
甲醇装置和乙二醇装置低温余热综合利用小结
2021-12-24 02:49文培娜
中氮肥 2021年1期
文培娜
(河南能源化工集团新乡中新化工有限责任公司,河南获嘉 453800)
煤化工企业生产过程中,总的来说热能利用率偏低,且普遍存在高质低用、低质无用的现象,不能充分、有效地实现热能的梯级利用。河南能源化工集团新乡中新化工有限责任公司(简称中新化工)200kt/a甲醇项目嫁接200kt/a乙二醇项目生产过程中就存在低品位余热资源较多而利用率较低的问题,并且还存在部分用汽设备与蒸汽等级匹配程度低的问题。为此,中新化工通过对其甲醇装置和乙二醇装置热能利用情况进行统计分析,实施了相应的技改,使得甲醇装置和乙二醇装置在热能供需上尽量做到了能级匹配、温度对口、梯级利用。这些技改的实施不仅起到了节能减排的效果,而且创造了良好的经济效益。以下对有关情况作一小结。
1 余热资源状况
1.1 除氧器外排乏汽
中新化工锅炉系统有4台除氧器,采用冷脱盐水作为锅炉水,冷脱盐水压力0.4~0.5MPa、温度45~55℃、流量100t/h;除氧器平台标高为15m,除氧器排汽管DN80,排汽管标高为22.125m,4#除氧器与1#除氧器水平间距16m、1#除氧器与2#除氧器水平间距14.7m、2#除氧器与3#除氧器水平间距16m;1#~3#除氧器额定出力均为200t/h、4#除氧器额定出力175t/h,4台除氧器工作压力均为0.15~0.20MPa。由于工艺方面的原因,4台除氧器有乏汽外排,每台外排量约0.5t/h,大量闪蒸汽放空,不仅浪费能源,而且对环境造成影响。
1.2 0.2MPa蒸汽富裕
0.2MPa蒸汽主要源自乙二醇装置合成汽包副产,当乙二醇装置负荷高于90%时,0.2MPa蒸汽富裕量逐步增大,与0.2MPa蒸汽用户匹配程度较低:0.2MPa蒸汽用户主要有草酸酯精馏塔(T202)再沸器、合成前预热器(E109)、进气加热器(E905)和溴化锂机组,其中T202、E109蒸汽用量基本稳定,溴化锂机组用汽量则随气温下降而明显减少——装置90%负荷时合成汽包副产0.2MPa蒸汽25t/h,当循环水温度低于25℃时,需通过放空来稳定0.2MPa蒸汽管网压力;当乙二醇装置负荷继续提升而气温继续下降时,0.2MPa蒸汽富裕问题进一步加剧,富裕的0.2MPa蒸汽因无用户而高点放空,不仅造成能量浪费,而且严重制约乙二醇装置负荷的提升。
1.3 工艺冷凝液余热
