
调修次数对6082-T6铝合金搅拌摩擦焊接头疲劳性能的影响
2021-12-28 07:58:16刘国田段泽斌刘凯陈海宽李永印
电焊机 2021年11期
刘国田 段泽斌 刘凯 陈海宽 李永印


摘要:平头搅拌针调修是指在原有焊缝背面用无搅拌针的搅拌头对焊缝再次进行搅拌摩擦焊,使焊缝温度升高,改善FSW接头性能。对平头搅拌针不同调修次数的高速列车用6082-T6铝合金搅拌摩擦焊接头进行脉动拉伸疲劳试验,利用扫描电镜观察分析疲劳断口,试验结果表明:铝合金搅拌摩擦焊接头指定寿命为1×107次的中值疲劳极限随着搅拌针调修次数的增加而升高。平头搅拌针调修两次时焊接接头的疲劳极限强度较高,焊缝背面边缘是本次试验集中产生裂纹的部位。启裂区和扩展区疲劳纹清晰;终断区为深韧窝状花样的韧性断口。
关键词:调修次数;搅拌摩擦焊;疲劳极限;摩擦热;平头搅拌针
中图分类号:TG457.14 文献标志码:A 文章编号:1001-2003(2021)11-0056-04
DOI:10.7512/j.issn.1001-2303.2021.11.10
0 前言
搅拌摩擦焊具有热输入小、焊接变形小等优点,被广泛应用于铝合金的焊接[1]。关于铝合金搅拌摩擦焊国内外进行了大量的理论和试验研究,包括:搅拌摩擦焊的理论机理、搅拌摩擦焊接头的残余应力、焊接变形、接头组织及性能、疲劳特性等[2],但铝合金搅拌摩擦焊接头由于承受重复性载荷引起的疲劳断裂也时有发生[3-5]。当热输入不足或者尺寸偏差较大的情况下,铝合金FSW焊有可能出现结合不良、甚至隧道型缺陷,这些缺陷对产品的疲劳性能有较大的影响。为了改善铝合金FSW接头的性能,传统FSW焊缝采用焊后热处理,其热处理方式一般为直接火焰加热或机械调修,但这种方法对大型构件存在困难。