
天然气液化装置冷箱周期性冻堵问题及综合技改
2021-12-23 08:15:14何伏牛郭康达梅喜涛喻明杰
中氮肥 2021年5期
何伏牛,郭康达,梅喜涛,喻明杰
(河南晋煤天庆煤化工有限责任公司,河南沁阳 454592)
0 引 言
河南晋煤天庆煤化工有限责任公司(简称晋煤天庆) “30·52·3”项目(300kt/a合成氨、520kt/a尿素、3×108m3/a煤制天然气),采用鲁奇炉碎煤加压气化工艺生产粗煤气[1],一期项目生产合成氨、尿素产品,于2015年1月18日投产;2016年8月3×108m3/a燃气(煤制天然气)优化技改项目(二期项目)试生产,2017年6月达产达标,二期项目天然气产品分为两部分,一部分经输气站通过管网直接输送至下游用户,另一部分通过天然气液化装置生产LNG后装车销售,其甲烷合成装置采用英国戴维公司的四塔甲烷合成工艺生产煤制天然气(SNG)、天然气液化装置采用杭州中泰深冷技术股份有限公司(简称杭州中泰)的深冷工艺生产液化天然气(LNG)。
随着晋煤天庆甲烷合成装置的稳定运行,产品气SNG中的CO2含量约在0.1%~2.0%之间,远高于天然气液化装置(原料天然气)签订合同的保证值CO2含量≤50×10-6,即使上游低温甲醇洗系统刻意调整工况降低净化气中的CO2含量(将配CO2的调节阀由自动调节变为手动调节),甲烷合成产品气SNG送到下游天然气液化装置分离时,冷箱内板翅式换热器的流道也会因低温附着的干冰越聚越多而变小变细,压差由满负荷时的25~35kPa逐渐上升至60~80kPa,这种周期性冻堵导致的冷箱压差变大情况一旦发生,天然气液化装置不得不降负荷运行甚至停车,拆开法兰安装临时短接进行逆向爆破“吹碳”。因此,亟需寻求一种脱碳方法将SNG中的CO2含量降至50×10-6以下再输送至冷箱进行液化。经充分的市场调研与分析论证,晋煤天庆最终通过实施新增MDEA脱碳系统、脱汞脱重烃系统及返输气管线的综合技改方案,彻底消除了天然气液化装置的生产瓶颈问题,保证了系统的安全、稳定、长周期运行,提升了装置的生产能力和产品质量,LNG产品市场竞争力和企业盈利能力得到增强,为完成年度契约目标打下坚实基础。以下对有关情况作一简介。
1 天然气液化装置综合技改方案
1.1 技改背景
晋煤天庆目前拥有合成氨-尿素和煤制天然气两条生产线,日常6台气化炉运行(六开无备,原设计为五开一备),尿素作为主导产品,合成氨-尿素生产线满负荷运行以保证企业的盈利能力。一旦单台气化炉发生故障需退出系统检修时,一般会降低煤制天然气装置的负荷进行双系统负荷平衡,但甲烷合成装置、天然气液化装置的低负荷运行会导致资产利用率降低、企业盈利能力下降。而扩大天然气液化装置的生产能力(增设管线反向输入附近煤矿的煤层气以生产LNG)及脱汞脱重烃(煤层气中含有汞、重烃等杂质,易冻堵冷箱)等改造,可提高管道天然气产品的产量及质量、降低生产成本;增设脱碳系统,可防止天然气液化装置发生周期性冻堵事故,保证其长周期运行,提高LNG产品的产量及质量。总之,通过实施天然气液化装置的综合技改,可使煤制天然气装置的生产潜力得到充分发挥,继而大幅提升企业的经济效益。
1.2 技改方案的提出