甲醇装置和乙二醇装置合计产生工艺冷凝液约250t/h,其中130~150℃冷凝液约150t/h、100~130℃冷凝液约100t/h。甲醇装置中甲醇精馏预塔再沸器、加压塔再沸器、低温甲醇洗热再生塔、甲醇水分离塔的蒸汽冷凝液直接经冷凝液管网送至常压二级闪蒸罐;乙二醇装置中再沸器的高温工艺冷凝液送至0.5MPa蒸汽闪蒸罐,回收蒸汽后送冷凝液管网,低温冷凝液送二级闪蒸罐。全部工艺冷凝液汇总至二级闪蒸罐后温度约102℃,经循环水冷却降温后送至脱盐水精制系统。简言之,工艺冷凝液的余热不仅未能有效利用,而且会消耗大量的循环水来降温。
1.4 工艺设计不甚合理
乙二醇装置脱醇塔A(T401)塔釜温度为100~105℃,塔釜采用蒸汽加热,0.5MPa蒸汽用量约21t/h;而产品精馏塔(T407)塔顶气温度为138~139℃,塔顶气与循环水换热后,落液温度为80~85℃,约2.3×107kJ/h的热量由循环水带走。可以看到,一方面T401釜液需蒸汽加热,另一方面T407塔顶气又需用循环水移走热量,工艺设计上余热利用率较低,优化空间较大,完全可通过工艺优化将T407塔顶气热量用于T401釜液的加热。
2 低温余热回收利用技改
2.1 除氧器乏汽回收技改
结合锅炉系统1#~4#除氧器乏汽的性质,统筹考虑系统脱盐水供需平衡,设计不同的回收利用工艺路线,实现系统的自动控制,即通过技改对除氧器外排乏汽余热予以回收利用。
中新化工锅炉系统采用三开一备的方式满足甲醇装置和乙二醇装置的满负荷运行所需,结合4台除氧器的相关参数,设计两种不同的工艺路线对除氧器外排乏汽余热进行回收利用。1#~3#除氧器外排乏汽回收流程[见图1(a)]:增加乏汽收能器,130℃的乏汽与45~55℃的冷脱盐水在乏汽收能器中逆向接触充分混合后,混合液(控制温度为75~80℃)直接去除氧器排净口阀,然后送疏水箱,不凝气则通过乏汽收能器顶部排放口放空(放空口接至除氧器顶部排氧口处),吸收乏汽热量后疏水箱中的水通过疏水泵送除氧器使用。4#除氧器外排乏汽回收流程[见图1(b)]:增设乏汽回收换热器,130℃的乏汽通过乏汽回收换热器与管网过来的冷脱盐水换热回收潜热后,乏汽冷凝液直接去除氧器排净口阀,然后送疏水箱,不凝气则通过乏汽回收换热器不凝气排放口放空,冷脱盐水吸收乏汽的热量升温后进除氧器使用。经测算,本技改项目不仅年可回收热量约3.27×1010kJ,折合年节约标煤约1117t,实现了除氧器乏汽余热的回收利用,而且解决了乏汽现场放空影响周围环境、设备的问题。
2.2 优化0.2MPa蒸汽管网的用汽结构
分析乙二醇装置0.5MPa蒸汽的用汽情况,决定将用汽温度较低的加热器由0.5MPa蒸汽加热改为0.2MPa蒸汽加热,以减少品位较高的0.5MPa蒸汽的用量,同时解决0.2MPa蒸汽富裕放空的问题。
