
激光加热阴极式电子枪研究
2021-12-28 07:58王昭漫黄安国桑兴华胡仁志许可
电焊机 2021年11期
王昭漫 黄安国 桑兴华 胡仁志 许可







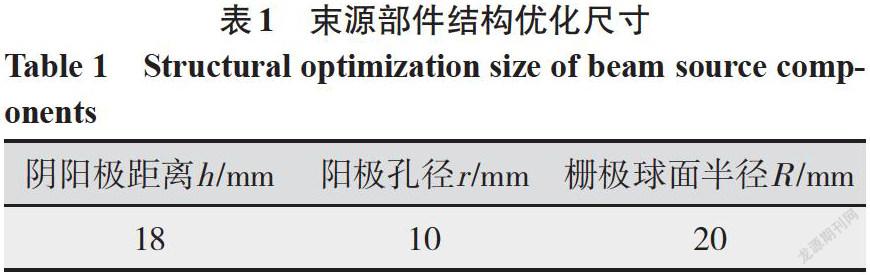

摘要:针对目前主流热发射电子枪普遍存在的外加电流产生磁场从而影响热电子的问题,提出了激光加热阴极模式。该加热模式可有效消除磁场的影响,从而提高束流品质及阴极寿命。基于Q60-A电子束设备,通过仿真研究与实验验证,对激光加热阴极及电子运动过程进行系统分析,确定了激光器选型方案和束源部件结构优化方案。结果表明,推荐激光波长为1 064 nm,阴极工作温度为2 650 K,阴极达到工作温度所需激光功率为377 W,维持阴极工作温度基本稳定的临界功率为160 W,设计优化了新束源部件结构尺寸,当阴阳极间距离18 mm、阳极孔径10 mm、栅极球面半径20 mm时,电子束流品质理想,并通过实验验证了仿真结果的准确性及激光器选型的合理性。本研究为激光加热阴极式电子枪的系统化设计及工程化应用提供了参考依据和有益指导。
关键词:热发射电子枪;激光;阴极;束源部件;仿真模拟
中图分类号:TG439.4 文献标志码:A 文章编号:1001-2003(2021)11-0014-08
DOI:10.7512/j.issn.1001-2303.2021.11.03
0 前言
电子束优良的特性[1]使得电子束加工应用越来越广泛[2-3],电子枪作为电子束加工设备最核心的部件,其性能对电子束加工效果有着关键影响。但传统热发射电子枪普遍存在着外加电流产生磁场从而影响热电子的问题[4-5],并且这种影响无法通过自身优化来消除,极大地限制了电子枪性能的进一步提升。
考虑到激光的加热特性,可通过激光束直接照射对阴极进行加热,由于没有外加电流,可有效避免磁场的影响;此外,通过激光远程发射,可去除传统加热相关部件,简化电子枪结构,并且激光光子的粒子性较弱,不对阴极造成轰击,从而大幅提升阴极寿命。随着激光技术的快速发展[6],激光源体积越来越小、功率越来越大、成本越来越低,使得采用激光作为加热阴极的热源成为可能。
目前关于激光加热阴极模式的系统化设计及工程应用方面研究较少,文中对激光加热阴极过程进行系统分析,确定激光波长、激光功率的选型设计及激光加热方式,分析电子枪内空间电场及束流轨迹,对束源部件结构进行优化设计。
1 总体设计思路