平头搅拌针调修是指采用无搅拌针的搅拌头在原有焊缝背面再次进行搅拌摩擦焊,使焊缝温度升高,以进行时效处理[6]。因此,研究平头搅拌针调修次数对铝合金搅拌摩擦焊接头疲劳性能的影响具有重要的现实意义。
文中针对此问题进行了系统的研究,利用扫描电镜观察分析疲劳断口,以确定平头搅拌针不同调修次数对6082-T6铝合金搅拌摩擦焊接头疲劳性能的影响。
1 试验材料及试验方法
1.1 試验材料
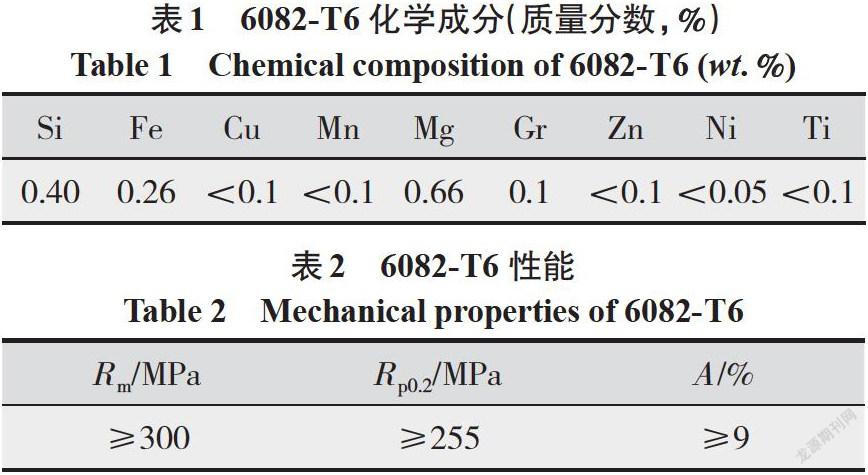
试验材料为5 mm厚的6082-T6铝合金板,尺寸为700 mm×300 mm×5 mm,其化学成分和力学性能如表1、表2所示。
1.2 试验方法
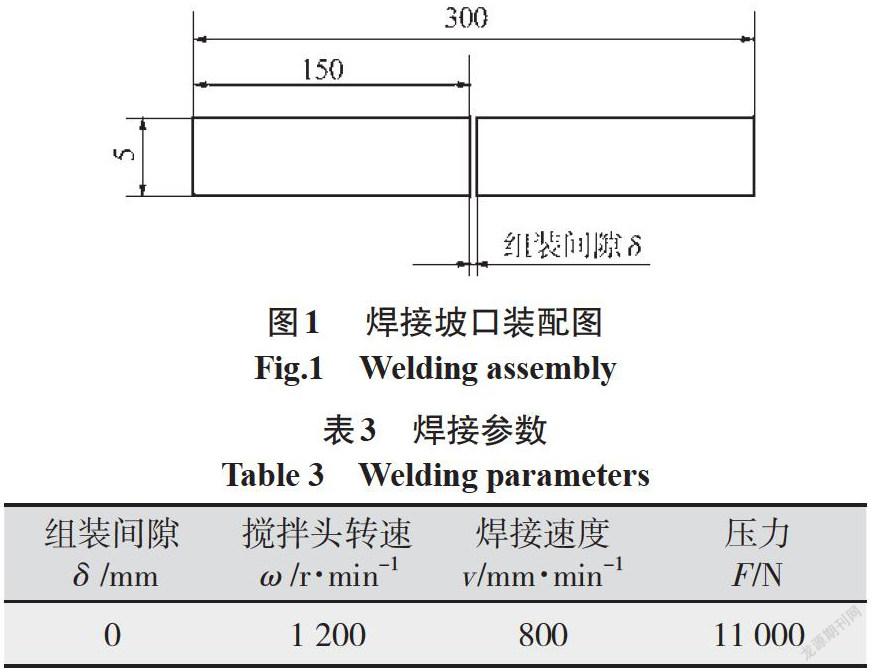
采用单轴肩搅拌摩擦焊,焊接坡口装配图如图1所示。搅拌头轴肩直径20 mm,针长4.8 mm,搅拌针根部直径7.6 mm,端部直径4.2 mm。对焊接后的试板分别进行平头搅拌针调修0次、1次和2次的工艺试验,工艺参数与焊接时参数相同,如表3所示。并对焊后试件进行外观检测和射线探伤,保证试件焊缝无缺陷。
疲劳试验参照GB/T13816-92《焊接接头脉动拉伸疲劳试验方法》进行。试验设备为PLG-100型微机控制高频疲劳试验机,其技术规格为:静态负荷精度±1%,动负荷平均波动度±1%,动负荷振幅波动度±2%。本次试验指定循环寿命次数N=1×107次,循环应力比R=0.1。在试验过程中,高频拉伸震动会使试件产生裂纹,当裂纹扩展到一定程度,试验机自动记录循环次数并停机。疲劳试件见图2。
