎焊钎缝组织良好,真空钎焊区域的钎透率不小于85%,除真空钎焊工艺规范外,工装配重也是控制扩压器真空钎焊变形的主要因素[7],是大尺寸薄壁扩压器零组件加工技术研究的重要课题之一。
文中采用钎料BNi94SiB980-1065对第二级扩压器(母材Z8CND17-04)进行真空钎焊。通过对第二级扩压器的盖板与叶片盘真空钎焊钎缝质量、钎透率和真空钎焊前后叶片高度进行深入分析,研究和探索不同工装配重对真空钎焊质量的影响和变形控制规律,解决大尺寸薄壁扩压器零组件真空钎焊变形问题,提高一次加工合格率,从而降低航空涡轴发动机压气机部件的制造成本。
1 试验材料、设备及方法
1.1 试验材料
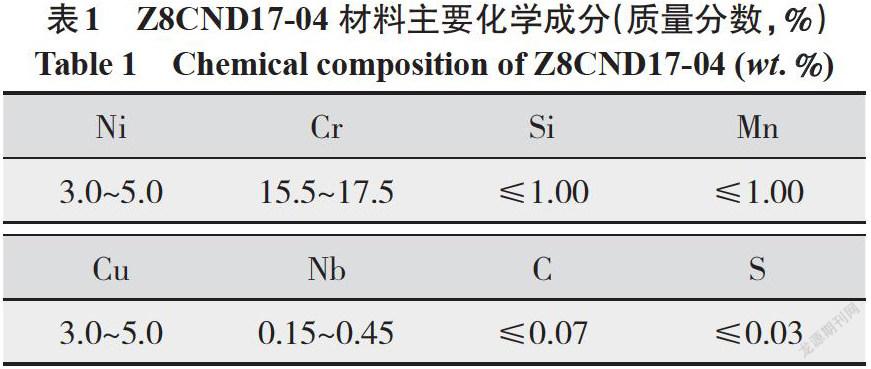
试验母材采用沉淀硬化不锈钢Z8CND17-04(相当于国产17-4PH材料),其化学成分如表1所示。C、S含量使用CS-2800型碳硫分析仪,其他元素使用ICP-OES分析设备。
试验所用钎料牌号为BNi94SiB980-1065,标准为AMS4779[8],其主要化學成分如表2所示,钎料状态为粘带状和膏状,盖板与叶片盘的钎焊位置用粘带状钎料连接,叶片盘的榫头与盖板的钎焊位置用膏状钎料连接。第二级扩压器结构示意如图1所示。
1.2 试验钎料制备
1.2.1 粘带状钎料加工
根据叶形尺寸采用激光切割机编程,选用牌号为BNi94SiB980-1065的粘带状钎料,规格0.23 mm×10 mm,将粘钎料平铺在厚度为4 mm的钢板上,钎料两侧用A形夹固定,然后根据设置的程序切割粘带状钎料,钎料的尺寸根据叶形尺寸沿周向扩宽1.7 mm。加工后的叶形钎料实物如图2所示。
