
X90直缝管理化性能及常见问题分析
2021-12-28 07:58:16王冬林蒋洪张琦刘月发张丽丽刘洋
电焊机 2021年11期
王冬林 蒋洪 张琦 刘月发 张丽丽 刘洋
摘要:为了加强高性能钢管质量控制,从化学成分、力学性能及金相组织等几个方面对国内10家主要钢管厂生产的X90直缝管进行了研究。分析了X90直缝管性能控制,对化学成分各元素、拉伸性能、冲击性能、硬度等控制程度进行了排序,与此同时从性能和焊接脆化两个方面分析了X90直缝管问题,并给出了相应的原因分析及处理方向。分析结果表明:X90直缝管化学成分应加强Nb+V+Ti、P、CEpcm、Mn的控制;拉伸性能控制程度排序为:延伸率>抗拉强度>屈服强度,要特别注意屈强比的控制;冲击功平均值控制程度为:母材横向控制最好,焊缝横向控制最差,热影响区横向居中,但冲击功标准差控制程度为:热影响区横向标准差控制最差,母材横向次之,焊缝横向最好;金相组织熔合区PF占的比例较大是产生软化的主要原因,应重点关注。
关键词:X90直缝管;性能;分析;工艺;问题;焊接脆化
中图分类号:TG457.6 文献标志码:A 文章编号:1001-2003(2021)11-0040-05
DOI:10.7512/j.issn.1001-2303.2021.11.07
0 前言
天然气作为国家重点能源,其需求量不断增加,单条输送管道设计输送量已从原来每年320亿m3增长到如今的每年460亿m3,提升了44%,且在近20年,管线管输送压力从最初0.25 MPa提升至14 MPa[1]。相关统计资料[2-4]表明,钢管每提高一个钢级,管线管建设成本可缩减7%,因此为了降低管线成本和满足社会日益增长的油气需求,高性能的管线管的开发和研究显得尤为重要。目前国内已经开发了X90管线管(包括直缝管和螺旋管),X90管线管试制工作已圆满完成,完全具备大规模生产条件。文中主要从化学成分、力学性能、金相组织等方面对X90直缝管进行性能分析,指出了X90直缝管常见问题及其原因,并给出了处理措施。
1 X90直缝管生产工艺
常用的高钢级管线管生产工艺主要包括螺旋管和直缝管,两者的差别主要在于原材料和成型方式,其他工艺基本一样。常见的X90直缝管生产工艺为:上料→钢板超声波探伤→铣边→端部剪切及焊接→边缘修正→成型→预焊→内焊→外焊→焊缝超声波探伤→X-Ray探伤→钢管扩径→水压试验→焊缝超声波探伤→X-Ray探伤→管端拍片→平头倒棱→称重测长→喷标→发运。