基于中国航空制造技术研究院自研的Q60-A电子束焊接设备,将其直热式灯丝加热方式改为激光加热片状阴极方式,将电子枪原灯丝加热相关部件移除,并在其上部添加激光器,电子枪下部及真空室等其他设备保持不变,激光器与电子枪集成示意如图1a所示,工作原理如图1b所示。
电子枪工作时,激光器的性能决定了阴极发射电流的品质,从而对整个电子枪的性能及加工效果产生重要影响,故通过系统分析激光加热阴极过程,确定激光波长、激光功率的选型设计,并分析激光器不同的工作阶段,确定工作时的加热方式。
电子枪内部结构复杂,改变加热方式不仅会影响阴极的电子发射性能,也会影响束源部件的使用性能。为适应全新的加热方式,文中探究了束源部件结构尺寸对电子枪内空间电场分布及束流轨迹的影响,从而对束源部件结构尺寸进行优化设计。
2 激光器选型设计
2.1 阴极温度场分析
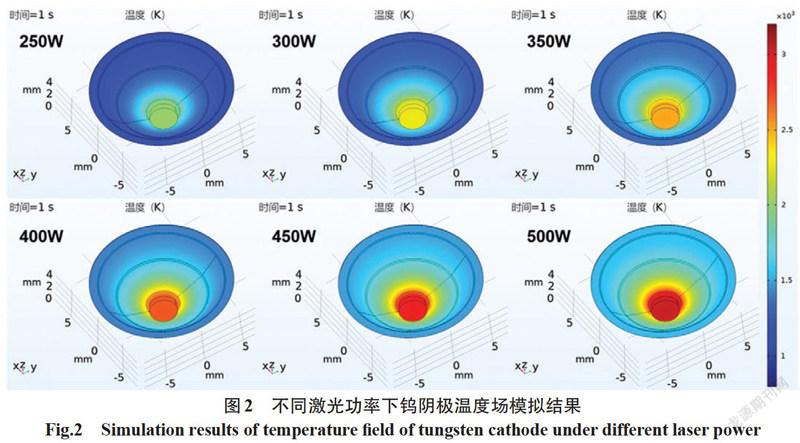
Q60-A电子束设备采用钨作为阴极发射电子(钨的熔点高,逸出功低,工作温度2 300~2 800 K),根據其阴极尺寸及夹持形状,利用Pro/E建立阴极三维模型,其中钨阴极直径3 mm,厚度1 mm。将三维模型导入仿真软件COMSOL中,添加固体传热模块,设置各结构材料物性参数,并设置模拟环境为真空,环境温度为300 K,各结构初始表面温度与环境温度一致,加热过程中的总热散失率为55%。设定激光功率变化范围为250~500 W,同时为使得阴极较快达到工作温度,加热时间设定为1 s。
网格划分采用自由四面体网格,将整体网格单元细化,并对阴极附近网格进行了局部加密,最后建立瞬态研究,利用有限元方法对钨阴极温度场进行求解,模拟结果如图2所示。
通过后处理模块,获取不同激光功率下阴极模拟温度,得到激光加热功率与阴极温度关系曲线如图3所示。随着激光功率从250 W增加到500 W,其对钨阴极的热输入也不断增加,钨阴极温度从2 020 K增加到3 040 K,且基本呈线性增加趋势,为后续研究激光器选型提供了重要的参考依据。
2.2 激光器选型设计
2.2.1 激光波长选型
激光对材料的辐照过程的本质是激光与材料之间的相互作用,涉及光学、热学和力学等多学科的交叉耦合[7],确定材料对激光的吸收率是最关键的部分。
影响金属对激光吸收率的主要因素有激光波长、金属导电性能、金属表面状态、温度等[8]。本研究中,在钨阴极材料形状已经确定的情况下,激光波长成为影响金属对激光吸收率的决定因素。
