不同工艺参数下接触轨温度场及应力场的研究
2021-12-24 11:07刘立宝
中国金属通报 2021年19期
刘立宝
(中铁建电气化局集团科技有限公司,河北 保定 074000)
目前,地铁和磁浮领域列车供电的主要方式为接触轨供电,常见的接触轨以钢铝复合轨为主要形式,钢铝复合轨的不锈钢授流面与列车上的受电靴接触,从而实现列车的电力供应。
钢铝复合轨的复合方式较常见的有铆接、焊接、共挤式等,已分别在北京、广州和无锡等地铁线路上得到了广泛应用[1]。焊接复合为目前应用较广泛的主流复合方式,因焊接过程较复杂,其涉及光学、热学、电学等系列复杂过程和反应,其中焊接变形、应力的分布会影响产品结构的尺寸稳定性及性能[2],故进行焊接件的温度场和应力场分布的研究并预测分析其变化情况,以便采取有效措施减小变形,改变应力的分布,改善产品的性能。
本文中的钢铝复合轨为6063铝合金与304不锈钢的复合,其中焊接为304不锈钢的焊接,设定不同的影响因素及工艺参数,利用ANASYS软件对其分析计算,得到对温度场和应力场分布的影响程度及趋势,为产品的理论设计提供依据。
1 模型建立及参数设定
本文中钢铝复合轨的结构形式主要包括工字型的铝合金轨体、不锈钢带及两个弯钩形不锈钢条,轨体通过热挤压工艺成型,弯钩形的不锈钢条是冷拔工艺成型,其与铝合金轨体表面的不锈钢带双侧同时进行焊接,通过此种方式可实现二者的复合。
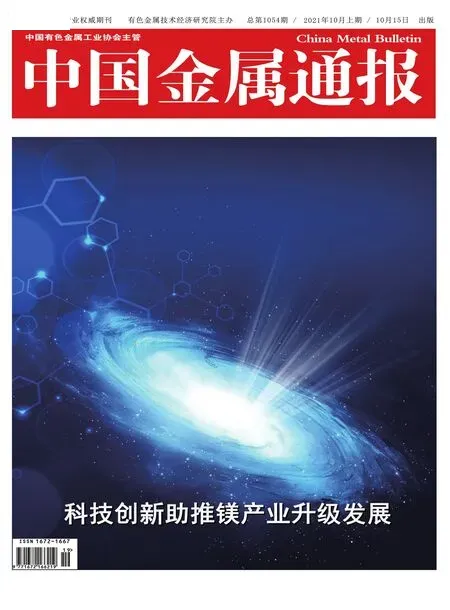
根据钢铝复合轨的结构形式及焊缝位置的特点,经研究建立焊接对接接头的模型,通过单元生死技术实现。因设定的模型为对称结构,故可以对其一半进行建模分析,不锈钢截面模型如图1所示。与常规的不锈钢焊接接头不同的是,本文中钢铝复合轨中的铝合金轨体除作为不锈钢的支撑和约束外,对不锈钢焊接过程中的热量的传输也有很大影响,故在计算时需特别考虑接触轨各部分热量传输产生的影响。故不锈钢带与铝合金轨体的接触面对流系数设定为300W/(m2•℃),设定与空气接触面的对流系数为30W/(m2•℃),初始温度设定为20℃ 。
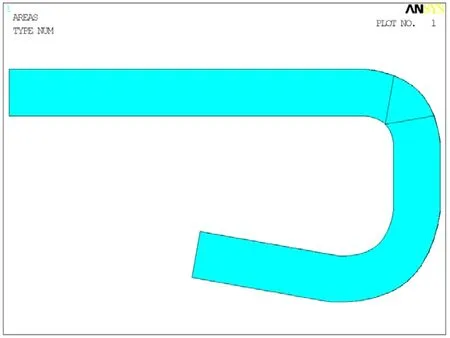
图1 不锈钢截面模型
根据产品设计要求,分析研究焊接速度、铝轨圆弧度和不同焊件长度对变形和应力的影响,故本文中分别设定不同的焊接速度,不同的铝轨圆弧度、不同的焊接长度来进行软件模拟,分析其焊接温度场和应力场的相关情况,得到接触轨变形与应力的趋势及结果。
2 计算结果及分析
2.1 焊接速度的影响
接触轨的焊接速度作为一项关键的工艺参数,对焊接热输入、效率及成型情况均影响很大。故其他参数不变,分别设定焊接速度为v=4mm/s,6mm/s,8mm/s进行模拟计算,表1为不同焊接速度下总体焊接变形和等效残余应力的结果,图2为v=8mm/s温度场和应力场的分布。

图2 v=8mm/s温度场和应力场

表1 焊接速度的影响结果
通过上表的结果可以得到,焊接变形随着焊接速度的增加而逐渐减小,残余应力随焊接速度增加而逐渐增大,这是因为焊接速度较大时焊缝高温停留时间较小,故而可以使焊接变形减小,同时会使焊缝冷却速度加快,焊缝会经历强烈的急冷和急热的过程,导致残余应力增大。但应控制焊接速度在合理范围不能过大,焊接速度过大时,熔池的温度较低,无法保证焊缝成型,容易出现未焊透、未熔合以及成型不良等缺陷,因此,应选择合理的焊接速度。