2 X90直缝管性能分析
选取国内10家规模比较大的钢管厂生产的X90直缝管进行性能分析,直缝管规格φ1 219 mm×16.3 mm。
2.1 化学成分分析
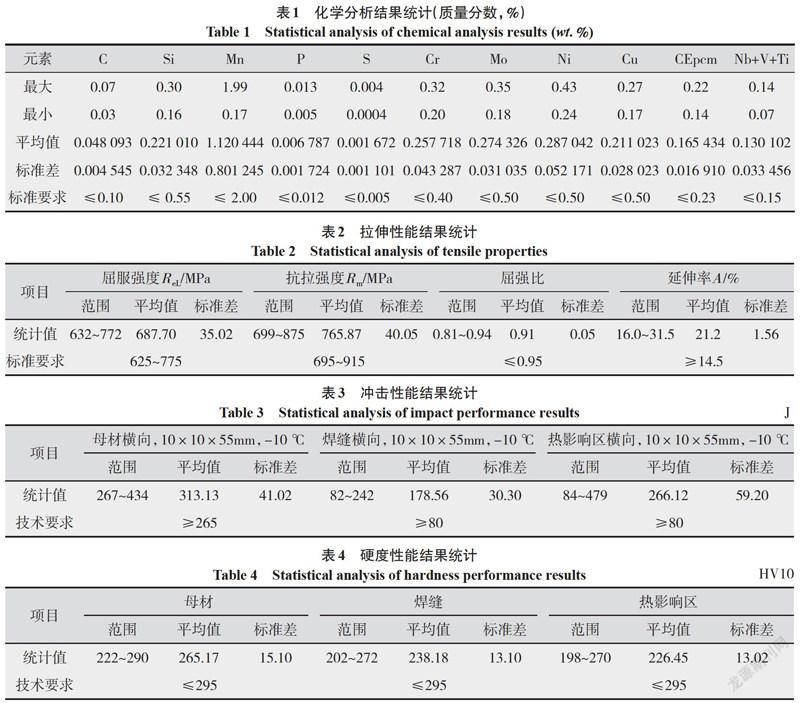
对每家钢管厂抽取50组数据,总计500组化学分析数据进行统计分析,统计结果如表1所示。
由表1可知,各大钢铁厂X90直缝管化学成分控制均满足相应技术要求,相对来说,P、CEpcm、Nb+V+Ti控制接近上限值(甚至出现P元素个别超上限),Nb+V+Ti平均值控制也接近上限,Mn、Nb+V+Ti方差控制也存在偏差,因此要加强Nb+V+Ti、P、CEpcm、Mn的控制。合金元素对X90直缝管力学性能影响很大,因此各工厂需加强X90合金元素的研究与控制。
2.2 力学性能分析
对每家钢管厂抽取50组数据,总计500组力学性能数据进行统计分析,统计结果如表2~表4所示。
表2排除了个别屈服强度、抗拉强度超标数据,其余数据均符合标准要求,从标准差角度分析:延伸率标准差为延伸率最小值的10.7%,屈服强度标准差为合格范围的23.3%,抗拉强度标准差为合格范围的18.2%,屈强比标准差为屈强比最大值的5.3%,控制程度排序为:屈强比>延伸率>抗拉强度>屈服强度。由标准差分析可知,屈强比、延伸率控制程度较好,屈服强度和抗拉强度控制标准差接近,屈服强度标准差占合格范围比抗拉强度低5.1%,原因在于屈服强度合格区间小于抗拉强度合格区间。但从平均值和测试值范围来看,屈强比均接近上限值,屈服强度、抗拉强度、延伸率平均值和测试值范围控制远强于屈强比,因此各工厂应该加强屈强比的控制。
由表3可知,该表排除了个别冲击性能超标数据,其余数据均符合标准要求,从冲击功平均值角度来说:母材横向控制最好,焊缝横向控制最差,热影响区横向居中。但从冲击功标准差来说:热影响区横向标准差控制最差,母材横向次之,焊缝横向最好,母材横向控制一般是因为其统计数值范围区间更大。整体冲击性能控制符合X80直缝管规律。