1.2.2 膏状钎料制备
将BNi94SiB980-1065粉末状钎料与三氯乙烯和树脂的混合物粘结剂按照10∶1的质量比放置在专用器皿内,其中粘结剂质量在±0.2 mm的范围内调整,然后用玻璃棒搅拌成糊状,搅拌时间不少于1 min,配置好的钎料需要静置30 min后才能使用。膏状钎料制作示意如图3所示。
1.3 试验设备及方法
1.3.1 待焊零件的装配
将切割后的钎料粘贴到盖板待钎焊面上,粘贴时使用简易夹具保证钎料叶形孔与盖板叶形孔相配。钎料粘贴完成后,去掉简易夹具,用薄钢片压实钎料,保证钎料与盖板紧密贴合,最后取下钎料表面塑料薄膜,将盖板装配在叶片盘上,装配时对齐盖板的零位孔与叶片盘的零位孔,装配过程中应戴干净橡胶手套,不允许赤手拿/摸零件。装配完成后,用塞尺检查叶片榫头位置间隙,塞尺插入量不能过大,以防止钎料破损。装配后的第二级扩压器实物如图4所示。
1.3.2 待焊前后叶片高度测量
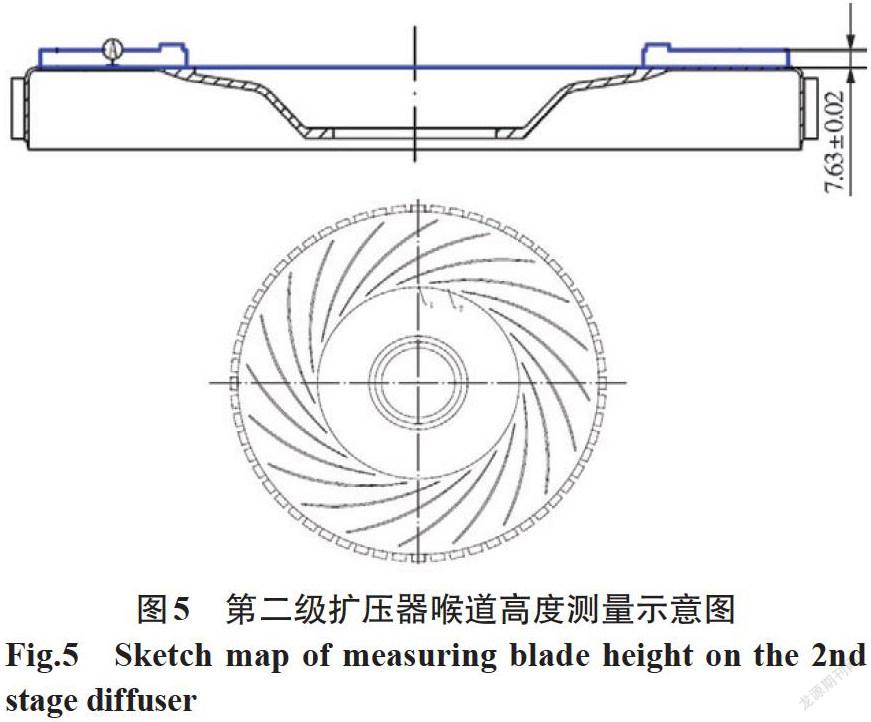
叶片高度测量是从零位叶片前缘开始,利用三坐标测量机按照测量前标识数字从1开始由小到大顺时针依次测量,从内径到外径,每个叶片在4个不同的直径处分别测量一点,真空钎焊前将叶片高度控制在7.63±0.02 mm范围内,真空钎焊后喉道高度控制在7.65~7.71 mm范围内,从而保证真空钎焊后喉道面积。第二级扩压器叶片高度测量示意如图5所示。
1.3.3 真空钎焊过程
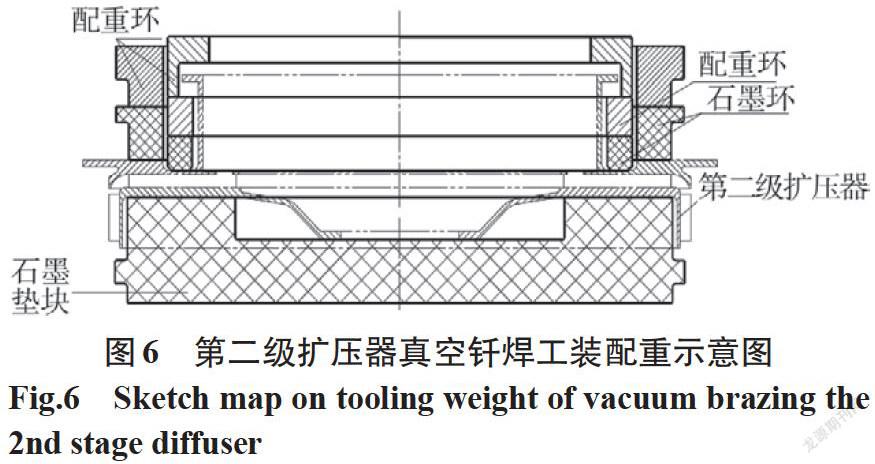
将第二级扩压器与夹具底座一同放入真空钎焊炉中,在石墨底座下方垫石墨垫块,保证零件高度处于均温区中心,然后在零件上放石墨环,放置内侧石墨环时应注意石墨环上的槽与叶片榫头对应,防止石墨环压在钎料上,再将配重环放到石墨环上。工装配重示意如图6所示。