2.2 圆弧半径的影响
铝轨圆弧半径会影响焊缝成型和焊接效率,同时会影响钢铝复合的效果,对钢铝接触面电阻产生一定的影响。故其他参数不变,分别设定圆弧半径r=3mm,4mm,5mm进行模拟计算,表2为不同圆弧半径下总体焊接变形和等效残余应力的结果,图3为r=4mm时温度场和应力场的分布。

表2 圆弧半径的影响结果
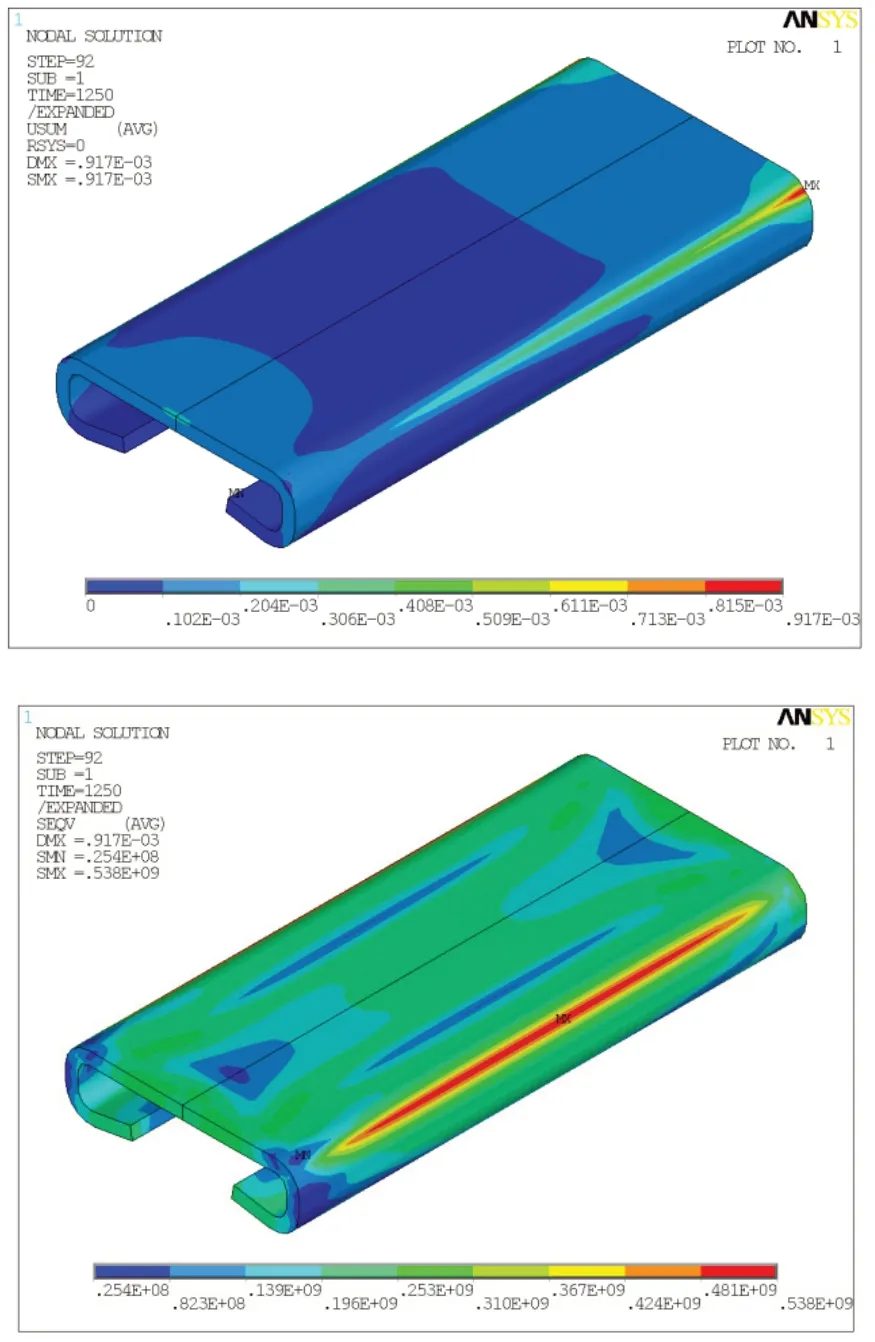
图3 r=4mm温度场和应力场
随着圆弧半径的增大,焊接变形逐渐增大,残余应力略有增加,增加的幅度较小,这是由于圆弧半径的增大相当于焊缝宽度的增大,即焊接热输入随之增加,故残余变形和残余应力均随着热输入增加而增大。
2.3 工件长度的影响
钢铝复合轨线路上的使用长度一般为12或15米,因轨体较长,考虑到模拟计算的时间和效率,为得到其变化规律,在其他参数不变的情况下,分别设定l=200mm,400mm,600mm进行计算,表3为相应总体焊接变形和等效残余应力的结果,图4为l=600mm温度场和应力场的分布。

