增强卡套接头硬度的一种工艺方法-冷拔
2021-12-23 14:23吴其尧刘金贵吴利杰
中国金属通报 2021年17期
吴其尧,薛 源,刘金贵,吴利杰
(1.江苏科维仪表控制工程有限公司,江苏 盐城 224001;2.中广核工程公司,广东 深圳 518116)
关健词:产品性能的提升;加工方法的改变;加工工艺的改进
卡套式接头连接最早在上个世纪三十年代,由德国发明并投入使用,经过几十年的不断完善和发展,在其功能上的密封性、承压性、安装性、检修性有了较大的提升;在其结构上发展成单卡套、双卡套等多种结构形式;在制式上有公制和英制之分,常用的英制偏多;在尺寸上有小到1/8in、3mm,大到1 1/4in、32mm[1];在承压上有低压、中压、高压,最高压力达到42Map;在选材上有不锈钢、黄铜、铝合金、碳钢、尼龙、PTFe、PeA、钛合金等材料[2]。
1 卡套接头的结构形式与密封原理
1.1 卡套接头的结构形式
卡套接头的结构形式有单卡套、双卡套等多种结构形式,但使用最多、最广的还是双卡套结构形式,双卡套结构是由接头本体(直通)、前卡套、后卡套、卡套螺母组成,见图1。
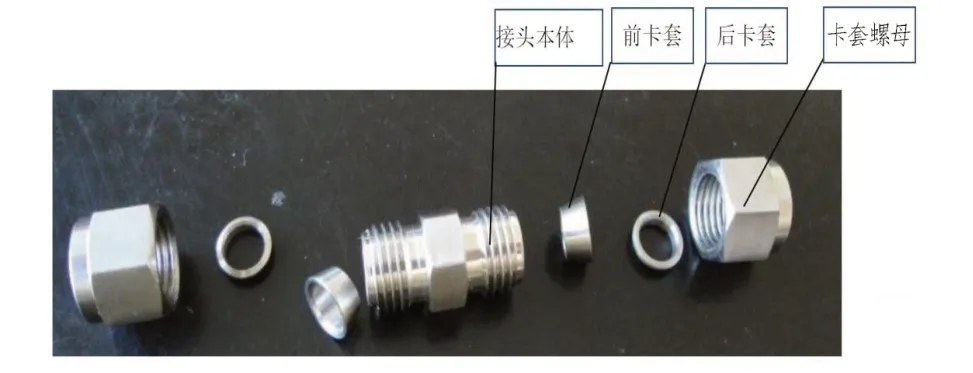
图1 卡套接头结构
安装顺序是接头本体的一端卡位口内锥孔上放入前卡套、前卡套小端向内,使之卡套本体卡位口内锥面与前卡套外锥面紧密贴合,再在前卡套的内锥面孔中放入后卡套,后卡套的外锥面与前卡套内锥面紧密贴合,最后旋入卡套螺母,使之卡套螺母底端锥平面与后卡套的大外锥度平面接触,用专用卡套管