克劳斯硫回收尾气处理工艺技改总结
2021-12-24 02:49何伏牛赵俊豪
中氮肥 2021年3期
何伏牛,赵俊豪
(河南晋煤天庆煤化工有限责任公司,河南沁阳 044592)
0 引 言
河南晋煤天庆煤化工有限责任公司(简称晋煤天庆) “30·52·3”项目(300kt/a合成氨、520kt/a尿素、3×108m3/a煤制天然气),气体净化(脱除CO2、H2S)采用低温甲醇洗工艺,产生的高浓度H2S酸性气(浓度约25% ~32%,流量约5000~6000m3/h)送硫回收系统处理;硫回收系统采用荷兰荷丰公司的超级克劳斯硫回收工艺,在处理酸性气的同时副产纯度99.9% (质量分数)的固体/液体硫磺产品,含微量H2S、SO2等的尾气执行《大气污染物综合排放标准》(GB16297—1996)中规定的新建装置SO2排放浓度须小于960mg/m3[1]的标准。
硫回收系统2016年5月投运即面临环保排放和高能耗问题,SO2排放浓度虽达到小于960 mg/m3的指标要求,但这是在焚烧炉配风燃烧及稀释排放物的情况下实现的,总的SO2排放量并没有减少;焚烧炉助燃空气鼓风机电机功率1250kW,硫回收系统日用电量高达17500~20000kW·h,虽然合成氨、煤制天然气主装置于2017年6月达产达标,但硫回收系统尾气SO2排放指标始终徘徊在国标的门槛边缘。随着国家对节能减排、大气污染深度治理工作的推进,以及有关法律法规的修订完善与实施,晋煤天庆硫回收系统已不能满足新环保形势的需要,对其进行改造已迫在眉睫。于是,晋煤天庆于2016年10月在硫回收系统焚烧炉出口增设氨法脱硫系统,2019年3月开始将氨法脱硫系统改为复合胺法脱硫系统;复合胺法脱硫系统于2019年11月进行运行调试,2020年4月生产系统大修期间处理系统漏点及缺陷问题,其后运行稳定,目前硫回收系统尾气达到最新环保排放指标要求。
1 超级克劳斯硫回收系统工艺流程简介
超级克劳斯硫回收工艺由第一克劳斯催化反应段、第二克劳斯催化反应段、超优克劳斯反应段、超级克劳斯反应段、焚烧段5个部分组成。
来自低温甲醇洗系统温度38℃、压力0.127MPa、流量5000~6000m3/h的酸性气进入主燃室,配入纯氧使酸性气完全燃烧,气体送入两级克劳斯催化反应单元;工艺气中的H2S和SO2在第一克劳斯反应器(R61501)、第二克劳斯反应器(R61502)中反应并达到平衡,出R61502的工艺气降温(231℃)分离液硫后,气体(174℃)用中压蒸汽加热至195℃,进入超优克劳斯反应器(R61503)进行催化转化反应,其后工艺气(168℃)送往超级克劳斯反应器(R61504),反应气冷却分离液硫后送入焚烧炉焚烧,H2S含量<5×10-6、SO2含量<960 