真空钎焊设备采用美国卧式BM2097型号真空钎焊炉,真空室为900 mm×900 mm×1 060 mm。采用钎料牌号为BNi94SiB980-1065,在1 130 ℃/10 min的条件下,真空钎焊沉淀硬化不锈钢Z8CND17-04材料的第二级扩压器,真空钎焊热循环曲线如图7所示。
1.3.4 超声检测
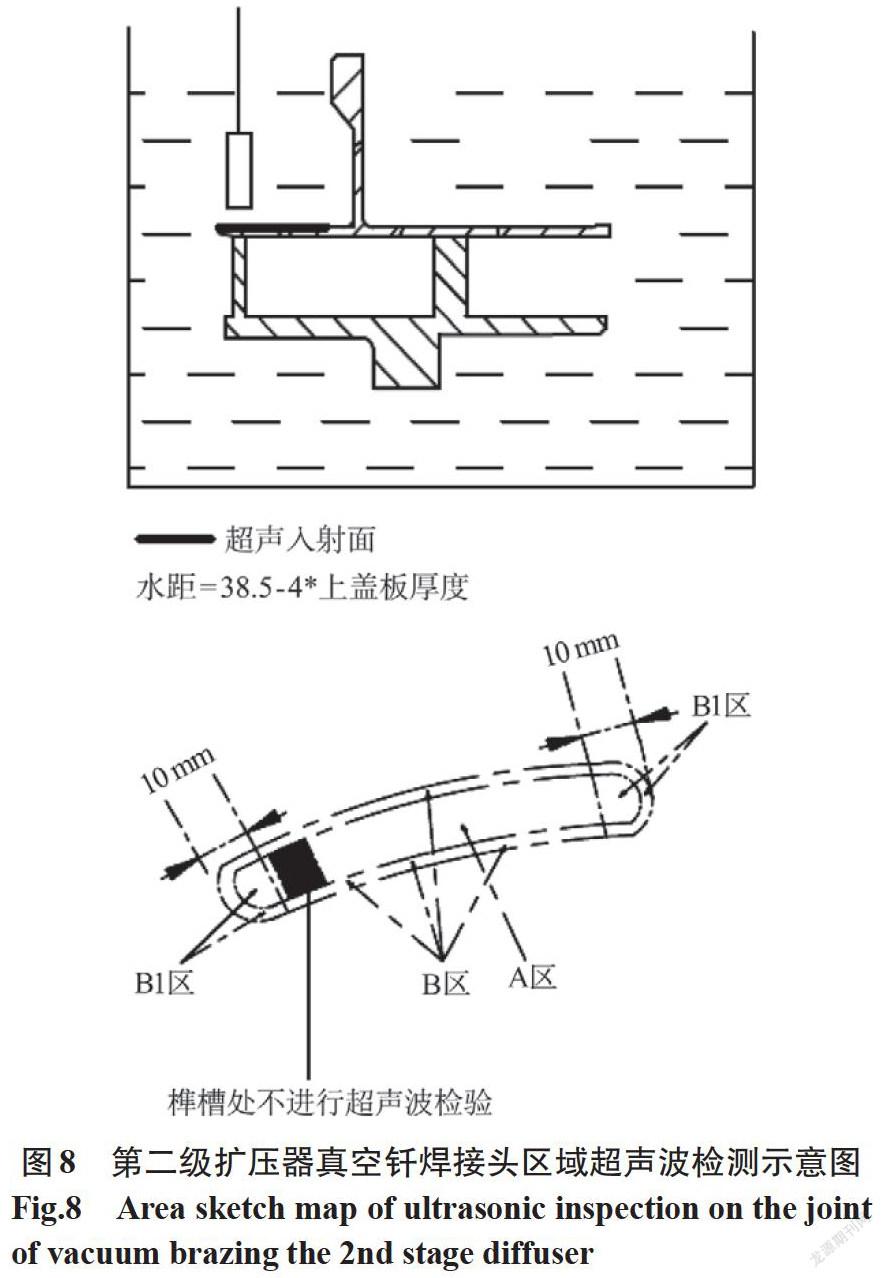
利用水浸脉冲反射法对第二级扩压器的真空钎焊接头进行超声波检查,评估真空钎焊钎缝的钎透率。超声波仪器型号为LS-200LP,探头频率为15 MHz。第二级扩压器真空钎焊接头的超声波检测区域示意如图8所示,盖板和叶片盘的连接区域为A区域,A区域的未焊透长度≤10 mm;盖板和叶片榫头的连接区域为B区域,B区域的未焊透长度≤4 mm。
对真空钎焊后的第二级扩压器试件进行解剖,从零点开始沿圆周间隔120°的位置截取一个钎缝试样,共截取3个试样,磨制金相试样,将制得的试样进行金相检测,检测钎缝组织和钎角尺寸。金相试样用腐蚀溶液为25 g/L Cu2Cl2+50% C2H5OH+
50%HCl,室温下腐蚀1~3 min。试样显微组织和钎角尺寸检测设备采用日本OLYMPUS-GX71金相分析仪。
2 试验结果及分析
2.1 工装配重对叶片高度的影响
第二级扩压器真空钎焊前,对叶片盘的叶片高度均控制在7.63 mm的中差值及以下,预留钎缝宽度裕度,其他尺寸均严格控制,从而保证真空钎焊后第二级扩压器组件的钎缝质量和叶片高度(相当于喉道高度),进而满足组件的尺寸精度。
