
大型轴类楔横轧机振动力学模型与数据分析
2021-12-24 09:24杨千华楚志兵秦建新黄贤安周新亮姬亚锋拓雷锋
重型机械 2021年6期
薛 春,杨千华,楚志兵,秦建新,黄贤安,周新亮,姬亚锋,拓雷锋
(1.太原科技大学 材料科学与工程学院,山西 太原 030024;2.太原重工股份有限公司,山西 太原 030024)
0 前言
振动普遍存在于机械设备领域[1-4],它的存在直接影响着机械设备的工作性能与使用寿命,严重时会破坏机械结构,造成巨大损失,也会产生噪声,影响人们的身体健康[5-8]。随着国家建设事业的发展,需要的轧机也越来越多,对于轧机的要求也增强,在实现快速,高效生产的过程中,振动问题是影响其正常运转的一个重要的影响因素,故而进行轧机振动力学是当前重要的研究方向。
国内外不少学者针对轧机的振动问题进行了研究。郭佳,李茂彬等[9]人介绍了机械振动产生的原因和常见的振动类型,列出了控制和消除的途径和振动的三类分析方法,最后陈述如何建立正确的的力学模型和数学模型,为后续的仿真分析打下基础。林远东[10]利用幅频特性曲线和相频特性曲线分析了系统稳态响应的动力学特征,进而探讨了系统各特性参数对高速旋转偏心质量机械系统振动的影响。Tlusty J L等[11]利用四自由度对称模型研究工作辊与轧件间的变刚度系统导致的轧机参数激励振动。杨其俊,连家创等人[12]利用轧机振动状态下的轧制理论模型和机械振动理论中的能量判据,给出了在垂直振动力及干摩擦阻尼等作用下轧机系统稳定性的数值方法;P. Frank Pai等[13]建立多自由度振动系统模型计算当某一稳态轧机受外扰后对其他相邻轧机的影响;孙恒[14-15]进行了六辊冷轧机垂直系统与扭转振动的研究,为轧机结构涉及提供了理论依据。
1 轧机振动模型构建
轧机在工作中的振动主要有垂直振动与传动系统的扭转振动,在进行模型建模的时候,主要有有限元建模与质量-弹簧建模法,其中质量-弹簧建模法相对于有限元建模法建模简单,较为适用于轧机的振动模拟,本文以大型轴类楔横轧机为研究对象,建立轧机振动模型,进而研究在工作过程中振动对于机器的影响,从而减少振动带来的影响,实现轧机的安全高效生产。
在研究轧机振动时,根据振动简化轧机的模型,建立五弹簧不对称质量-弹簧系统[16]。由此建立轧机的振动模型,如图1所示。其中m为各部件的等效质量,k为各部件的等效刚度,c为阻尼系数。

图1 轧制过程中垂直振动结构
2 轧机振动结果分析
2.1 垂直振动分析
垂直振动是根据振动频率的不同,可以分为第三倍频程颤振(120~250 Hz);第五倍频程颤振(500~700 Hz)。在以往的研究中指出,第三倍频程会在短时间内累积能量,振幅将扩散,同时有噪声产生,是危害最大的一种振动频率。第五倍频程比较难以察觉,大多数情况下,在第五倍频程发生时第三倍频程已经发生,故第五倍频程的危害性相对于第三倍频程较小。
轧机垂直振动结构模型所对应的系统运动微分方程为