mg/m3的尾气通过高筒烟囱排入大气;废热锅炉(E61501)、冷凝器(E61502)产生的低压蒸汽(158℃、0.5MPa)用于硫回收系统内加热,剩余的蒸汽输出界外;各硫冷凝器分离出的液硫经液硫封自流入液硫池,后续加工成硫磺外销。
2 硫回收系统第一次技改
2016年10月初,克劳斯硫回收系统分别进行了2项技改:一是在焚烧炉出口增设氨法脱硫系统(如图1),投用后排放尾气中SO2含量降至150~350mg/m3;二是将焚烧炉配风稀释排放尾气的1250kW 电机更换为560kW 的节能电机,硫回收系统日用电量降至14000~15000 kW·h,电耗大幅降低。上述优化技改完成投运后,仍然存在如下问题,整套系统勉强维持运行至2019年初。
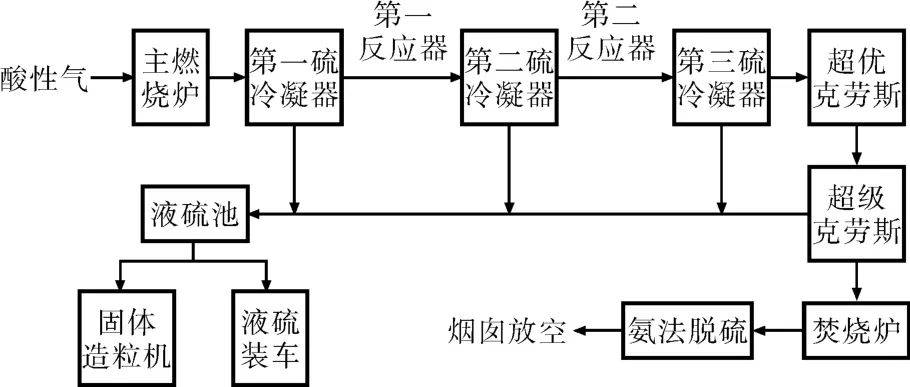
图1 增设氨法脱硫后系统工艺流程框图
(1)氨法脱硫技术提供方设计经验不足,设计的气液比偏低,气液分布器气体分配不均匀,系统操作弹性小,焚烧炉出口气经氨法脱硫后,尾气中SO2含量为150~350mg/m3,达不到最新排放指标要求;操作中加大脱硫溶液循环量及氨水加入量又会出现严重的烟囱拖尾现象;此外,管线与设备材料选型及执行标准低,安装施工存在质量问题,脱硫塔内衬玻璃钢挂片使用过程中大量脱落,设备、管线因腐蚀窜气、漏液,现场周边SO2味道刺鼻,不能正常巡检。
(2)硫回收系统焚烧炉排放气中H2S含量虽在5×10-6以下,但因H2S与SO2在氨法脱硫系统中反应生成单质硫(2H2S+SO2==3/xSx+2H2O),单质硫随脱硫溶液在系统内循环累积,影响硫酸铵的结晶,不能正常产出硫酸铵产品,系统长期运行后大量硫酸铵溶液无法处理。
3 硫回收系统第二次技改
2019年3月晋煤天庆开始对氨法脱硫系统进行优化改进,将氨法脱硫工艺改为复合胺法脱硫工艺(俗称离子液吸收SO2工艺)。2019年10月施工结束,系统经过水联动试车、置换、试压消漏、轻负荷调试后转入正常运行,于2020年3月达到国家工业生产尾气排放标准。
3.1 复合胺法脱硫工艺简介
克劳斯硫回收焚烧炉出口经废热锅炉回收热量后的约135~140℃的烟气进入复合胺法脱硫系统洗涤塔,烟气经洗涤、降温、除尘后,由下部增压风机加压送入吸收塔;洗涤循环水经洗涤塔泵加压进入板式换热器降温后送至洗涤段上部,自上而下与烟气逆流接触,对烟气进行洗涤、降温、除尘。循环使用的洗涤水经塔底液位调节阀后送入汽提塔,汽提后的污水经调节pH合格后排入污水处理系统进一步处理。