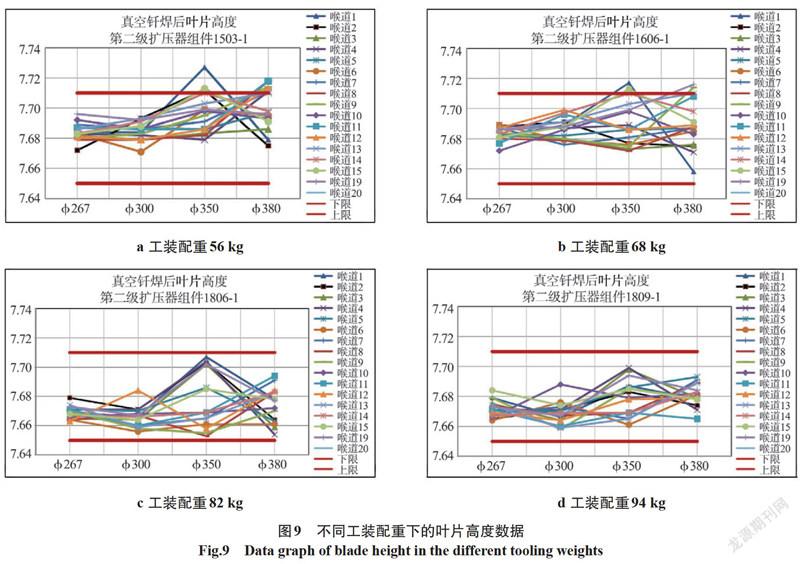
当工装配重为56 kg时,如图9a所示,真空钎焊后在φ350 mm直径及以上的叶片高度局部位置出现偏高现象,在喉道1的叶片高度出现畸变点,该位置为零位,距卧式真空炉炉门最近,在相同条件下,该位置受热不均。同时在φ350 mm直径及以上位置处的工装配重质量不平衡,导致变形较大,零件翘曲达0.75 mm。考虑在φ350 mm直径及以上位置增加配重环,达到零件自重平衡,控制真空钎焊后变形。
当工装配重为68 kg时(见图9b),在φ350 mm直径仍然变形较大,高温时外径接受热辐射的能力较强,结构复杂变形越大,但在φ380 mm直径的变形开始减小,变形控制向好的趋势发展,零件翘曲由0.75 mm变成0.68 mm。
当工装配重为82 kg时(见图9c),叶片高度可以控制在7.65~7.71 mm的范围内,零件翘曲控制在0.60 mm以内,但叶片(喉道)高度的焦点仍在φ350 mm直径上,该位置壁厚较薄,抗变形能力较差,尤其是受热不均时更加明显,因此要考虑工装配重在各位置的质量和吸收放热能力。
当工装配重为94 kg时(见图9d),叶片高度可控,零件翘曲控制在0.5 mm以内,叶片高度在φ350 mm直径及以上位置处的变形大幅减小,由于炉门位置增加密封,炉温均匀性和系统精度严格控制,真空钎焊环境改善,工装配重趋于平衡,零件的真空钎焊变形可控,真空钎焊工艺及控制过程趋于稳定。
2.2 工装配重对钎缝质量的影响
根据第二级扩压器真空钎焊前后的叶片高度和喉道高度的控制要求,钎缝宽度应控制在10~100 μm之间,钎缝过窄过宽均会影响钎缝的质量和接头拉伸强度。
