抬底千斤顶耳板焊接工装设计
2021-12-24 09:24:52刘振辉于雁冰
重型机械 2021年6期
刘振辉,宋 会,于雁冰
(河南能源化工集团重型装备有限公司,河南 开封 475000)
0 前言
在科技发展的引领下,煤矿企业越来越注重生产效率的提高,对液压支架的质量及性能提出了越来越高的要求。目前,我国制造的液压支架与一些发达国家相比还存在一些差距,千斤顶作为液压支架的重要部件之一,对液压支架的质量及性能起着至关重要的作用。为了顺应时代的前进步伐,打造出高质量的液压支架,同时,提高企业的工作质量和效率,设计一种抬底千斤顶耳板焊接的专用工装就非常有价值。
1 焊接件结构及工艺分析
1.1 焊接件结构分析
抬底千斤顶安放在液压支架底部的前端,其上端和底座过桥相连接,另一端压在推移框架上,是实现抬底座的关键部分。耳板用于固定抬底千斤顶,其在抬底千斤顶上的位置结构如图1所示。两个缸筒成一个整体,当耳板焊接、内壁加工后再截成两个,这样可以提高加工效率。可以看出四个耳板分布在缸筒上,且在一条直径上对称。根据焊接件耳板的结构特点,焊缝为角焊缝,上下两面对称布置。工装的设计要求能够对缸筒及耳板的位置定位,包括耳板相对缸筒左右端面的距离、上下高度位置。
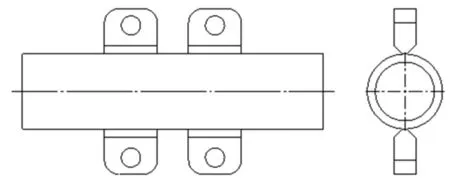
图1 抬底千斤顶耳板结构
1.2 焊接件工艺分析
根据焊接件的材料性能,选择混合气体保护焊(80%Ar+20%CO2)焊接。焊接方法采用多层多道、回弧等焊接方法,焊接速度控制在350~450 mm/min之间,焊丝伸出长度为12~18 mm,气体流量在15~20 L/min之间。其特点是:成本低,焊接质量较好,生产效率较高,操作性能好。由于耳板两侧都开有坡口,先进行一侧焊接,然后翻转工件再进行另一侧焊接。由于工件的重量较小,工装设计采用手动翻转。
2 焊接件定位分析
焊接件在工装中的定位是工装设计的重要技术要求,缸筒及耳板的正确定位是保证焊接质量,提高生产效率的关键。
根据抬底千斤顶缸筒及耳板的结构特点和焊接位置分布情况,首先要保证缸筒的定位。由于耳板在缸筒上是水平分布的且在一条直径上,因此,缸筒的水平定位很关键。其水平定位基准是缸筒的两端面,对其一端定位,采用挡板垂直于缸筒端面即可定位。然后耳板在缸筒上定位,要保证其定位基准与缸筒定位在同侧,根据耳板在缸筒上的分布情况,其上下面也要定位。最终,使工人放置好工件后便实现定位,然后对工件直接焊接,既方便工人焊接又提高作业效率。
3 焊接工装设计
为了实现耳板在缸筒上的焊接,设计了一种专用的抬底千斤顶耳板焊接工装,既可以固定好千斤顶又方便工人进行耳板焊接。该焊接工装有两种方案,如图2、图3所示,两种工装方案都主要由底板、支撑座、顶板、限位板等组成。
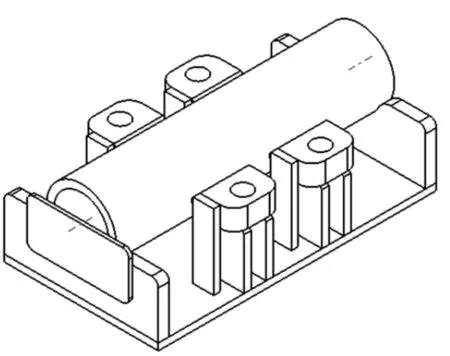
图3 工装2
从图2中可以看出,该工装中设置了4个支撑座,分别用于支撑缸筒与耳板,并且底面与地面接触,其支撑座要求与缸筒同轴且同圆,使缸筒放在支撑座上能够完全接触实现缸筒的上下定位。在支撑座的一端设有定位板,其作用是对缸筒水平定位。在4个支撑板之间分别加小底板进行连接。在耳板的一侧设置定位板,对耳板水平进行定位。为了保持缸筒与耳板的同侧定位,耳板定位板要求放置在缸筒定位板同侧。
从图3中可以看出有一个底板,作为放置支撑座、顶板、限位板的载体,因此要求底板平整,不得有变形的情况,以便保证工件的水平。在底板的两端各有一个支撑座,用于支撑缸筒。考虑到缸筒的重量长度,设置两个支撑座即可。支撑座也要求与缸筒同轴且同圆,能够稳固的实现定位。在支撑座的一端设有定位板用于对缸筒水平定位。在耳板定位时,用了两块顶板,同时在耳板的一侧设置水平定位板,对耳板水平进行定位。要求耳板定位板与缸筒定位板同侧,保证缸筒与耳板的同侧定位。顶板及定位板的宽度要适中、位置合理,在保证耳板定位的情况下,不能对缸筒位置形成干涉。
对比两种方案,图2中四个支撑座分别与地面接触,而图3中用了一个底板与地面接触,避免了多个零件与地面接触,同时,地面接触面较大且平整,容易保证工装的平整性。在耳板的上下定位中,图2用支撑座定位,由于一个支撑座的接触面较小,容易导致耳板定位不稳,相比图3中用两个顶板支撑耳板,比较稳固,而且两个顶板的用料比一个支撑座还要小。综上对比,图3中的方案优于图2方案,因此,选出较优的图3方案作为焊接工装。
该工装的设计同时考虑了工人作业的便捷性、适用性和经济成本。该工装高度适中,工人作业很方便;能充分满足对缸筒及耳板的定位,便于焊接;工装结构简单,经济成本也较低。
4 结束语
本文对抬底千斤顶耳板的结构分析与工艺分析,明确了缸筒与耳板的结构特点及焊接工艺方法。根据其结构特点确定了缸筒及耳板进行定位的两种方案。通过对比,选择出了一种较优的方案作为抬底千斤顶耳板焊接的专用工装,目前该工装使用效果很好。该工装的设计特点:
(1)缸筒与耳板进行水平同侧定位实现焊接。
(2)本工装的制造成本低,使用方便,可以固定好千斤顶方便焊接工人进行耳板焊接。
(3)本工装有效保证了耳板的位置精度,提高了工作效率及焊接质量。
猜你喜欢
包装工程(2022年15期)2022-08-23 07:26:30
昆钢科技(2021年4期)2021-11-06 05:31:06
世界有色金属(2021年13期)2021-11-03 13:05:12
工业加热(2021年8期)2021-09-11 09:29:42
装备制造技术(2021年2期)2021-07-21 05:38:30
机械工程师(2020年10期)2020-11-26 03:46:54
中国新技术新产品(2020年4期)2020-05-05 15:51:36
建筑机械化(2018年7期)2018-07-31 07:13:26
装备环境工程(2015年5期)2015-02-28 01:20:41
西安建筑科技大学学报(自然科学版)(2014年5期)2014-11-10 02:34:24