洗涤塔送来的烟气,在离子液吸收塔内通过填料层与自上(喷淋)而下的贫液逆流接触,脱除SO2后的尾气在吸收塔上部经过除沫器回收尾气中夹带的离子液后,进一步经过滤器滤掉携带的微小颗粒杂质,SO2含量约0~30mg/m3的尾气经烟囱(利旧)达标排放。吸收了SO2的富液从吸收塔底部引出,经富液泵加压进入贫富液换热器,升温至约90~95℃进入再生塔,再生塔底部的溶液通过再沸器利用0.4~0.6MPa的低压蒸汽间接加热,以维持再生塔底温度在105℃左右,使溶液彻底再生合格;再生合格后的贫液(温度102~105℃)依次经贫富液换热器、贫液冷却器换热降温至约40℃后进入吸收塔上部吸收段循环使用。再生塔顶部引出的再生气经再生气冷凝器冷却降温至40℃,进入分离器分离水分,含SO2的再生气送至克劳斯硫回收主燃烧炉燃烧,分离出的冷凝液据液位高低经回流泵加压送回再生塔打循环,以维持再生系统的溶液平衡。为控制离子液中热稳定性盐的含量在指标范围内,间断操作运行脱盐撬装将溶液中分离出的阴离子和阳离子定期排出,处理后的洗涤水送入洗涤塔作为补水,净化后的离子液返回吸收塔或储槽循环使用。
3.2 复合胺法脱硫系统开车及试运行情况
3.2.1 开车/试车的准备工作
公用工程满足系统开车要求,各种介质输送至装置现场,确认全部设备处于备用状态。设备经过单体、联动试车,系统经过水联动试车、清洗、管路及设备冲洗、建立水循环洗涤、系统加热清洗、化学清洗、碱洗、水洗置换等一系列准备工作后具备开车条件。值得强调的是,新建管道必须进行化学清洗,避免施工中产生的油污等杂质污染系统离子液,影响其吸收效果。
3.2.2 开车溶液的制备
用脱盐水建立吸收塔、再生塔低液位(约30%~35%)水循环。从设备导淋排出清洗水至地下槽,加入30%的NaOH溶液打入系统,配制好pH=14、浓度3% ~5%的碱洗溶液。投用再沸器,再生塔底部升温至80~90℃(严格控制升温速率在30~50℃/h,以免升温过快致设备及管线受热不均而产生安全隐患),通过调整贫液冷却器循环水量控制吸收溶液入吸收塔温度在约40~45℃,按照原溶剂∶脱盐水≈1∶(1.0~1.5)的比例配制溶液并建立循环,碱洗时间约24~36h。
3.2.3 投料试车及运行