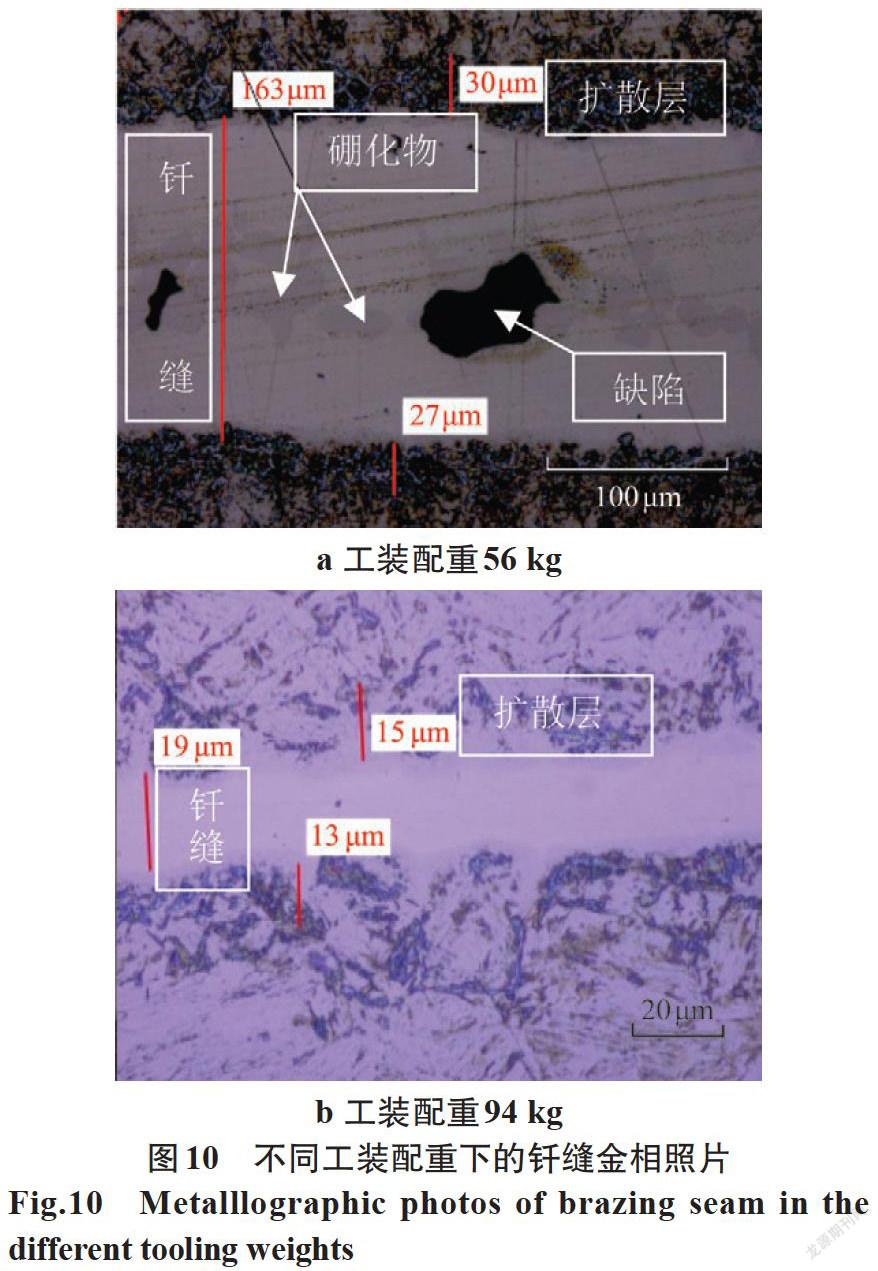
采用真空钎焊规范为1 130 ℃/10 min,不同的工装配重条件下,在A区相同直径的位置处截取金相试样,评估钎缝内部质量、金相组织和钎缝尺寸。在不同的工装配重下,钎焊接头结构均以基体+扩散层+钎缝+扩散层+基体的形式存在,如图10所示。在工装配重为56 kg条件下,接头宽度达到约220 μm,其中钎缝宽度约为163 μm,钎料向母材扩散较均匀,扩散层厚度分别约为30 μm和27 μm,钎透率较低,钎缝中有较大孔洞,如图10a所示。主要原因是工装配重不足,间隙不均,造成配重质量不平衡,在短时间内钎料来不及填充,在凝固过程中形成缺陷。同时,真空钎焊接头较宽,当钎缝太宽时,会形成较多深色镍的硼化物,并弥散在钎缝中。
当工装配重为94 kg并平衡配重时,如图10b所示,接头宽度约为47 μm,其中钎缝宽度约为19 μm,钎料向盖板和叶片盘扩散的层厚分别约15 μm和13 μm,扩散层厚均匀。在很短的时间内,母材与钎料互相溶解扩散的过程中,钎料填充饱满,工装配重适宜,形成钎缝变窄,钎缝与母材的界面结合良好,获得钎缝质量良好。
2.3 超声检测结果
在工装配重为94 kg,真空钎焊规范为1 130 ℃/10 min条件下,对盖板和叶片盘的连接的A区域与盖板和榫头连接的B区域进行超聲波检测。检测结果如图11所示,通过检测发现钎缝质量良好,A区域的钎缝光滑,A区域和B区域均被钎料填满,钎透率达到钎透率达到90%以上。
3 结论
真空钎焊第二级扩压器时,使用自然配重环作为真空钎焊工装,经过大量工艺迭代试验,深入分析了钎缝质量、钎透率以及不同工装配重对第二级扩压器真空钎焊质量影响,保证第二级扩压器真空钎焊质量和尺寸精度。