西安交通大学的严深平等人[9]测量了常用金属材料的激光吸收率,结果显示,钨板(纯度≥99%)对波长1 064 nm的激光吸收率为47%,对532 nm波长的激光吸收率为59%。虽然钨板对波长532 nm的激光吸收率高于1 064 nm,但相差不大。同时,由于目前短波长激光器的技术尚未成熟,且成本较高,而本研究激光仅作为加热源对阴极进行加热,综合考虑激光吸收率、技术成熟度、成本和体积,推荐激光波长为1 064 nm。
2.2.2 激光功率选型
电子枪工作时,不同的激光功率对应着不同的阴极温度,而不同的阴极温度又对应着不同的电流发射密度。根据Q60-A电子束设备设计参数,阴极发射额定功率P=7.2 kW,工作电压U=60 kV,可计算出阴极发射电流I=P/U=0.12 A。
所研究钨阴极半径为1.5 mm,考虑到实际工作时阴极受热不均,其边缘部分发射电子的能力有所下降,故取有效发射面积半径为1.4 mm,可计算出阴极电流发射密度J=1.948 836 A/cm2。
在热发射阴极中,随着温度的升高,电子所具有的能量也增加,从而越来越多具有足够能量的电子从阴极表面逸出[10],阴极发射电流密度与阴极工作温度的经典关系式为[11]
式中 A为普适发射常数,A=120.4 A/(cm·K)2;K为玻尔兹曼常数,K=1.38×10-23 J/K;φ为阴极材料的逸出功,文中为4.54 eV。
当阴极发射电流密度J=1.948 836 A/cm2时,阴极工作温度T=2 640 K,实际工作情况较为复杂,故考虑一定裕值,取T=2 650 K进行后续分析。再由前期得到的激光加热功率与阴极温度关系曲线可以看出,当加热时间为1 s时,阴极达到工作温度2 650 K所需激光功率为377 W。
2.3 激光加热方式设计
在实际工作过程中,电子枪经常需要长时间连续焊接,这就要求阴极温度能较长时间稳定在工作温度微小范围内,并持续发射电子,故可将激光器的工作过程分为两个阶段,先将阴极加热到工作温度,再维持阴极工作温度基本稳定。
经前期分析可知,阴极的理想额定工作温度为2 650 K,在额定工作温度±30 K范围内阴极各发射参数随工作温度的变化关系如图4所示。可以看出,在该范围内,发射参数普遍上升了64%,变化十分剧烈,为了使阴极发射性能尽量稳定,其温度波动需尽可能小。
但由于所研究阴极体积较小,其温度随时间变化极快,为简化分析过程,在保证阴极发射性能满足焊接需求的情况下,以阴极额定工作温度±10 K范围为一个周期作为研究对象,此时阴极发射功率波动范围为15%,如图4虚线框内所标注区域。