经与杭州中泰深入沟通和交流后,确定增设脱碳和脱汞脱重烃系统,并增设返输气管线,将天然气液化装置的进气量由29000m3/h提升至33000m3/h,其操作弹性在30%~110%负荷范围内可灵活调节,以充分发挥天然气液化装置的生产潜能;短期停车时在天然气液化装置共用冷却器出口总管、脱水系统出口总管分别甩头预留脱碳、脱汞脱重烃系统接口,用于管线碰口对接,使脱碳、脱汞脱烃后的气体中CO2含量≤20×10-6(体积分数,下同)、硫含量≤10×10-6、汞含量≤10×10-6、重烃含量≤0.1×10-6,解决冷箱因CO2等含量超标而带来的冻堵问题,以提升LNG产品的质量及产量。
1.3 技改方案的确定
1.3.1 脱碳工艺方案的比较及确定
天然气脱碳工艺中,以天然气中的CO2与脱碳介质发生反应与否分为化学反应法、物理吸收法、化学物理法。这三种方法均有应用工艺代表,如:化学反应法有醇胺法、热钾碱法等,物理吸收法有物理溶剂法、分子筛法、膜分离法、低温分离法等,化学物理法有化学物理溶剂法。常用天然气脱碳工艺之工艺原理及特点如表1。
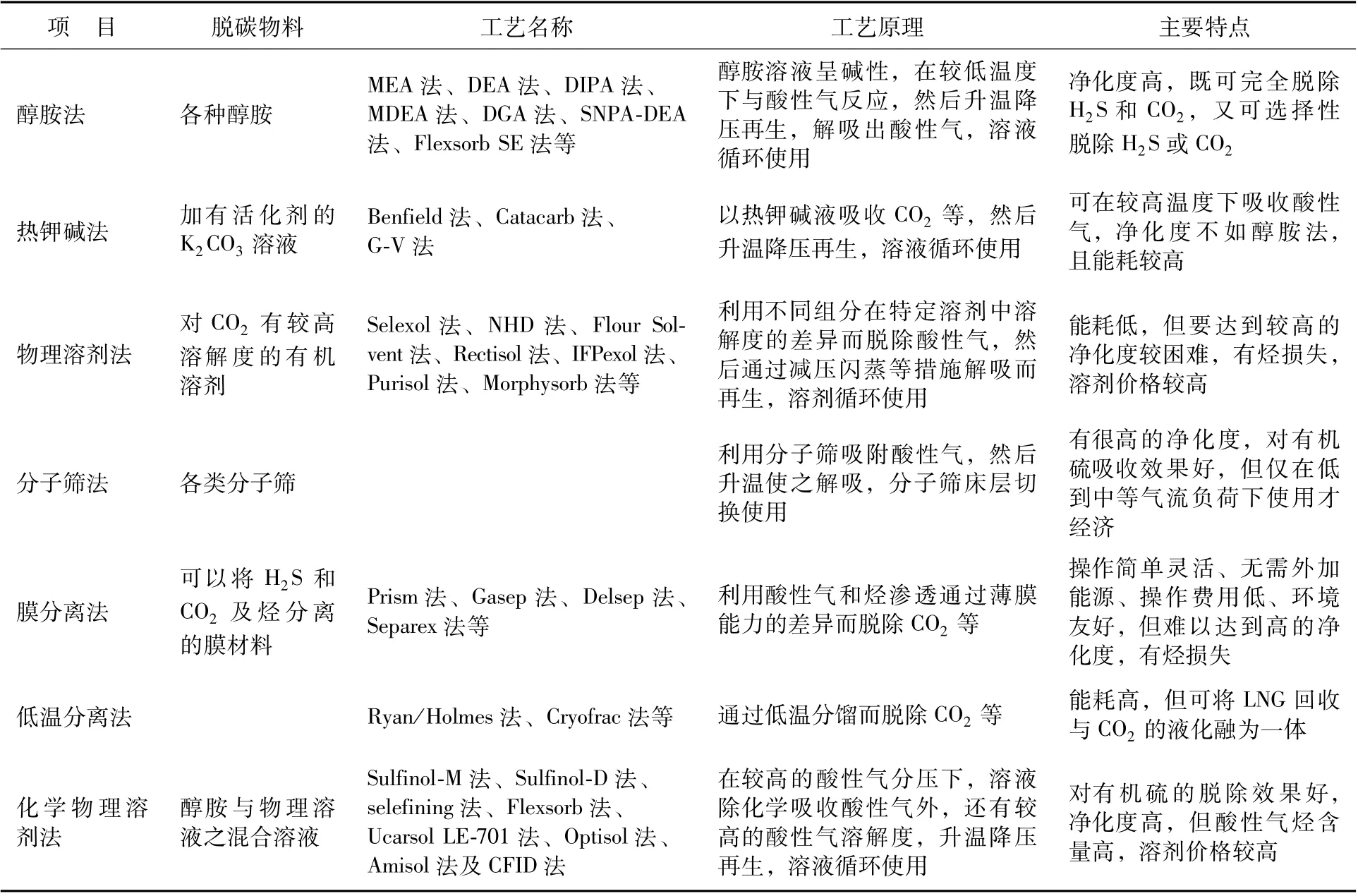
表1 常用天然气脱碳工艺之工艺原理及特点
通过调研业内复合胺法脱硫、天然气脱碳等工艺系统的运行状况、尾气排放处理、运行中存在的问题及处理方案,结合晋煤天庆甲烷合成产品气SNG中CO2含量高、冷箱冻堵问题,以供应下游市场优质产品、降低生产成本等为出发点,对以上脱碳方案反复进行筛选,鉴于MDEA脱碳系统具有工艺流程简单、吸收效果好、运行成本低等优点,最终决定采用MDEA脱碳工艺,即吸收塔内喷淋吸收、再生塔内加热再生,脱碳溶液循环使用,将SNG中的CO2降至20×10-6以下。
1.3.2 脱汞工艺方案的比较及确定
天然气液化装置中低温换热器通常采用铝合金制造的板翅式换热器,天然气中的汞含量虽然极其低微,但汞会与铝合金反应在其表面生成附着力很小的汞齐,最终引起铝合金板翅式换热器腐蚀泄漏。工业上的脱汞方法通常有活性炭吸附法和冷凝法。
活性炭吸附法采用浸渍硫的活性炭吸附剂脱汞,浸渍的硫与汞反应生成硫化汞而附着在活性炭微孔中,从而达到脱汞的目的;另外一种脱汞方法就是对换热器做防汞设计,并通过冷凝法将汞蒸气液化后排出。经对比分析,为避免周期性地更换脱汞吸附剂,确定采用特殊防汞材料对铝制板翅式换热器进行处理并用冷凝法脱汞排出系统的工艺方案。
1.3.3 脱重烃工艺方案的比较及确定
脱重烃工艺一般有冷凝洗涤脱除法和活性炭吸附法。冷凝洗涤脱除法主要应用于天然气中重烃含量较高的场合,其优点是可适应原料气中重烃范围波动较大的工况,缺点是需选用低温动设备及低温不锈钢材料,投资与运行成本较高,以及当原料气压力较高时需将塔压降低到临界点以下才能工作,会增加液化能耗。活性炭吸附法适用于天然气中重烃含量较低的场合,天然气中重烃含量太高时,采用活性炭吸附会造成吸附床体积庞大、设备占地面积大、再生时间长且气量大、消耗高。通过对原料气成分进行分析,同时考虑到周边煤层气中重烃含量偏高以及扩能技改后的适应性,决定采用冷凝洗涤脱除法脱除C5及以上重烃,防止冷箱冻堵,确保冷箱内设备及系统的长周期稳定运行。
2 系统工艺流程简述
2.1 MDEA脱碳系统