2 试验结果及分析
2.1 疲劳试验结果及分析
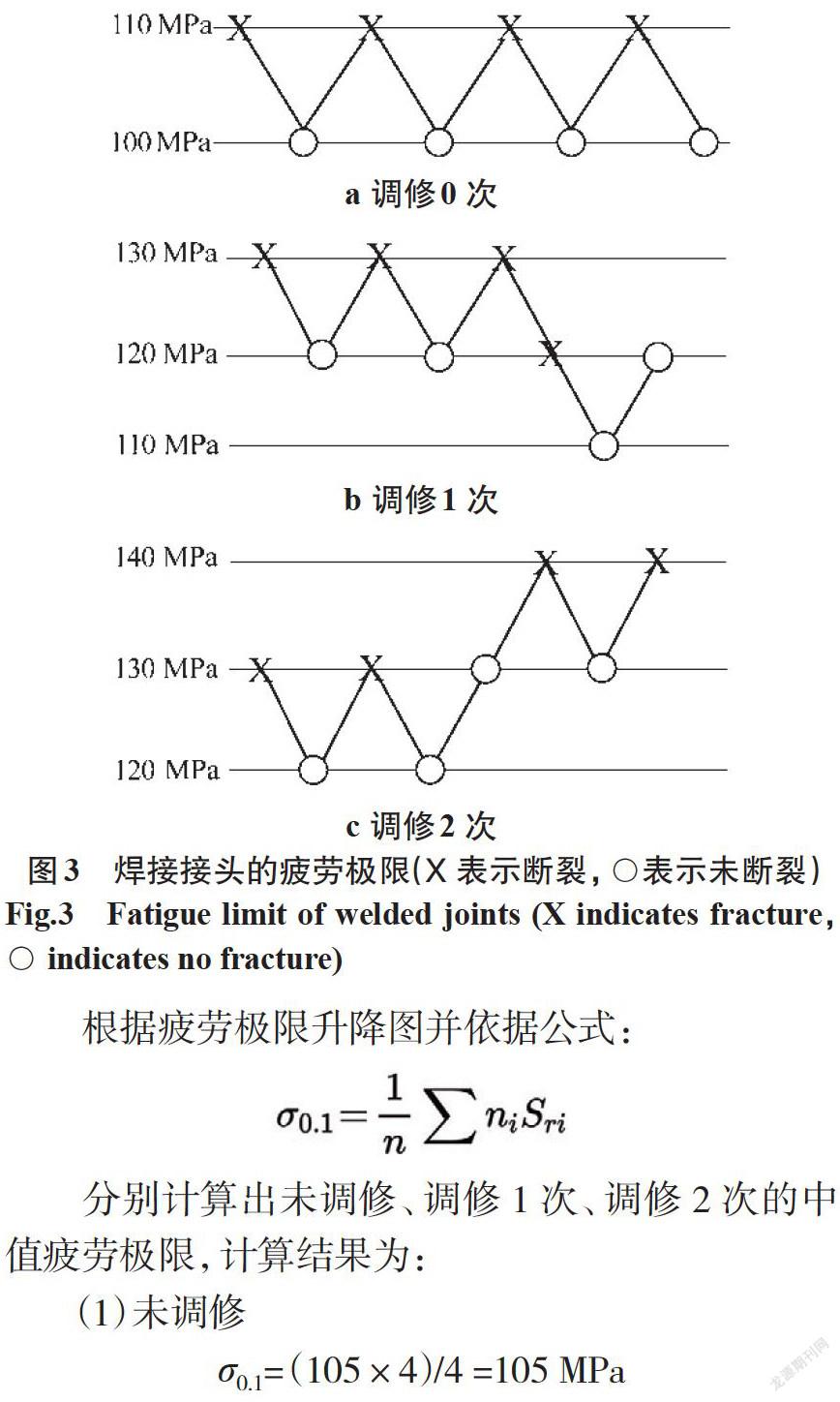
本次试验确定疲劳极限的方法为升降法,每组试样12~15个,舍去无用数据,列出4个子样对,升降法得出的疲劳极限升降图如图3所示,未调修的疲劳试验共有2级应力水平,有效试件数12个;调修1次和2次的疲劳试验共有3级应力水平,有效试件12个。
根据疲劳极限升降图并依据公式:
分别计算出未调修、调修1次、调修2次的中值疲劳极限,计算结果为:
(1)未调修
(2)调修1次
(3)调修2次
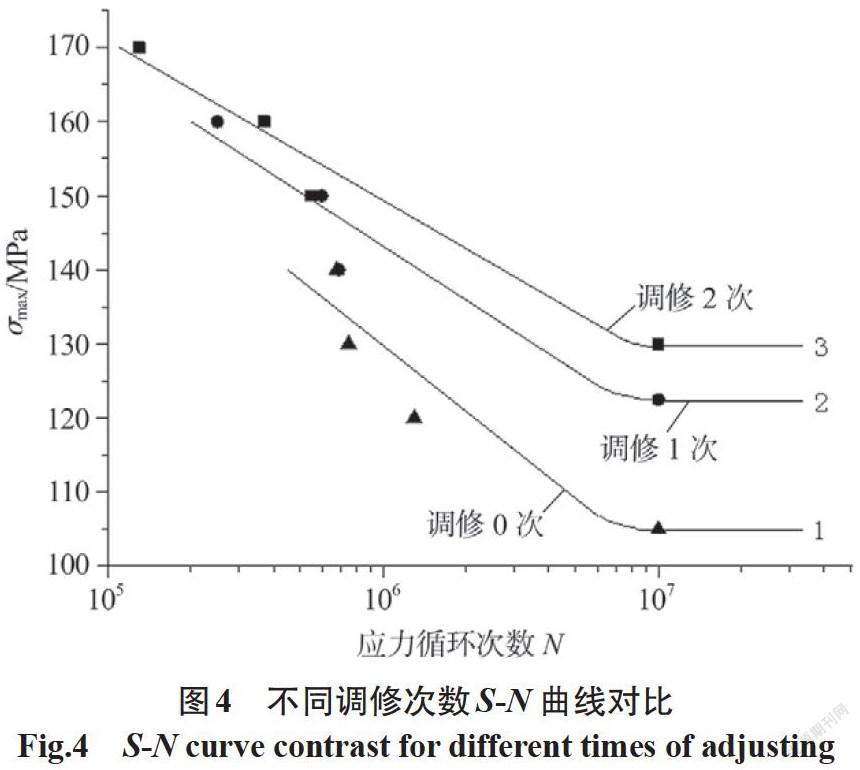
对比分析计算结果,得到平头搅拌针分别调修0次、1次、2次的搅拌摩擦焊接头中值S-N曲线对比如图4所示。由图4可知,脉动拉伸疲劳试验确定的指定寿命为1×107次的中值疲劳极限强度σ0.1在平头搅拌针调修0次时为105 MPa,平头搅拌针调修1次时为122.5 MPa,平头搅拌针调修2次时为130 MPa。因此,平头搅拌针调修2次的焊接接头疲劳极限较高,随着平头搅拌针调修次数增加,疲劳极限升高。分析原因为:平头搅拌针调修是在焊缝背面进行调修(背面焊完可能存在根部熔合不良,可在背面用轴肩再焊一次),轴肩与试板的摩擦热也在一定程度上细化了晶粒,降低了原有焊缝的应力,疲劳极限升高。
2.2 疲劳断口扫描分析
统计断裂位置可知,平头搅拌针不同调修次数搅拌摩擦焊接头疲劳试件主要断裂在焊缝背面边缘。在JSM-6360LV型扫描电镜上对疲劳断裂试件断口进行断口微观形貌扫描分析,由图5所示。