首先研究阴极在该周期内的降温过程。利用COMSOL软件模拟激光将阴极加热到2 660 K后停止加热的结果如图5所示。可以看出,当时间为0.006 s时,阴极温度为2 640 K,即一个研究周期时间长度为0.006 s。
其次研究阴极在该周期内的加热过程,在一个周期内,为使激光的热输入与阴极的热散失达到平衡,激光需以某临界功率将阴极从2 640 K加热至2 660 K,该过程阴极所需吸收热量为
式中 c为比热容,c=130 J/(kg·K);m为阴极质量,m=1.37×10-4 kg;ΔT为温度变化,ΔT=20 K。
计算得到在理想情况下,阴极所需吸收热量ΔQ1=0.356 2 J,考虑钨阴极对激光吸收率为37%,得到阴极理论所需吸收总热量ΔQ2=0.962 7 J,一个周期的时间t=0.006 s,可计算得到临界加热功率P=ΔQ2/t=160 W。
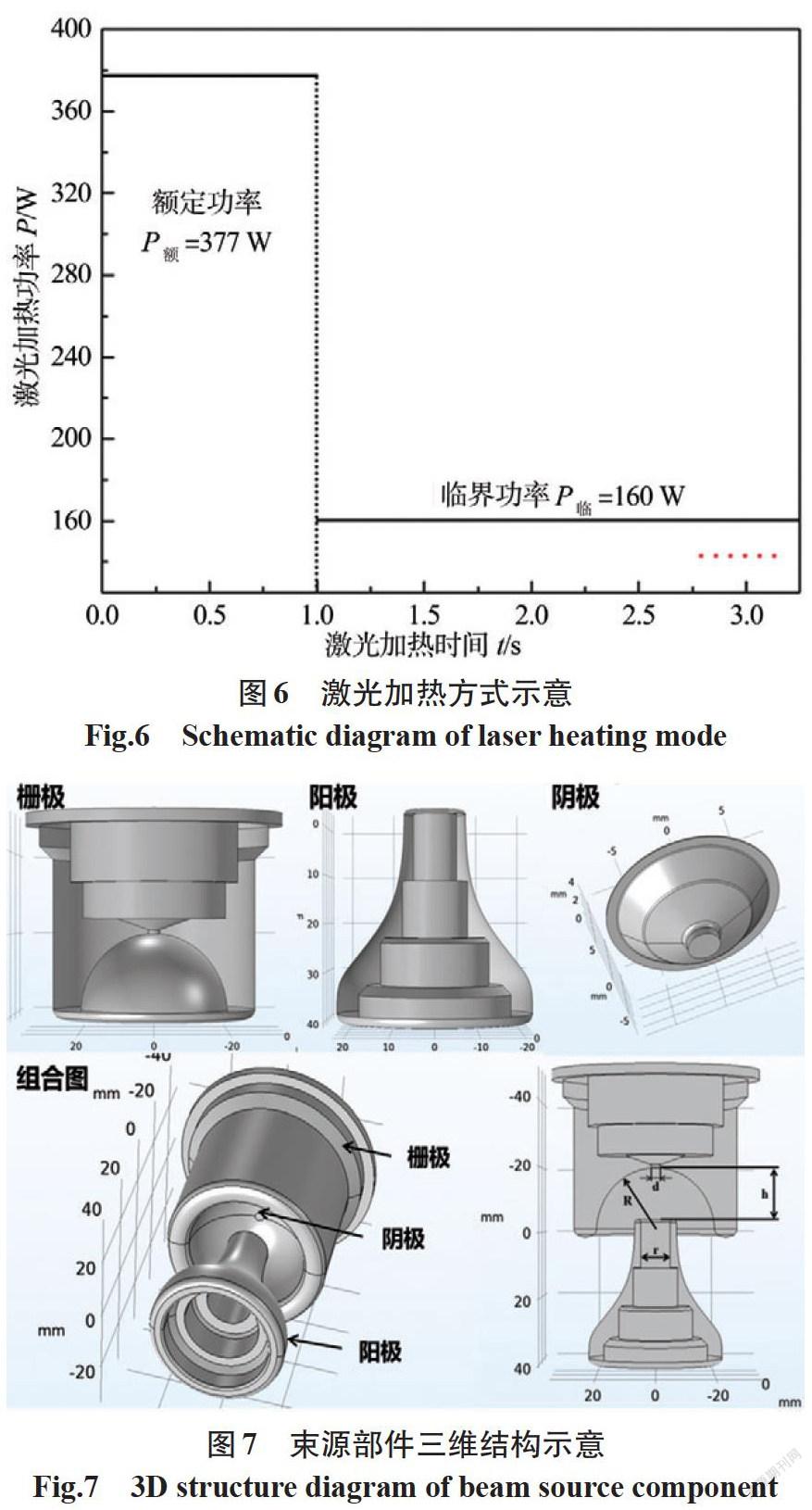
综上所述,电子枪工作时,激光器先以额定功率377 W对阴极进行加热,1 s后阴极达到工作温度2 650 K,再将激光器调整至临界功率160 W对阴极进行加热,激光加热时间如图6所示。
3 束源部件结构优化设计
3.1 三维模型建立
电子枪内部涉及多个部件,文中主要研究受加热方式改变影响较大的部件,即阴极、栅极、阳极的结构优化,而对其他已经成熟、稳定使用,或受加热方式改变影响较小的部件的结构尺寸不做改动。基于Q60-A电子束设备,利用三维造型软件Pro/E建立阴极、栅极、阳极1∶1模型,并按照其原有组合方式进行装配。在各结构尺寸中,对束流品质影响最为显著的有阴极直径d、阴阳极距离h、阳极孔径r、栅极球面半径R,如图7所示。
3.2 空间电场及束流轨迹分析
3.2.1 空间电场分布模拟
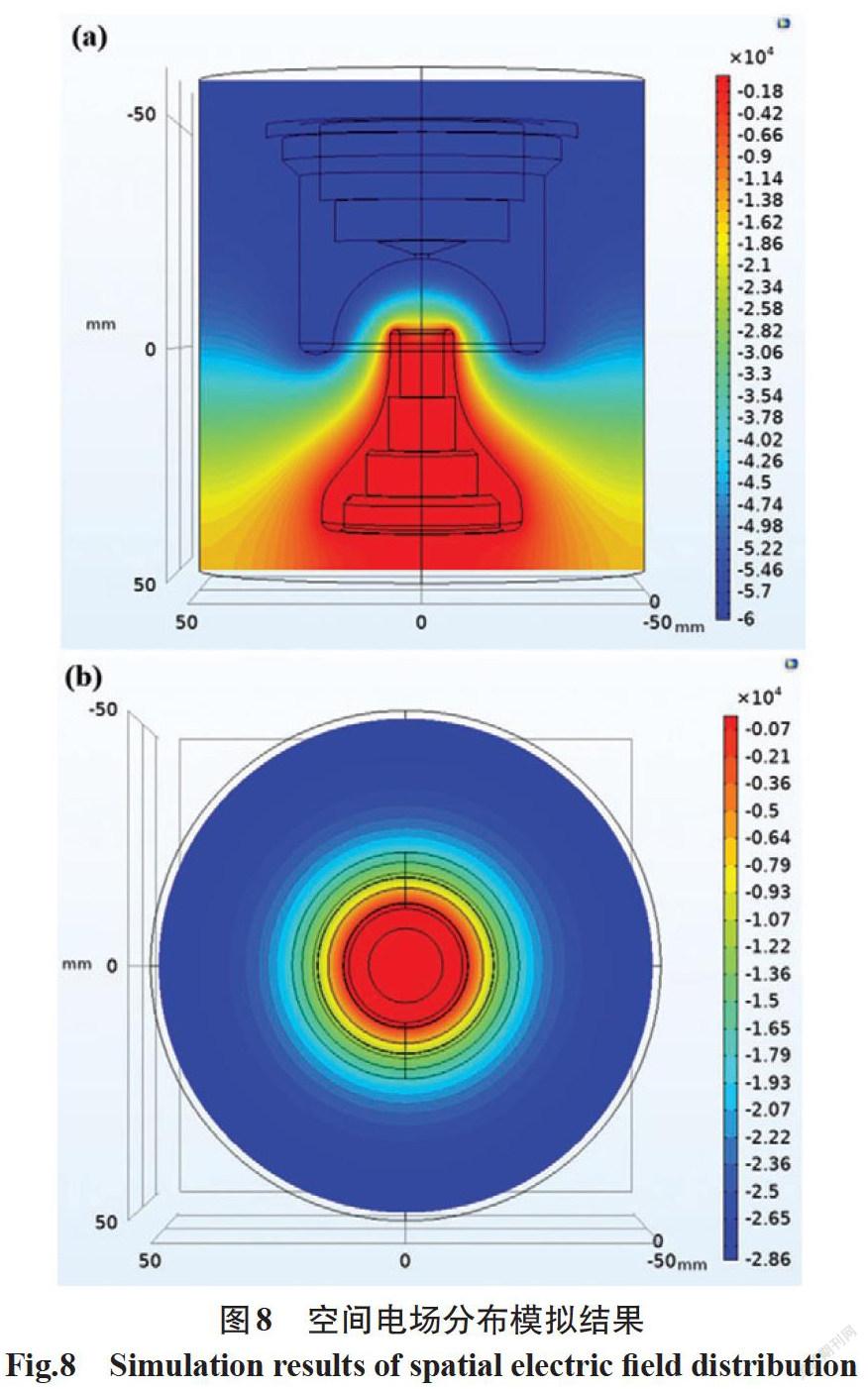
将建立好的束源部件三维模型导入COMSOL仿真软件中,添加静电模块,设置域内为真空环境,且保持电荷守恒,设置阴极电势为-60 000 V,阳极电势为0 V,栅极电势为-60 000 V,同时设置各材料相对介电常数为1。
网格划分后,建立稳态研究,利用有限元求解器进行计算,得到电子枪内部空间电场分布模拟结果如图8所示。由图8a可知,空间电势分布线由阳极(高电位)向阴极(低电位)弯曲,同时从阴极到阳极,电位沿中心轴从-60 000 V逐渐增加到0 V,在阳极表面达到0 V。由图8b可知,从外围到中心轴,阳极表面的电势逐渐增加,最终达到0 V,这使得电子在电场作用下向中心轴移动,并沿着中心轴产生焦点位置。