甲烷合成产品气(SNG)经天然气液化装置的原料气压缩机加压至5.0~6.5MPa后进入MDEA脱碳系统吸收塔,被溶液吸收CO2后,经吸收塔顶冷却器降温至40℃以内,分离除去水分、过滤雾沫和机械杂质,净化气送入后工序。吸收了CO2的溶液经闪蒸罐减压、贫富液换热器升温后进入再生塔,经二次减压和蒸汽加热,酸性气从溶液中解吸出来,经冷却、气液分离后排入全厂酸性气火炬管网[大气污染物排放执行 《大气污染物综合排放标准》(GB 16297—2012)中二级最高允许排放浓度值]。再生塔底部的贫液经贫液增压泵加压,再经贫富液换热器、贫液换热器冷却降温,恢复吸收能力后由贫液泵打入吸收塔循环使用。
2.2 脱汞脱重烃系统
来自外管网的反向输送煤层气(压力5.0 MPa左右)进入MDEA脱碳系统除去CO2等酸性物,再通过脱水干燥系统脱除水分,进入脱重烃系统的防汞板翅式换热器“冷凝”脱汞(脱除下来的汞借助系统压力排放至汞收集槽储存,作为副产品外销),之后在脱重烃洗涤塔内被塔顶喷淋而下的LNG喷淋洗涤,脱除重烃后的煤层气进入冷箱进一步液化分离制得LNG产品,分离出的烃化物等重组分排入重烃收集槽储存及销售;用于喷淋的LNG汽化后进入冷箱降温分离循环使用。
3 技改实施及系统运行情况
经过为期2个月的环境影响评价报告的编制与评审、立项报告的相关文件编制与报批,终于拿到环评、立项批复文件。随着项目初步设计、施工图设计的完成,设备加工制作、现场土建、框架安装等施工全面展开;在定制的吸收塔、再生塔等陆续到达现场后,设备安装、配管施工紧张有序铺开,2个月后设备安装、配管及甩头完成,之后氮气试压、吹扫、置换合格,具备系统停车碰头条件。
2017年10月天然气液化装置临时停车,经泄压、置换,分析合格后工艺上交出,完成与MDEA脱碳系统、脱汞脱重烃系统的碰头配管。天然气液化装置重启,全系统流程打通,逐渐加负荷,进气量由技改前的29000m3/h增至33000m3/h,增加约4000m3/h,LNG产量提高约40~50t/d,即使MDEA脱碳系统入口气CO2含量高至1% ~2%,MDEA脱碳系统也能够正常运行,在脱碳系统进口气CO2含量约1.46%的情况下,出口气CO2含量可降至0%,脱碳效果明显;同时,低温甲醇洗系统的操作由苛刻状态转为正常化的配CO2操作(防止甲烷化反应析炭而配入一定量的CO2),冷箱内原料气换热器的换热效果好转,板翅式换热器流道压差降至正常的30~45kPa,冷箱内LNG流道和富甲烷气流道冷量恢复平衡状态,天然气液化装置周期性的停车“吹碳”魔咒终于被打破,技改达到了预期效果。
返输气(煤层气)管线及脱汞脱重烃系统投用后,可将气体中的汞化物(汞)含量由20~30μg/L降至10×10-6以内、烃化物(重烃)含量由10~80μg/L降至0.1×10-6以内,产品气质量得到提高,减少或杜绝了冷箱的腐蚀与冻堵;在气化炉检修及前系统减量时,可通过管网返输气(煤层气)充分发挥天然气液化装置的生产潜能,实现液化天然气和液化煤层气的双重功能,提高LNG产品的质量及产量。
4 运行中出现的问题及优化措施
4.1 脱碳塔顶冷却器泄漏及其优化措施