由图可知,启裂区(见图5a、5b)和扩展区(见图5c)具有典型的疲劳断裂特征,启裂点为边缘位置,疲劳纹清晰且具有明显的垄沟纹,试件启裂区无明显可视的夹杂、夹渣等影响试件疲劳强度的焊接缺陷,扩展区较为明显,疲劳纹随疲劳循环次数的增加不断延伸;终断区(图5d)为深韧窝状花样的韧性断口。疲劳试件主要断裂在焊缝背面边缘是因为熔合不良。
3 结论
(1)平头搅拌针调修6082-T6铝合金焊接接头指定寿命为1×107次的中值疲劳极限强度σ0.1:调修0次时为105 MPa;调修1次时为122.5 MPa,调修2次时为130 MPa。
(2)随着平头搅拌针调修次数的增加,疲劳极限升高。这是因为平头搅拌针调修是在原有焊缝背面进行,轴肩与试板的摩擦热在一定程度上细化晶粒,降低了原有焊缝的应力,疲劳极限升高。
参考文献:
王希靖,魏学玲,张亮亮.焊后时效处理对6082-T6铝合金搅拌摩擦焊接头的影响[J].材料导报,2017,31(4):62-65.
王元良,陈辉.高速列车铝合金焊接的发展趋势[J].电焊机,2010(10):9-16.
刘会杰,孔庆伟,杨国锋,等.搅拌摩擦焊焊接缺陷的研究[J].焊接,2007(2):17-20.
孙元辉,王立夫,王金金,等.城轨地铁所用6082铝合金的焊接工艺[J].焊接技术,2001,39(11):31-33.
王希靖,王小龙,张忠科,等.铝合金搅拌摩擦点焊疲劳性能研究[J].电焊机,2015,45(4):85-86.
刘春宁,钮旭晶,侯振国.平针搅拌头调修对铝合金焊接接头组织和性能的影响[J].电焊机,2018,48(3):61-64.
胡本润,刘建中.判断升降法数据是否合格的几点技巧及影响疲劳极限测试结果的因素[A].2008年国际冶金及材料分析测试学术报告会论文集[C].2008.