3.2.2 束流轨迹模拟
在前期空间电场模拟的基础上,添加带电粒子追踪模块,设置粒子属性为电子,电子在分析域内受电场的作用,指定阴极下表面为电子发射面,设置发射方式为热发射、表面温度2 650 K、电子逸出功为4.54 eV、有效普适发射常数为120.4 A/(cm·K)2,由于模拟时间较长,为了减少仿真耗时,设置每次释放电子数为500个。
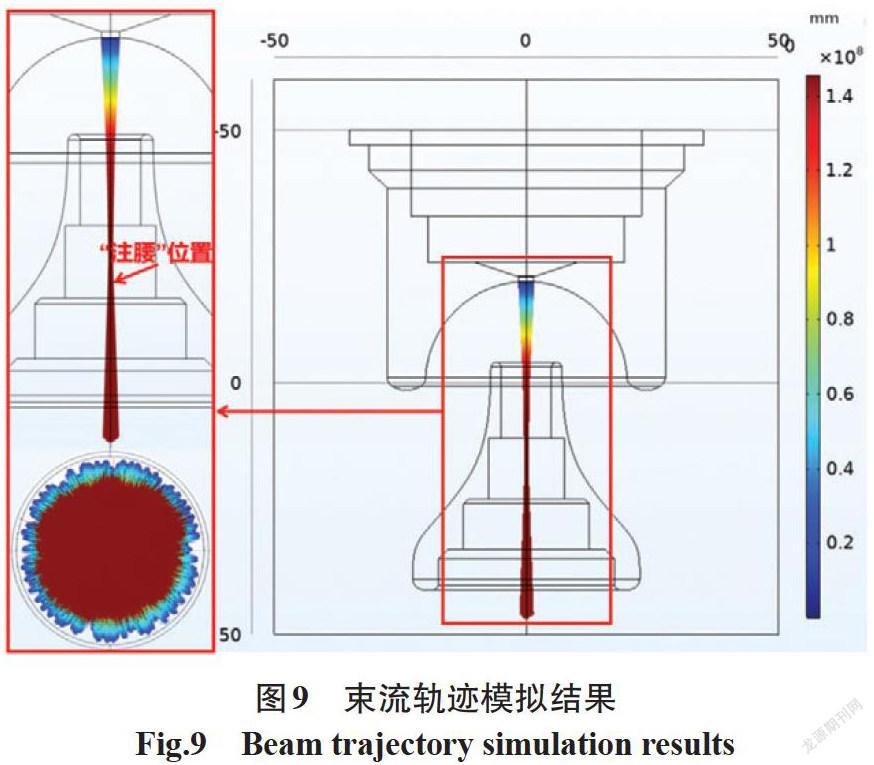
网格划分后,建立瞬态研究,利用有限元求解器进行计算,得到束流轨迹模拟结果如图9所示。可以看出,从阴极逸出的电子在加速电场的作用下,通过阳极的发射孔向工件运动,电子在穿越阳极时速度达到1.45×108 m/s。同时,电子束在运动过程中,由于弯曲電场线的聚焦作用,从阴极出发的电子束逐渐汇聚,通过阳极孔后在中心轴的某个位置形成一个交叉点,称为“ 注腰 ”,其形状和位置由束源部件的几何结构和电势共同决定,此时电流密度达到最大。从束流轨迹横截面放大图可以看出,电子始终在近轴区运动,且关于轴线呈圆周对称分布,束斑圆度较好,为后续核心部件的结构优化打下了良好基础。
3.3 束源部件结构优化设计
束源部件的结构尺寸对电子枪内束流轨迹有着显著影响,从而决定了电子束流品质。文中主要研究在激光加热下,阴阳极间距离h、阳极孔径r、栅极球面半径R对束流轨迹的影响规律,对于束流品质,主要分析电子束的“ 注腰 ”半径,“ 注腰 ”处的截面电流密度及电子束的层流性。
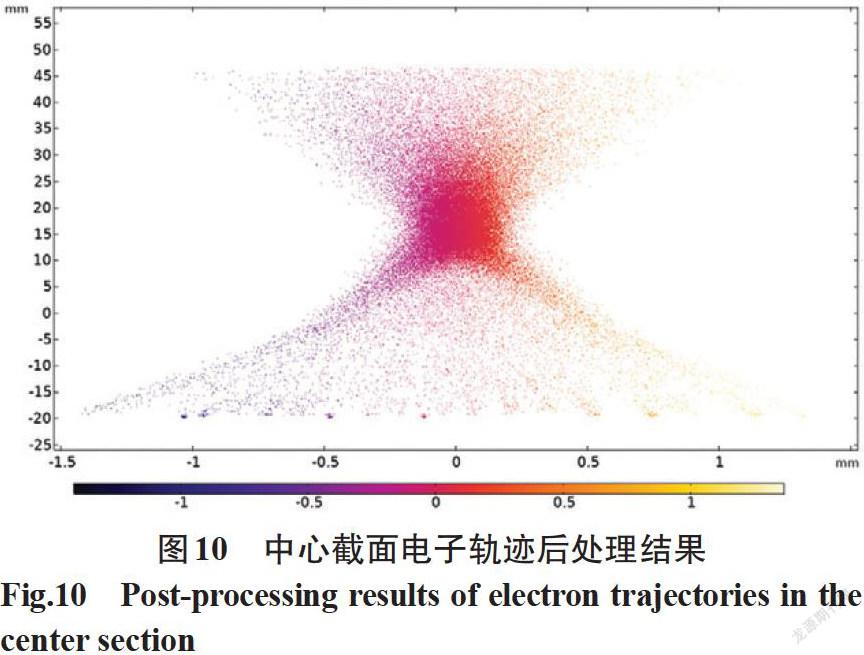
基于束流轨迹模拟结果,取中心截面束流进行二维绘图,并将其横坐标按比例扩大50倍,如图10所示,图中y负半轴指向阴极。通过模拟结果数据集可得到各电子与中轴线的距离,由于部分从阴极边缘逸出的电子相对主流较为发散,取包含90%电子的主流截面半径作为电子束流“ 注腰 ”半径。
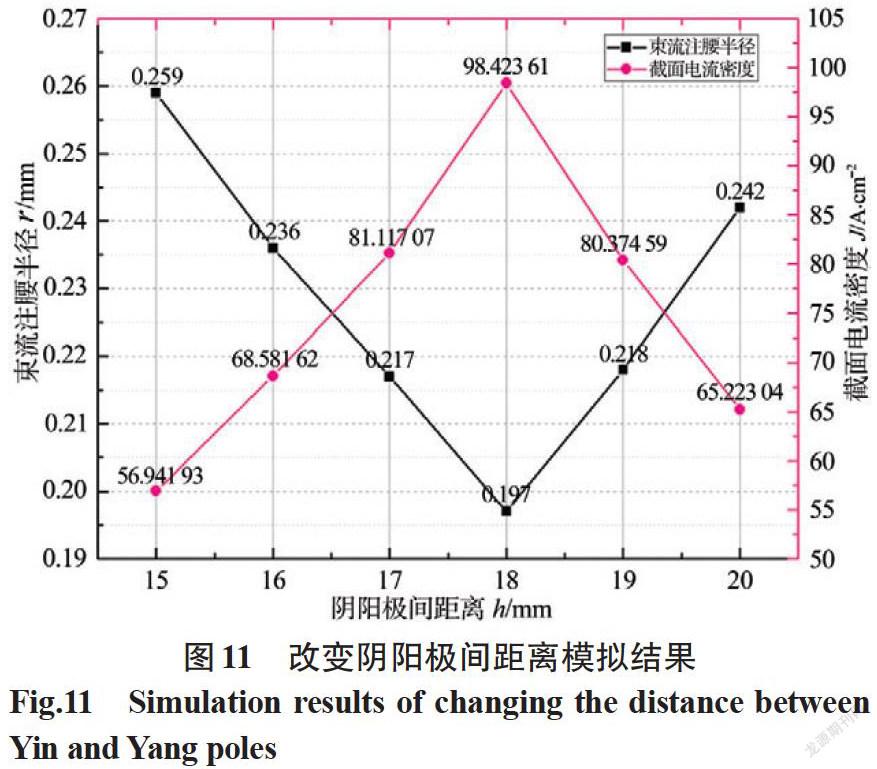
以阴阳极间距离h为单一变量进行仿真,当阴极与阳极距离过近,容易导致阳极与栅极的放电现象,当阴极与阳极距离过远,会影响阳极下方其他部件的安装。根据经验,h的合适取值为15~20 mm,阳极孔径r和栅极球面半径R取现有值并保持不变,得到束流“ 注腰 ”半径与束流截面电流密度如图11所示。可以看出,束流“ 注腰 ”半径先减小后增大,在h=18 mm处最小。