在吸收溶液建立且稳定循环的条件下,各项指标分析合格、符合开车接气条件后,将克劳斯硫回收系统烟气缓慢送入复合胺法脱硫系统,维持烟气、吸收液系统的稳定运行;再生气分离器液位控制投为“自动”状态,当再生气分离器液位高于50%时,启动另一台回流泵向再生塔顶补入冷凝液;当系统运行稳定具备加负荷条件时,送气量增至设计负荷的约50% ~70%,将再生塔压力调整至约20~25kPa后投“自动”,关闭SO2放空火炬阀门,再生气送克劳斯硫回收系统主燃烧炉。系统转入正常运行后,逐渐将烟气全部导入,每2h分析1次贫液中的SO2含量,密切关注吸收液中SO2、杂质等的含量。
3.2.4 运行效果
复合胺法脱硫系统运行过程中,离子液分析数据见表1,系统进出口烟气分析数据见表2。可以看出,克劳斯硫回收系统出口烟气中SO2含量在1100~1684mg/m3之间波动,远高于直接排放指标960mg/m3,但经离子液脱硫后,最终排放尾气中SO2含量维持在7mg/m3(GB16297中二级最高允许排放浓度)以下,离子液表现出良好的吸收效果及工艺操作弹性。值得一提的是,稳定的溶液pH和定期及时脱除溶液中的杂质,方能维持离子液有较好的吸收能力。
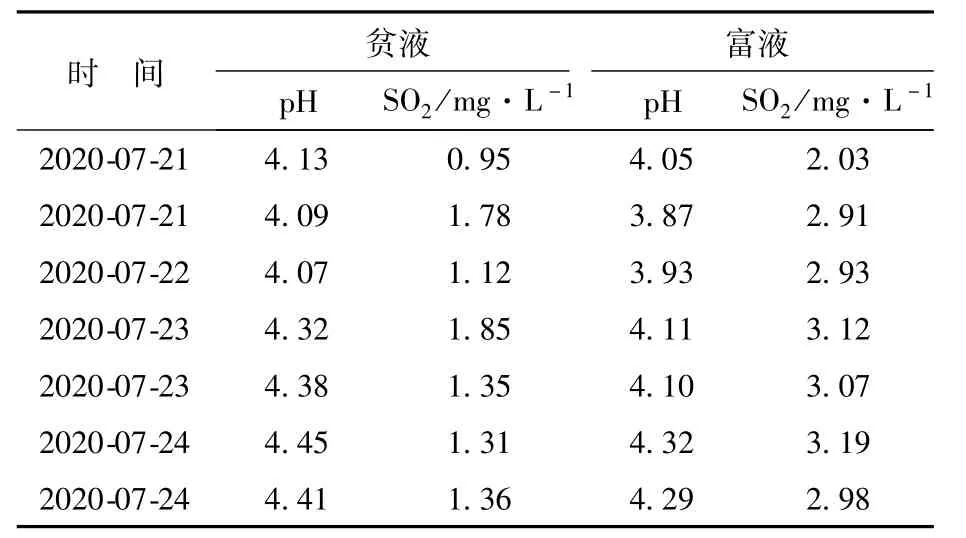
表1 复合胺法脱硫系统离子液分析数据
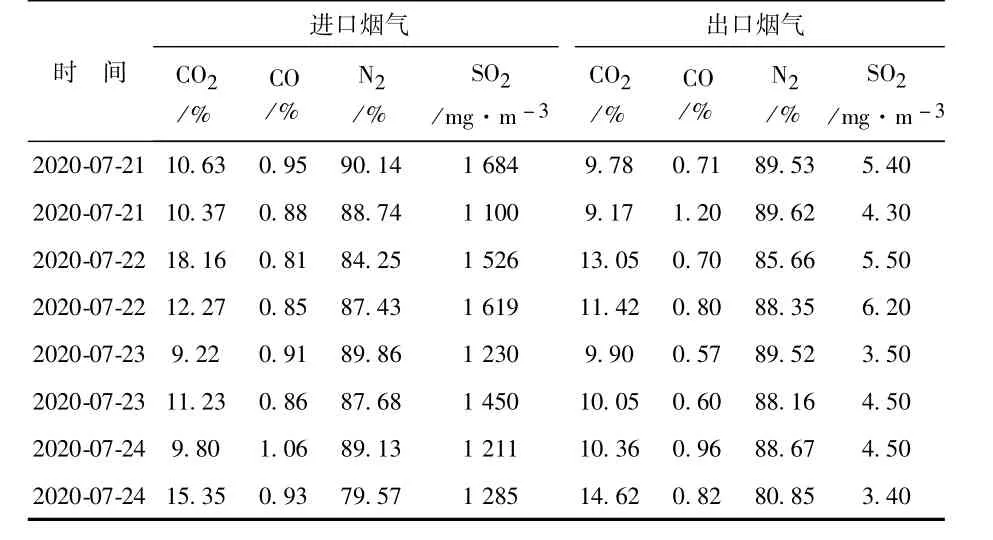
表2 复合胺法脱硫系统进出口烟气分析数据
4 第二次技改后出现的问题及优化改进
随着复合胺法脱硫系统运行趋于稳定,克劳斯硫回收系统日用电量由第一次技改后的14000~15000kW·h降至10000~10500kW·h,系统用电量大幅下降;但随着系统运行负荷的提高,又逐渐凸显出以下问题。
(1)正常运行中离子吸收液温度应维持在40~45℃,但实际运行达60~75℃,严重影响其吸收效果。分析认为,随着各装置的扩能技改以及复合胺法脱硫系统的投运,需要的循环冷却水量增加,但循环水系统没有扩容(仍采用原氨法脱硫系统配套的循环水系统),冷却水供应量不能满足生产所需,离子液换热效果差,吸收能力变差。之后,通过对循环水上水管线加装75kW 的管道增压泵提高循环水流量,强化水冷器的换热效果,离子液的吸收能力恢复正常。
(2)低温甲醇洗系统送至硫回收系统的原料酸性气量波动幅度在100~600m3/h,导致排放尾气中的SO2含量同频在0~200mg/m3范围内波动,在线SO2监测数据时有超标。分析认为,其原因在于低温甲醇洗系统运行负荷过高,热再生塔解吸液位波动,酸性气浓度及解吸量随负荷变化调节阀自动调整,但气量波动有放大效应。为此,在低温甲醇洗H2S气体分离器(S04)进口增设1条副线(DN40)至其出口,平衡S04进出口气体的流量和压力,将酸性气量波动幅度控制在50~300m3/h,从而有效地将尾气中的SO2含量控制在0~100mg/m3。