由表4可知,母材、焊缝和热影响区硬度值均符合标准要求,硬度平均值排序为:母材>焊缝>热影响区,焊缝、热影响区、母材标准差控制差别不大,但焊缝、热影响区仍好于母材。
2.3 金相组织分析
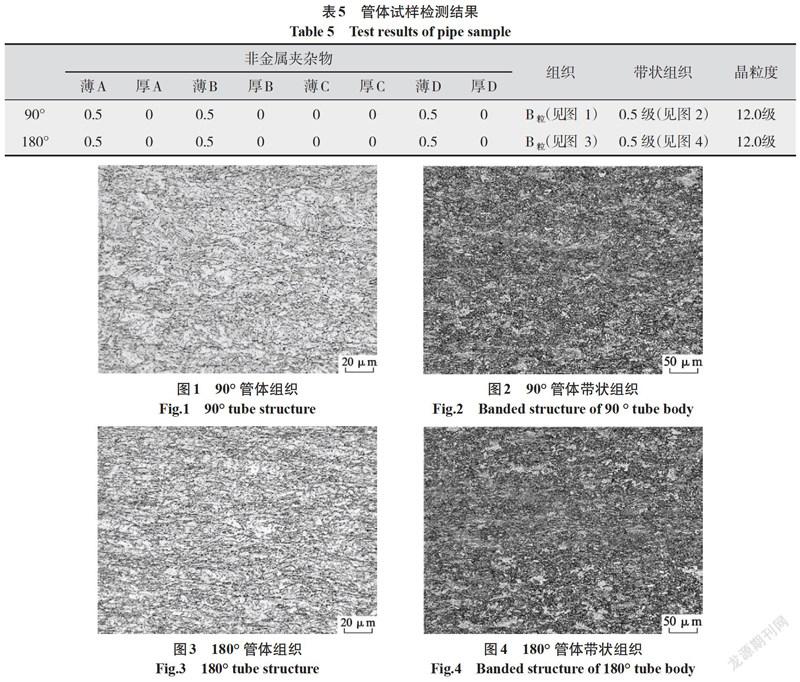
金相组织分析包括非金属夹杂物、组织、带状组织、晶粒度等的检查,其中管体取样位置为焊缝90°位置和焊缝180°位置,详细金相组织检测结果如表5~表6和图1~图7所示。
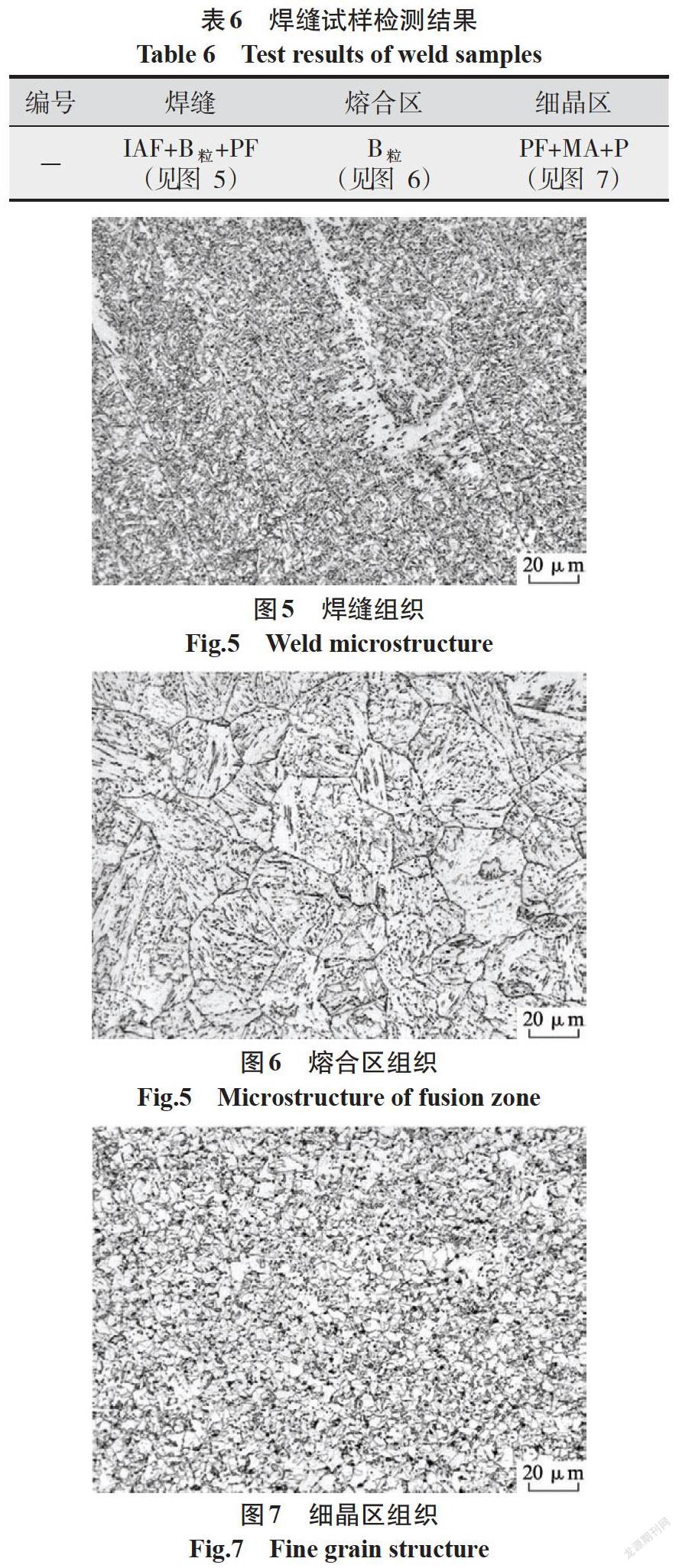
从表5和图1~图4可以看出,管体非金属夹杂物A类、B类、C类、D类均符合技术要求,带状组织均为0.5级,晶粒度均为12.0级,从图5~图7和表6可以看出,直缝管管体组织为B粒,焊缝组织为IAF+B粒+PF,熔合区为B粒,直缝管焊缝细晶区为PF+MA+P,其中熔合区PF所占比例较大,是产生软化的主要原因,容易引起焊縫处断裂。
3 X90直缝管问题分析
3.1 X90直缝管性能问题
从表1化学分析结果统计可以看出,各大钢铁厂X90直缝管化学成分控制均满足相应技术要求,相对来说,P、CEpcm、Nb+V+Ti控制接近上限值,Nb+V+Ti平均值控制也接近上限,Mn、Nb+V+Ti方差控制也偏差,因此应加强Nb+V+Ti、P、CEpcm、Mn的控制。而从各国专利技术可以看出,X90直缝管化学成分控制存在很大差异,这也决定了X90直缝管性能的根本区别,所以应该多借鉴国外公司先进成熟的技术,比如日本JFE、加拿大IPSCO公司等。当然由于设备和工艺与国外的差异性,国内各生产厂家要制定适合自身的化学成分。
从各厂直缝管生产过程来看,拉伸性能、冲击性能及硬度均出现不同程度的不合格现象,不合格比例约为1%,这在一定程度上影响了供货期及成材率,所以各生产厂要从金相组织入手,控制好相应的金相组织,实现稳定的性能。
3.2 X90直缝管焊接脆化问题
X90直缝管在焊接时经常发生局部脆化现象,主要包括粗晶脆化和M/A组元脆化。粗晶脆化是焊接时温度很高,特别是粗晶区温度最高,虽然维持时间较短,但也会造成奥氏体的晶粒尺寸明显增大,相关研究表明[5-8],材料成分和金相组织不变时,对晶粒长大过程起决定性作用因素的是峰值温度及其保持时间,且峰值温度所起的作用远大于其保持时间。