切割工具,把适配的卡套管按规格长度进行切割,要求是割口平面必须平整光滑,并垂直于轴线,前卡套、后卡套接触的管子外径光滑平整、无划伤,把卡套管装入初步装好的卡套接头系统中,并使卡套管平面与卡套本体内孔底平面接触,施加一定的接触压力,预紧卡套螺母,具体步骤是:①用手指旋紧卡套螺母,旋不动即可。②在卡套螺母适当位置与接头本体对齐的地方做个标记。③用扳手固定接头本体旋转卡套螺母一周又1/4转,对于小尺寸的卡套只需转3/4周即可,见图2。

图2 接头本体对齐
1.2 卡套接头系统密封原理
按图1组装并紧固卡套接头系统后,密封原理见图3。
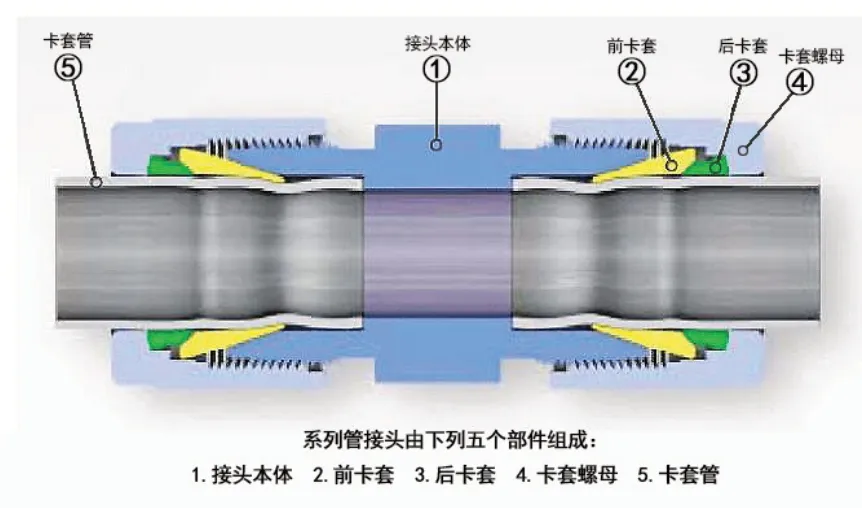
图3 卡套接头系统密封原理
具体是当旋紧右端卡套螺母4时,卡套螺母向左运动,卡套螺母内螺母底锥面与后卡套后面大外锥面接触,并给后卡套大外锥面一个左推力,使后卡套左移,后卡套左移后,后卡套外锥面与前卡套内锥面接触,由于是锥斜面形成一个径向力与一个轴向力,径向力使后卡套内表面压迫卡套管向内变形,这个合力也可分解为一个径向力与一个轴向力,径向力与轴向力也使卡套管向内变形,阻止卡套管后退并承压与密封,保持密封性良好,见变形放大下图。
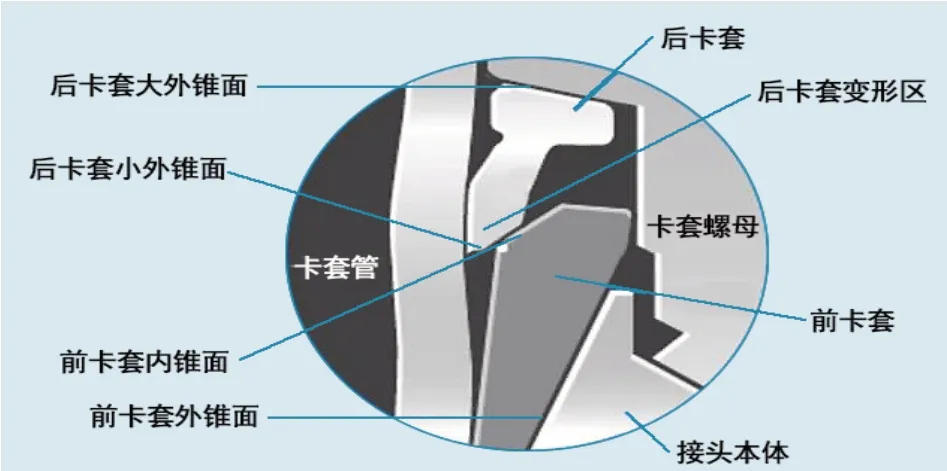
图4 卡套螺母接头面
2 出现的问题
江苏科维仪表控制工程公司与中广核工程公司承接双卡套管接头国产化研发项目中,对双卡套直通接头样机制造生产、工程控制、检验与测试中出现了以下问题,①直通本体卡位口表面多次拆装后表面变形。②安装拆卸扭矩变大。③重复拆装次数达不到要求。④前卡套小锥面扩大变形。