以阳极孔径r为单一变量进行仿真,当阳极孔径过小,束流难以穿过,并且容易发生干涉,当阳极孔径过大,金属蒸汽更容易进入阴阳极之间,污染束源部件,根据经验r的合适取值为5~10 mm,阴阳极距离h=18 mm、R取现有值并保持不变,得到束流“ 注腰 ”半径与束流截面电流密度如图12所示。可以看出,束流“ 注腰 ”半径呈线性减小趋势,在r=10 mm处最小。
以栅极球面半径R为单一变量进行仿真,当栅极球面半径过小,容易导致阳极与栅极的放电现象;当栅极球面半径过大,会影响其他部件的安装,根据经验R的合适取值为20~25 mm,控制h=18 mm、r=10 mm保持不变,得到束流“ 注腰 ”半径与束流截面电流密度如图13所示。可以看出,束流“ 注腰 ”半径先增大后减小,在R=20 mm处最小。
综合以上模拟结果,设计优化新束源部件结构尺寸如表1所示。采用优化后的结构尺寸重新建模并进行电子空间分布状态模拟,得到的束流“ 注腰 ”半径为0.197 mm,与上述模拟结果一致。
同时在模拟结果中,将束流“ 注腰 ”位置进行局部放大,如图14所示,可以看出电子在运动过程中,束流轨迹交叉程度较低,可见其层流性是理想的[12],同时也说明新设计束源结构尺寸所得到的电子束流品质较为理想。
4 激光加热阴极实验验证
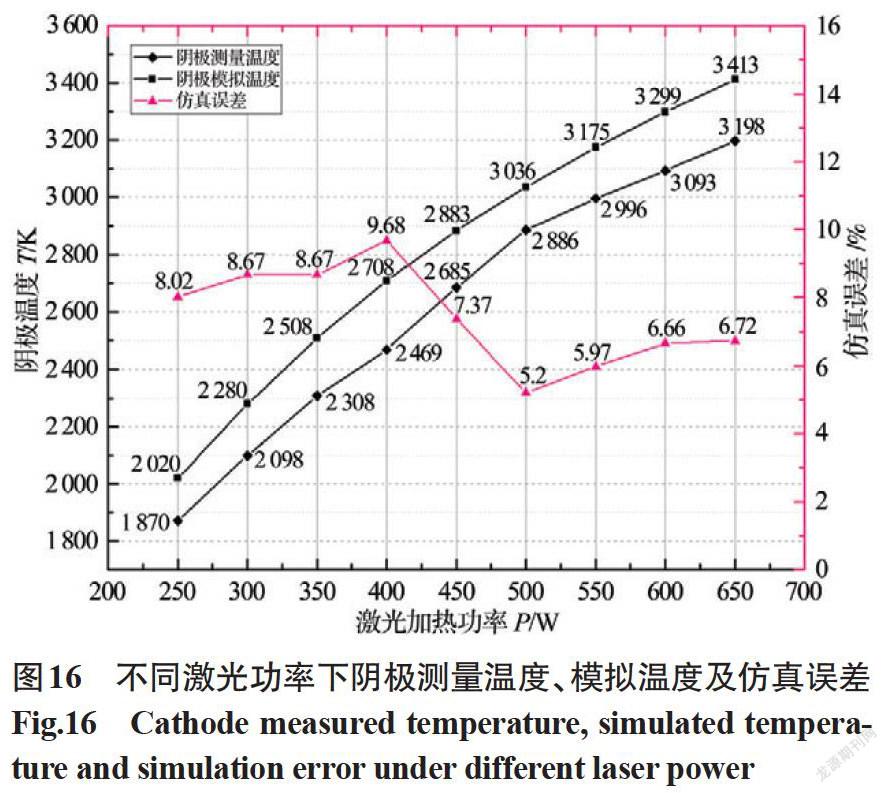
为验证模拟结果,进行了激光加热阴极实验。将钨阴极置于铝基板上,调整激光头水平位置使其与钨阴极同轴,调整激光头离焦量,使激光照射在阴极上的光斑为3 mm,设置激光加热时间为1 s,改变激光功率范围为250~650 W对阴极进行加热。用红外热成像仪实时测量钨阴极表面温度,用后处理软件FLIR Tools分析测量数据,如图15所示,将钨阴极区域圈出,设置红外辐射率为0.1~0.3,考虑到一定的系统误差,选取圈内温度最大值的0.9作为钨阴极表面测量温度。
利用COMSOL软件对每一实验参数进行了补充仿真,将仿真结果与实验结果对比,并计算其仿真误差E=(T仿-T实)/T实,得到不同激光功率下的阴极实验测量温度、仿真模拟温度及仿真误差结果如图16所示。可以看出,仿真结果与实验结果变化趋势一致,且仿真误差控制在10%以内,从而验证了前期仿真结果是准确可信的,同时验证了所选型激光器满足设计使用要求。
5 结论