M-A组元脆化是指钢在冷却过程中,由于铁素体中C元素固溶度很低,使得奥氏体中富集C元素,随着冷却的继续进行,富集C元素的奥氏体会转变成马氏体,从而形成马氏体/奥氏体,简称M/A[9-11]。M/A组元极大地影响焊缝性能,研究表明[12-13]:M/A会显著降低X90直缝管韧性,使得材料脆化,并且脆化程度与M/A的含量、形态和尺寸大小有着密切关系[14-15]。
4 结论
(1)对国内10家规模较大的钢管厂生产的X90直缝管的化学成分、力学性能及金相组织进行分析,排除个别超标数据,其余理化数据均符合标准及技术要求,具体表现为:化学元素P、CEpcm、Nb+V+Ti控制接近上限值(甚至出现P元素个别超上限),Mn、Nb+V+Ti方差控制也偏差;拉伸性能控制程度排序为:延伸率>抗拉强度>屈服强度,应特别注意屈强比的控制;冲击功平均值控制程度为母材横向控制最好,焊缝横向控制最差,热影响区横向居中,但冲击功标准差控制程度为热影响区横向标准差控制最差,母材横向次之,焊缝横向最好;硬度平均值控制程度排序为:母材>焊缝>热影响区,硬度标准差控制程度为焊缝、热影响区标准差控制好于母材。
(2)分析了X90直缝管性能和焊接脆化问题,各工厂需多借鉴国外先进成熟的技术,制定适合工厂自身特点的化学成分,与此同时各生产厂要控制好相应的金相组织,以实现性能稳定;焊接脆化问题中的粗晶脆化应特别注意峰值温度及其保持时间的影响,焊接脆化问题中的M/A组元脆化要特别注意M/A的含量、形态和尺寸大小的综合影响。
参考文献:
刘腾跃,李小波. X90管线管国产化质量分析[J]. 焊管,2017,40(7):60-63.
李鹤林. 天然气输送管研究中的几个热点问题[J]. 中国机械工程,2001,12(13):349-352.
王晓香. 当前管线钢管研发的几个热点问题[J]. 焊管,2014,37(4):5-12.
张小立. X80高钢级管线钢和钢管组织与力学性能[J]. 中原工学院学报,2010,21(4):9-13.
温娟,其其格,鞠新华等. 钢铁组织中MA岛含量的定量分析方法[J]. 中国冶金,2018,28(4):22-26.
韩晨,孙付涛. 冷却速度和Nb含量对X80管线钢MA岛的影响[J]. 材料研究与应用,2015,9(2):120-124.