脱碳塔顶冷却器在运行1a后出现泄漏,虽经多次堵漏但效果不理想,带“病”监护运行。分析认为,二期天然气液化项目、克劳斯硫回收项目技改时,循环水系统没有相应扩容,各生产系统高负荷运行时,出现甲烷化装置、硫回收装置、天然气液化装置等3套装置“抢水”用的紧张局面,水冷设备内冷却水温度高而出现汽化现象,冷却水溶解氧析出加剧冷却器上部换热管、换热管和管板间角焊缝焊材的氧化腐蚀,高温结垢形成垢下腐蚀致换热管、角焊缝处泄漏,进一步影响循环水水质,其浊度、COD均超标,分别达100~200mg/L、200~300mg/L(正常指标分别为30mg/L、100mg/L),循环水水质变差,形成恶性循环。
据脱碳冷却系统基本工艺参数及换热面积,经核算,需多移出的热量达200×104kcal/h左右,当前循环水的冷却能力远远不够;依据循环冷却水系统设计规范,考虑夏季极端天气情况下的需要,增建循环水量为1000t/h的循环冷却水系统,为脱碳冷却系统3台换热器单独供应循环冷却水,以降低甲烷化装置、硫回收装置的热负荷,使LNG循环水泵由三开无备恢复为原设计的两开一备,在循环水泵检修时也不影响全系统的高负荷运行。同时,还采取了三方面的措施:①脱碳冷却器拆检、堵漏,进行换热管清洗;②系统运行时各班组加强脱碳冷却器顶部排气,增加冷却水的循环量,减少氧化腐蚀的机会;③及时加药与置换排放,强化循环水水质管理。上述措施落实后,脱碳塔顶冷却器泄漏隐患得以消除,系统运行状况良好。
4.2 脱碳系统闪蒸气回收利用优化技改
原设计脱碳液吸收CO2和部分甲烷气后的溶液(富液),在闪蒸罐经减压至0.45MPa、气量约70m3/h的闪蒸气送火炬燃烧。分析闪蒸气成分时发现,其有效气含量高达99.8% (甲烷含量96.0%~98.0%、氢气含量1.0%~1.5%),作为废气送火炬燃烧排放十分可惜。经与杭州中泰沟通,将其回收至克劳斯硫回收装置燃烧炉燃烧回收热量,不仅可节约天然气用量(燃烧炉用天然气燃烧H2S),而且可减轻环保压力,天然气价格按2元/m3计,全年可节约生产成本约100万元,经济效益非常可观。
5 结束语
天然气液化装置增设MDEA脱碳系统、脱汞脱重烃系统及返输气管线优化技改后,酸性气废气排放能够满足GB16297—2012中二级排放标准要求,不仅解决了环保排放问题,而且系统生产调控手段灵活多样——既可将SNG脱碳液化供应LNG产品市场,又可将煤层气返输经脱汞脱重烃等处理后送长输管网,提高长输气的产品质量,降低LNG产品的单耗;脱碳冷却系统增设单独的循环冷却水系统及闪蒸气回收利用优化技改后,系统运行的瓶颈问题得以有效解决,保证了天然气液化装置的安、稳、长、满、优运行,充分发挥出了装置的生产潜能,对晋煤天庆天然气(管道天然气、液化天然气)市场的拓展具有重要的意义。
猜你喜欢
科技创新与应用(2022年16期)2022-06-07 06:30:04
煤气与热力(2021年9期)2021-11-06 05:22:56
低温与特气(2021年1期)2021-04-04 20:56:57
化工管理(2020年18期)2020-01-18 08:27:03
船舶与海洋工程(2018年6期)2019-01-12 06:29:24
中学生数理化·八年级物理人教版(2017年10期)2018-01-22 03:03:51
摄影之友(影像视觉)(2017年11期)2017-11-27 02:39:56
锻造与冲压(2016年21期)2016-07-18 12:04:06
工业设计(2016年4期)2016-05-04 04:00:24
化工设计(2015年1期)2015-02-27 13:42:25