(1)采用激光加热阴极模式可有效消除磁场的影响,基于Q60-A电子束设备,推荐激光波长为1 064 nm,阴极工作温度为2 650 K,阴极达到工作温度所需激光功率为377 W。
(2)电子枪工作时,为保证加热效率并维持阴极工作温度基本稳定,激光器先以额定功率377 W加热1 s后,阴极达到工作温度2 650 K,再以临界功率160 W对阴极进行加热。
(3)空间电势分布线由阳极(高电位)向阴极(低电位)弯曲;电子束在穿越阳极时,速度达到1.45×108 m/s,束流始终在近轴区运动且关于轴线呈圆周对称分布,束斑圆度较好。
(4)束流注腰半径随着阴阳极间距离h的增加先减小后增大,随着阳极孔径r的增大线性减小,随着栅极球面半径R的增大先增大后减小,优化新束源部件结构尺寸为h=18 mm、r=10 mm、R=20 mm,此时电子束轨迹交叉程度较低,层流性理想。
参考文献:
Uno Y,Okada A,Uemura K,et al. High-efficiency finis-hing process for metal mold by large-area electron beam irradiation[J]. Precision Engineering,2005,29(4):449-455.
LIU Xiaomeng,DONG Quanlin,WANG Pengfei,et al. Review of Electron Beam Welding Technology in Space Environment[J]. Optik,2021(225):165720.
Ozur G E,Proskurovsky D I,Rotshtein V P,et al. Production and application of low-energy,high-current electron beams[J]. Laser & Particle Beams,2000,21(2):157-174.
ROZENFELD L B,GRINFELD D E. Estimation of effect of magnetic field of directly heated cathode on electron gun parameters[J]. Bullrtin of the Russian Academy of Sciences(Physics),2005,69(4):573-579.