闫凯鹃,郝世英,高惠临. 管线钢焊接局部脆化及其研究进展[J]. 化工设备与管道,2011,48(3):57-61.
Kennedy,John L. Oil and Gas Pipeline Fundamentals[C]. Tulsa Okla:Pennuwell Publishing Company,1984.
孟凡刚,陈玉华,王勇. 管线钢焊接局部脆化区的M-A组元[J]. 焊接技术,2007(1):13-15.
陈玉华,王勇,韩彬. X70管线钢在役焊接局部脆化区的组织及精细结构[J]. 材料热处理学报,2007(1):79-82.
高惠临,董玉华,冯耀荣. 油、气管线钢的焊接局部脆化及其预防[J]. 机械工程学报,2001(3):14-19.
kIM B C, Lee S,Kim N J,et al. Microstruture and Local Brittle Zone Phenomena in High Strngth Low-Alloyed Welds[J]. Metall.Trans,1991,22(1):139-149.
趙波,李国鹏,王旭,等. X80钢焊接热影响区脆化软化现象热模拟试验研究[J]. 焊管,2016,39(3):16-19.
占焕校,王勇,吕统全. X80钢焊接热影响区的二次热循环组织脆化[J]. 压力容器,2008(2):9-12.
王勇,韩涛,刘敏. X70管线钢焊接热影响区的局部脆化[J]. 材料工程,1999(10):14-16.
猜你喜欢
山东冶金(2019年6期)2020-01-06 07:45:54
家庭影院技术(2019年8期)2019-08-27 02:44:56
世界农药(2019年2期)2019-07-13 05:55:12
环球时报(2016-07-15)2016-07-15 13:42:04
环球时报(2016-03-09)2016-03-09 09:10:24
铜业工程(2015年4期)2015-12-29 02:48:39
燕山大学学报(2015年4期)2015-12-25 02:19:45
中国塑料(2015年4期)2015-10-14 01:09:28
南方周末(2015-05-07)2015-05-07 04:39:36
火炸药学报(2014年1期)2014-03-20 13:17:29