3 重复装配试验失效时记录数据
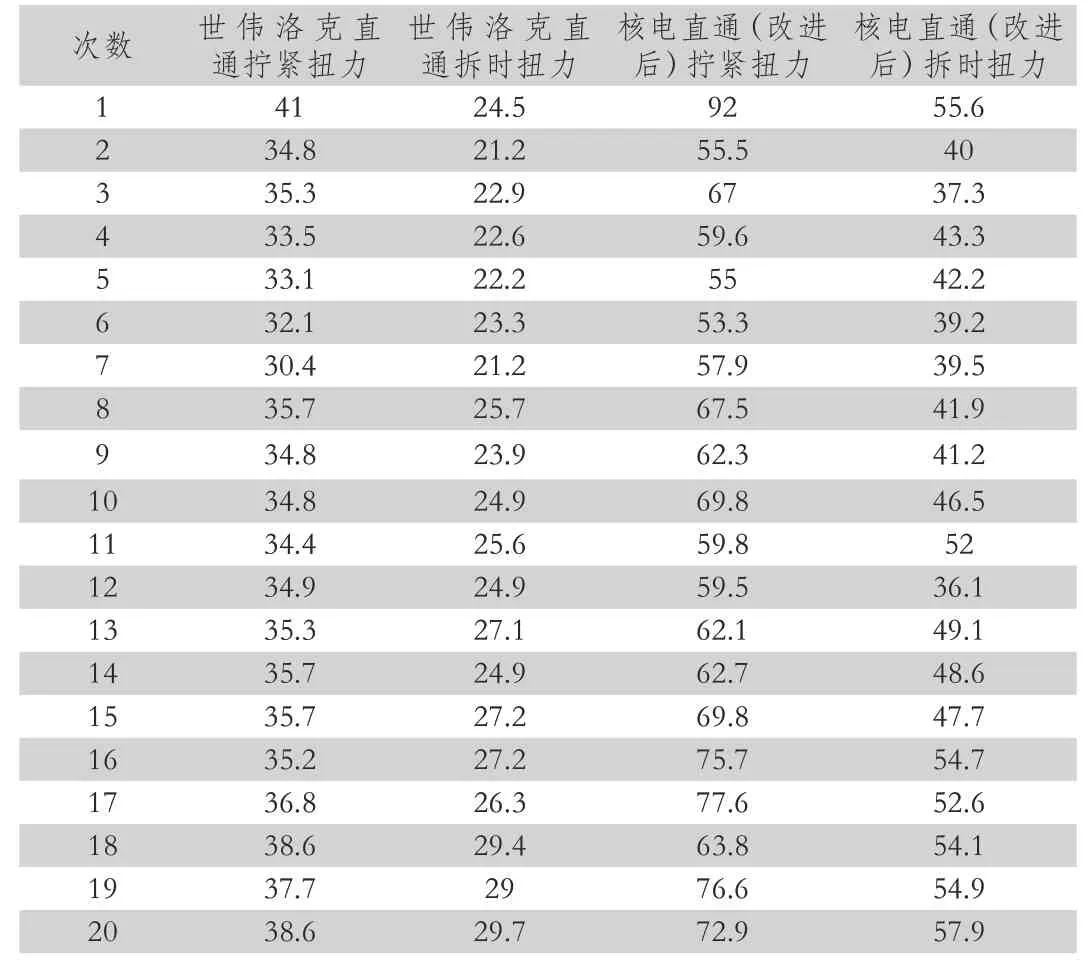
表1 安装扭矩对比

表2 重复拆装次数对比
4 原因分析
4.1 直通本体卡位口表面多次拆装后表面变形,影响变形的可能因素
(1)直通本体机械性能不达标,特别是硬度低。
(2)前卡套整体硬度高,向内变形小。
(3)卡套管整体硬度高,影响向内变形。
4.2 安装拆卸扭矩变大,影响扭矩大的可能因素
(1)直通本体硬度低。
(2)卡套系统接触表面粗糙度差,摩擦阻力增大。
(3)卡套管、前、后卡套硬度高,无法变形。
4.3 重复拆装次数达不到要求,影响次数的可能因素
(1)直通本体硬度低。
(2)卡套系统接触表面粗糙度差,接触表面拉毛。
(3)卡套系统中某个零件或几个零件硬度硬或低,要求变形的不变形,不要求变形的已经变形。
4.4 前卡套小锥面扩大变形,影响变形的可能因素
(1)卡套本体硬度低。
(2)卡套管硬度高。
(3)前卡套与卡套本体配合间隙大。
根据上面出现的四个问题中所有影响的因素,对每个部件进行逐一检测分析,前、后卡套、卡套螺母、卡套管的各项指标符合设计要求,执行的标准是 ASTM A479 ,这个标准中对硬度没有特别的要求,只对抗拉强度等有要求。
5 工艺改进