经统计分析,可采用0.2MPa蒸汽替代0.5 MPa蒸汽加热的设备有加氢预热器 (E101)、DMO 加热器 (E306) 和 DMO 加热器 B(E306B),其实际用汽温度分别为120~130℃、100℃、100℃,用汽量分别为1t/h、3t/h、3t/h。将E101、E306和E306B用汽设备各增加一路0.2MPa供汽管线及相应的阀门,并保留原0.5MPa蒸汽管线,确保可以互为备用。正常生产中E101、E306、E306B投用0.2MPa蒸汽,实现用汽设备与蒸汽等级匹配,避免了0.2MPa蒸汽富裕放空而造成的能源浪费。按照冬季3个月0.2MPa蒸汽富裕量计算,年可节约0.5MPa蒸汽约18000t,折合年节约标煤约1670t。
2.3 工艺冷凝液余热利用
中新化工甲醇装置精馏系统采用三塔精馏工艺,满负荷生产时0.5MPa蒸汽用量约50t/h,50%负荷时0.5MPa蒸汽用量约38t/h;中新化工乙二醇装置精馏系统采用八塔精馏工艺,正常生产时0.5MPa、1.0MPa、1.7MPa各等级蒸汽用量合计约100t/h。由于蒸汽管网压力分级限制,部分用汽设备存在高质低用的情况。
与此同时,中新化工甲醇装置和乙二醇装置合计约250t/h的工艺冷凝液汇总至二级闪蒸罐后温度约102℃,经循环水冷却降温后送至脱盐水精制系统,不仅工艺冷凝液的余热未能有效利用,而且要消耗大量的循环水来移热。为充分利用工艺冷凝液的余热,决定采用蒸汽喷射式热泵供热系统与原有热力系统并联,将加热器、再沸器等用汽设备排出的蒸汽冷凝液产生的二次蒸汽经专门设计的流量调节式热泵增压后,供再沸器等设备使用。
本技改保持原进汽阀不变,增加热泵阀组、汽水分离器、增压泵等相关设备,热泵为可调式,以实现蒸汽喷射式热泵供热系统的自动调节。改造后,蒸汽喷射式热泵供热系统主要包括汽水分离器、热泵及用汽设备(再沸器),工艺冷凝液减压进入汽水分离器闪蒸,加热蒸汽进入喷射式热泵,在吸入口形成低压区,卷吸汽水分离器出口的闪蒸汽,两种蒸汽混合后进入用汽设备加热物料,通过热泵调节使混合汽与被加热物料需求蒸汽等级相匹配,物料被均匀加热,从而减少高品位蒸汽的使用,闪蒸后温度降低的工艺冷凝液经增压泵提压送冷凝液管网[1]。技改后工艺冷凝液余热利用系统工艺流程如图2。

图2 工艺冷凝液余热利用系统工艺流程简图
在甲醇精馏系统中,将加压塔再沸器蒸汽冷凝液、预塔再沸器蒸汽冷凝液送入汽水分离器进行闪蒸,闪蒸汽通过蒸汽喷射式可调节热泵与0.5MPa蒸汽混合后送加压塔再沸器使用,外排冷凝液温度降至100~105℃。在乙二醇装置中,冷凝液余热利用分为两组:一组由E404、E405和E408组成,将E405和E408的高温冷凝液分别送入各自新增的汽水分离器进行闪蒸,通过热泵用于自身加热后,冷凝液全部送入E404新增的汽水分离器再次闪蒸,通过热泵将闪蒸汽用于E404加热,此举可降低外排冷凝液温度至100~105℃;另一组由E412、E414和E605组成,将E414和E605的高温冷凝液分别送入各自新增的汽水分离器进行闪蒸,通过热泵用于自身加热后,冷凝液全部送入E412新增的汽水分离器再次闪蒸,通过热泵将闪蒸汽用于E412加热,此举可降低外排冷凝液温度至100~105℃。