轧机工作过程中垂直振动的计算公式
式中,m表示各部件的等效质量;k为各部件及其之间的等效刚度。
k4=k4k3ks/(k4k3+k4ks+k3ks)=2.8
代入数据后得
将数据运用MATLAB软件进行计算,将计算得到的不同振型下的频率,从而研究在不同的情况下的振动规律,进而可以详细分析垂直振动对于轧机的影响,找到合适的振幅,避免由于振动而影响机械性能,从而引起机械结构破坏。
如图2所示为轧机垂直振动系统主振型与固有频率,从图2中可以看到,在频率为588.217 Hz时对应的主振型上、下辊位移量最大且方向相反,且在五倍频程范围内,与五倍频程的振型大致一样。
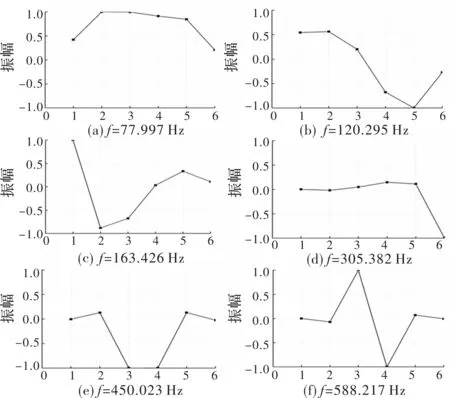
图2 轧机垂直振动系统主振型与固有频率
由图2可知,工作辊在振动时相位相反的主振型是在120.295 Hz,163.426 Hz,588.217 Hz,通过f=120.295 Hz振型图可以看出,两工作辊的振幅相差接近。由于在工作的过程中上下辊受到的轧制力大小相等,方向相反,使得动作辊的主要包括120.295 Hz,163.426 Hz,588.217 Hz,对于因为垂直振动系统的第二阶主振型只有一个节点,完全有可能避免这个节点出现在上下工作辊之间,第二阶主振型有可能在两工作辊之间不存在节点,如果第二阶主振型的两工作辊间没有节点,产生第三倍频程自激振动的现象就很小。
2.2 扭转振动分析
扭转振动会引起传动系统零部件的疲劳效应,严重时会引起零部件的损坏,其中破坏大多发生在传动部件,而传动部件故障一般占在轧机故障的60%~70%。扭转振动的频率一般在5~20 Hz,其为主传动系统的第一阶固有频率。在已有的研究中,提出了产生扭转振动的机理,同时提出通过降低润滑剂粘度,提高边界润滑性,从而抑制轧机扭转振动的方式。
轧机在工作过程中扭转振动计算公式

式中,J为转动惯量;kt为各部件的转动刚度。

代入数据后得
将各公式运用Matlab进行编程,通过计算得到可视化的图像,对其进行分析,从而得到扭转振动对于轧机工作工作的影响。
如图3所示为轧机主传动系统主振型与固有频率,由图3可知,轧机上扭转振动的固有频率和主振型,其中0频代表的是作为一个刚体进行转动,此时没有发生扭转振动。由图3可知,轧机主传动系统扭转振动的第一阶固有频率为f1=14.02 Hz,对系统动载荷起主要作用的是第一阶固有频率(基频)。系统的第一与第二阶固有频率的差距较大,扭转系统其比值f2/f1=3.1,根据有关资料,只要f2/f1大于2,系统的动态特性就较好。可见轧机扭转振动状态是较好的,为扭转振动的研究提供参考。
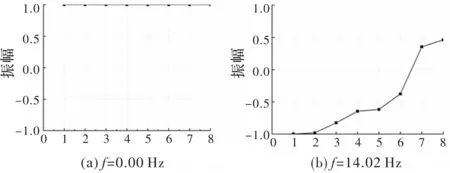
图3 轧机主传动系统主振型与固有频率
3 结束语
通过建立轧机振动模型,计算出了系统的各阶固有频率和振型,研究了垂直振动与扭转振动的机理与频率,将各公式运用Matlab进行编程,计算得到可视化的图像。
轧机在振动时主要有垂直振动和扭转振动,其中轧机垂直振动主要发生在三倍频程,如果第二阶主振型的两工作辊间没有节点,发生三倍频程自激振动的可能性就很小。轧机扭转振动系统其比值f2/f1=3.1,轧机扭转振动状态是较好的,为以后轧机的研究与生产提供一定的依据。
猜你喜欢
中国造纸(2022年8期)2022-11-24
应用声学(2022年6期)2022-11-23
强度与环境(2022年3期)2022-08-18
一重技术(2021年5期)2022-01-18
一重技术(2021年5期)2022-01-18
医药前沿(2020年1期)2020-02-26
现代信息科技(2019年3期)2019-09-10
山东冶金(2019年2期)2019-05-11
测控技术(2018年5期)2018-12-09
电子制作(2018年10期)2018-08-04