(3)据表2分析数据可知,出克劳斯硫回收焚烧炉烟气中的SO2含量大致在1100~1700 mg/m3,超高SO2含量的烟气进入复合胺法脱硫塔,压缩了复合胺法脱硫系统的操作弹性,尾气SO2含量易超标。分析认为,第一克劳斯反应器(R61501)、第二克劳斯反应器(R61502)硫回收催化剂,原为荷兰荷丰产品,达到使用寿命后,为降低生产成本,将第一、第二克劳斯反应器内催化剂更换为了国产催化剂,而超优克劳斯反应器、超级克劳斯反应器内催化剂达到使用寿命后没有更换,导致克劳斯硫回收系统催化转化反应进行得不够彻底。于是,在停车检修间隙将超优克劳斯反应器、超级克劳斯反应器内催化剂全部予以更换,其后焚烧炉出口烟气中的SO2含量降至了直接排放指标960mg/m3以下。
(4)系统运行负荷提高后,尾气中的氮氧化物含量出现超标情况。为此,在烟囱总排放口增配φ1200mm管线至锅炉除尘系统,即将尾气送至锅炉烟气氨法脱硫系统再次处理,杜绝克劳斯硫回收系统尾气排放超标。
2020年4月15日生产系统停车大修,借合成氨装置停车大修的机会,克劳斯硫回收系统就以上问题落实整改措施,2020年5月15日生产系统检修后重启,目前系统运行稳定,硫回收系统尾气达到环保排放指标要求。
5 结束语
目前,用于硫回收系统吸收SO2的离子液普遍存在热稳定性较差的问题,但复合胺法脱硫工艺吸收温度操作范围广,再生温度易控制,离子液具有较高的热稳定性,使用过程中溶液无腐蚀、损耗低;克劳斯硫回收焚烧炉出口烟气中SO2含量高达1100~1700mg/m3,远高于直接排放指标,但通过离子液吸收后可将SO2含量降至GB16297中二级最高允许排放浓度以下,离子液表现出良好的吸收效果及工艺操作弹性,复合胺法脱硫工艺运行的稳定性、经济性及其低排放的特点,在保证克劳斯硫回收系统尾气达标排放方面具有广阔的应用前景,晋煤天庆的有关探索可为业内带来一些参考和借鉴。
猜你喜欢
石油化工自动化(2020年6期)2020-12-09
环球市场(2020年14期)2020-08-20
中国特种设备安全(2020年11期)2020-06-09
山东化工(2020年9期)2020-06-01
消费导刊(2018年10期)2018-08-20
智富时代(2018年3期)2018-06-11
智富时代(2018年3期)2018-06-11
民间故事选刊·上(2016年8期)2016-08-17
中学生数理化·教与学(2016年6期)2016-06-15
当代化工研究(2016年6期)2016-03-20