(1)在真空钎焊规范1 130 ℃/10 min条件下,随着工装配重的增加,由56 kg至94 kg时,第二级扩压器真空钎焊的钎缝质量和零件翘曲都有所改善。
(2)在相同规范下,当工装配重为56 kg时,真空钎焊变形较大,零件翘曲达到0.75 mm,获得的钎焊接头宽度较宽,达到163 μm,钎缝质量较差。
(3)当工装配重达到94 kg时,真空钎焊变形减小,零件翘曲控制在0.5 mm以内,叶片高度可控,获得钎缝质量良好,接头宽度约为47 μm,钎透率达到90%以上。
参考文献:
程煊梵,钟琏,周立俊,等.叶片扩压器制造工艺研究与改进[J].柴油机,2014(4):50-52.
唐美玲,卫运钢,张凯,等.扩压器内部流动分析及结构优化[J].中国科技信息,2012(10):146-150.
曹四,刘宝杰.叶片式径向扩压器负荷分布影响[J].航空动力学报,2011,26(3):662-669.
郑医,张宇慧,陈玉宝.BNi-2和BNi71CrSi钎料钎焊K405合金接头组织与性能比较[J].电焊机,2019,49(6): 37-40.
程耀永.可热处理强化铝合金中温真空钎焊技术[J].航空制造技术,2010(4):26-29.
陈洪,张莹. YG8硬质合金与45钢真空钎焊的研究[J].热加工工艺,2012,41(13):183-186.
孔庆吉,杜静,桓恒.高压涡轮双联导向叶片真空钎焊技术[J].金属加工,2012(24):56-58.
郑医,王广海,宋健,等.不锈钢真空钎焊扩压器的缺陷检查与控制技术[J].航空制造技术,2012(13):84-86.