表3 工件长度的影响结果
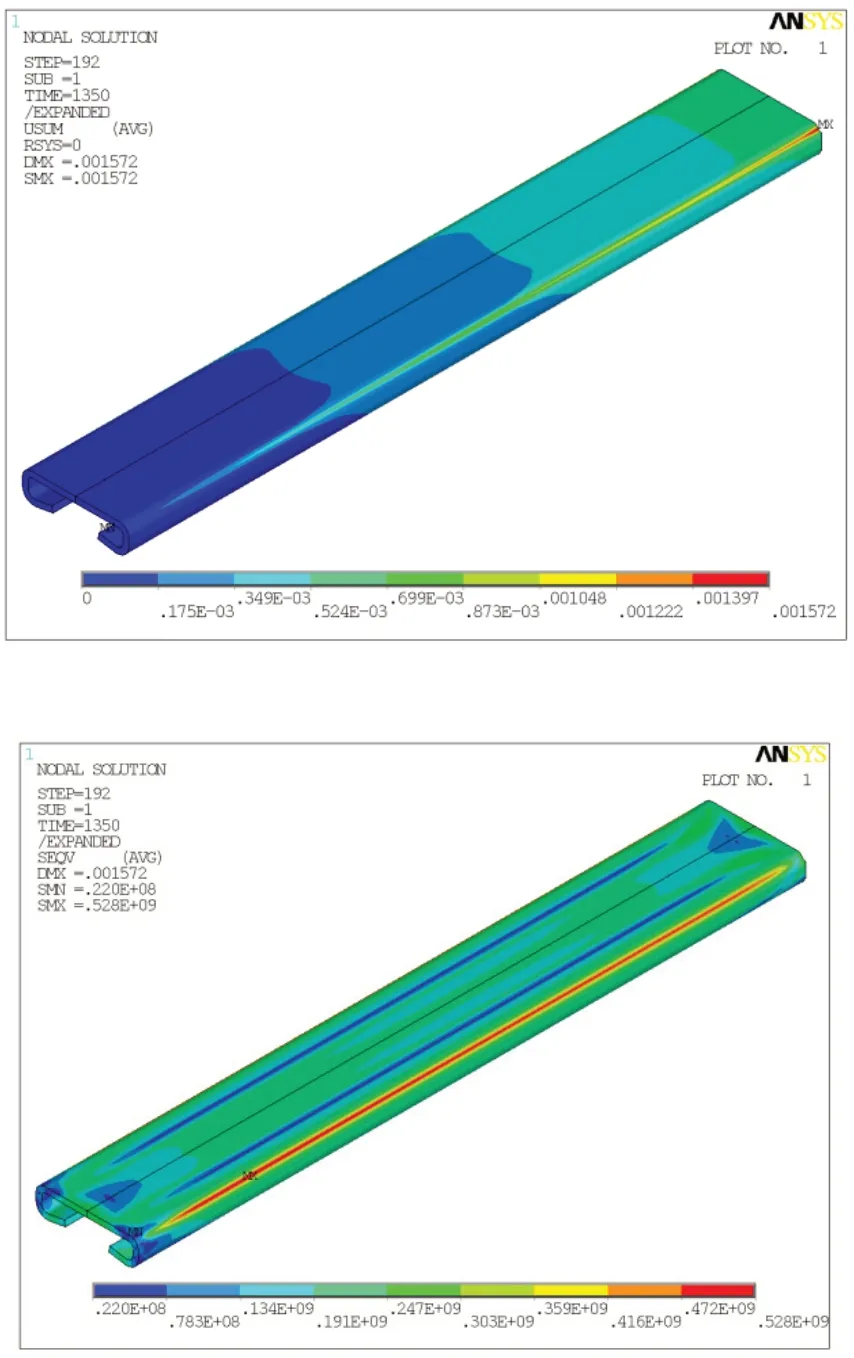
图4 l=600mm温度场和应力场
由计算结果可知,随着工件长度的增大,焊接变形明显增大,残余应力几乎不变,这是由于随着工件长度的增加其刚度逐渐减小,导致残余变形增大。
3 结论
本文研究了不同的焊接速度、铝轨圆弧半径、工件长度对接触轨总体焊接变形和等效残余应力的影响,可以得到以下结果:
(1)增大接触轨的焊接速度能够减少焊接变形,但要控制焊接速度过快,避免过快导致产生焊接缺陷。
(2)减小接触轨轨体圆弧半径,可减小焊缝宽度,能够减小焊接变形。
(3)接触轨工件长度的增加使得其刚度减小,会导致焊接变形的增加。
猜你喜欢
北京大学学报(自然科学版)(2022年4期)2022-08-18
汽车实用技术(2022年5期)2022-04-02
建材发展导向(2022年4期)2022-03-16
强度与环境(2021年5期)2022-01-25
铝加工(2021年3期)2021-12-02
武汉工程大学学报(2019年6期)2020-01-03
学苑创造·B版(2019年4期)2019-05-09
知识文库(2018年7期)2018-05-14