BATURIN A S,YESKIN I N,TRUFANOV A I,et al. Electron gun with field emission cathode of carbon fiber bundle[J]. Journal of Vacuum Science and Technology B:Microelectronics and Nanometer Structure,2003,21(1):354-357.
Wang Z,Zhang B,Liu J,et al. Recent developments in mid-infrared fiber lasers: Status and challenges[J]. Optics & Laser Technology,2020(132):106497.
錢秋冬,汪庆桃,钱浩勇. 激光辐照过程中材料吸收率的理论研究[A].第28届全国结构工程学术会议论文集(第Ⅲ册)[C].中国力学学会结构工程专业委员会,华东交通大学,中国力学学会《工程力学》编委会,2019:6.
孙岱,童彦刚,贺晓娜.激光焊接中激光吸收率影响因素的研究[J].热加工工艺,2010,39(19):165-167.
严深平,张安峰,梁少端,等.激光增材制造技术常用金属材料激光吸收率测量[J].航空制造技术,2017(17):97-100.
Richardson O W. Electron Emission from Metals as a Function of Temperature[J]. Physical Review,1924,23(2):153-155.
许汴生.实用热阴极某些发射参数的研究[J].电子管技术,1984(1):7-13,45.
钱理强. EBIT电子束性能研究[D].上海:中国科学院上海应用物理研究所,2004.
猜你喜欢
机电信息(2022年9期)2022-05-07
科学家(2017年15期)2017-09-20
筑路机械与施工机械化(2016年11期)2017-02-05
哈尔滨理工大学学报(2016年3期)2016-11-05
科技视界(2016年18期)2016-11-03
科教导刊·电子版(2016年15期)2016-06-25
儿童故事画报·发现号趣味百科(2016年3期)2016-06-24
儿童故事画报·智力大王(2016年3期)2016-05-05
物联网技术(2015年4期)2015-04-27
小哥白尼·军事科学画报(2009年6期)2009-02-03