提高卡套本体材料硬度的方法很多,可以采用加工硬化的方法来提高硬度,可采用冷拔的方法提高硬度[3],由于卡套本体之前采用的成型方法也是冷拔工艺,改进的工艺为:①增加冷拔的次数,由原来的3~4次增加到现在的4~5次。②增加后推装置,由原来心部拉应力改变为压应力,具体工艺装置改进是,前面牵引拉伸,后面把还没有通过拉伸模具的坯料向前推,使被拉伸的型材在冷拔模具中既受到前面的拉力[4],型材的硬度得到了提高。冷拔工艺改进前、后硬度对照表3。
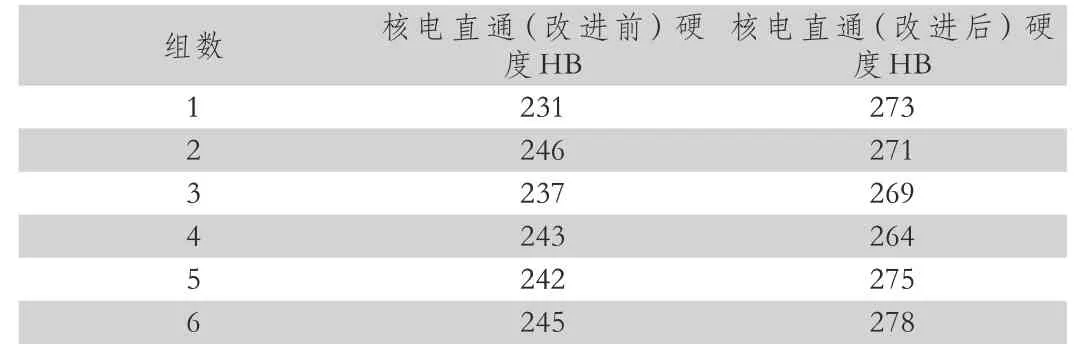
表3 硬度对照
6 重新装配试验成功的记录数据
通过对型材冷拔工艺的改进,卡套本体的硬度得到了提高[5],加工后装配再次进行安装扭矩对比和重复拆装次数对比见表4。

表4 安装扭矩比较
7 结语
江苏科维仪表控制工程公司与中广核工程公司承接双卡套管接头国产化研发项目中,对双卡套直通接头样机生产制造、检验与测试中出现的问题,采取科学的方法、严肃认真的态度、大量的试验数据,最终达到设计的要求,卡套本体的硬度提高到HB270左右,重复拆装次数增加到15次左右。
猜你喜欢
中国石油石化(2022年11期)2022-12-29
汽车与驾驶维修(维修版)(2021年7期)2021-08-27
建材发展导向(2021年7期)2021-07-16
煤矿安全(2021年2期)2021-03-04
柴油机设计与制造(2020年2期)2020-07-04
思维与智慧·上半月(2020年4期)2020-04-13
汽车实用技术(2019年21期)2019-11-22
发明与创新·小学生(2019年8期)2019-08-27
汽车实用技术(2019年7期)2019-04-18
智富时代(2018年7期)2018-09-03