冷凝液余热经上述方式回收利用后,排液温度明显降低(见表1),降温后的冷凝液进冷凝液管网送系统循环利用。经测算,本技改项目投运后,年可节约0.5MPa蒸汽约86400t,折合年节约标煤约8019.6t。
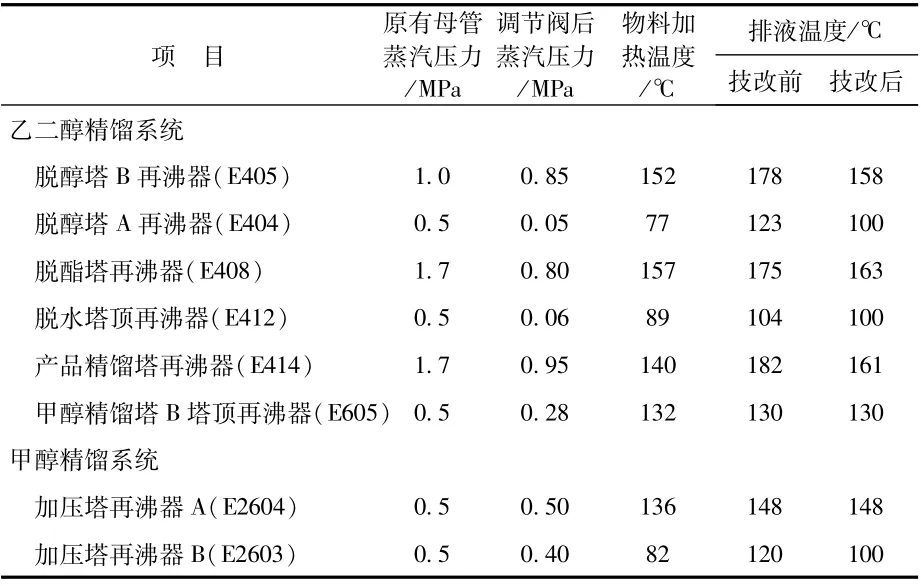
表1 技改前后精馏系统用汽设备运行数据
2.4 优化工艺流程
中新化工按照“各装置低温热源在尽量避免用循环水冷却的前提下,首先考虑在本装置内使用,多余的才考虑送出装置统一回收”的这一原则,对乙二醇装置精馏系统工艺路线进行如下优化改进[2](见图3):在产品精馏塔(T407)塔顶新增1台换热器(E433),用于脱醇塔A(T401)塔釜物料[T401塔釜物料通过新增输送泵(P433A/B)送至E433]与T407塔顶气换热,以充分回收T407塔顶气相的热量,减少循环冷却水及T401蒸汽用量;T407塔顶气经过E433换热后未冷凝的气相按原流程经循环水冷却器(E413)冷却。
经测算,乙二醇精馏系统工艺流程优化改进后,年可节约0.5MPa蒸汽约72000t,折合年节约标煤约6683t。
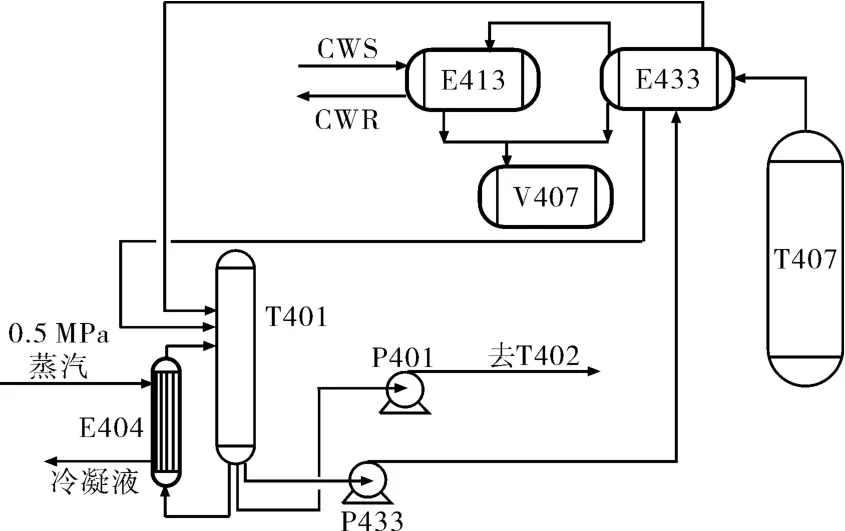
图3 优化改进后乙二醇精馏系统工艺流程简图
3 结束语
中新化工遵循低温余热利用“温度对口、梯级利用”的总体原则,充分挖潜其甲醇装置和乙二醇装置的余热利用空间,合理选取余热使用对象,有效回收了系统内的低温余热,避免了部分用汽设备高质低用的情况,有效降低了公用工程介质——蒸汽的使用量。上述措施落实后,折合年节约标煤约17489.6t,实现了煤化工装置的节能减排与优质低耗运行。
猜你喜欢
氮肥与合成气(2023年2期)2023-02-14
世界有色金属(2021年12期)2021-11-02
冰雪运动(2021年2期)2021-08-14
广州化工(2020年5期)2020-04-01
世界有色金属(2018年8期)2018-06-28
中国盐业(2018年23期)2018-03-30
中国设备工程(2018年12期)2018-01-30
化工学报(2016年10期)2016-10-13
中国塑料(2015年5期)2015-10-14
山东工业技术(2014年19期)2014-08-15
