
汽车前保险杠横梁成形工艺优化及回弹控制研究*
2021-12-22 08:17夏磊段磊朱娜王硕赵思宇李庆宝
模具制造 2021年11期
夏磊,段磊,,朱娜,王硕,赵思宇,李庆宝
(1.天津职业技术师范大学机械工程学院,天津300222;2.天津众诚楷模科技有限公司,天津300350)
1 引言
节能减排已成为现代汽车企业主要的发展方向,汽车轻量化是实现节能减排的主要途径之一[1]。高强度钢板由于其具有减轻整车重量和提高整车安全性的双重优势,目前,在汽车车身覆盖件的制造中应用广泛[2]。然而,高强钢板由于具有较高的强度,其成形难度较大,在冲压成形过程中易出现破裂、起皱等问题,在成形卸载后易出现较大的回弹且尺寸精度不易控制,最终导致冲压件的形状和尺寸超差等质量缺陷[3~4]。因此,基于数值模拟的虚拟制造技术能够对高强钢板的冲压成形过程进行仿真[4],预测其成形缺陷,特别是回弹大小的预测,并进行成形工艺优化及回弹控制,可以有效地提升汽车覆盖件质量。
本文以B340/590DP双相高强度钢板汽车前保险杠横梁制件为研究对象,分析了制件的结构和成形工艺性;利用板料成形模拟软件Dynaform对制件的冲压成形过程进行了全工序及回弹仿真分析;以成形性、减薄率和回弹量为优化目标,对制件主要的冲压成形工艺参数进行了正交试验优化设计,得出了成形性好、减薄率最小、回弹量最小的一组最佳工艺参数组合;将工艺参数优化后的制件样件通过Geomagic软件与制件设计数字模型进行对比分析,以验证工艺参数优化的正确性及工艺控制法控制回弹的有效性,为解决同类别双相高强度钢制件的冲压成形及回弹问题提供有益的指导。
2 制件工艺性分析
图1为汽车前保险杠横梁制件模型,整体尺寸为1,065.4×145.5×113.5mm,呈弧形长条状,长宽比较大,但长度方向上不同位置的截面变化不大[2],较规则,均为“M”字型形状。制件材料为双相高强钢B340/590DP,厚度为1.6mm,要求无破裂及起皱缺陷,尺寸精度满足±1.5mm,材料力学性能参数如表1所示。该制件为典型的梁架类结构件,安装于汽车前部,当汽车前部发生撞击时起到防止车体变形和吸收冲击能量的作用[5]。
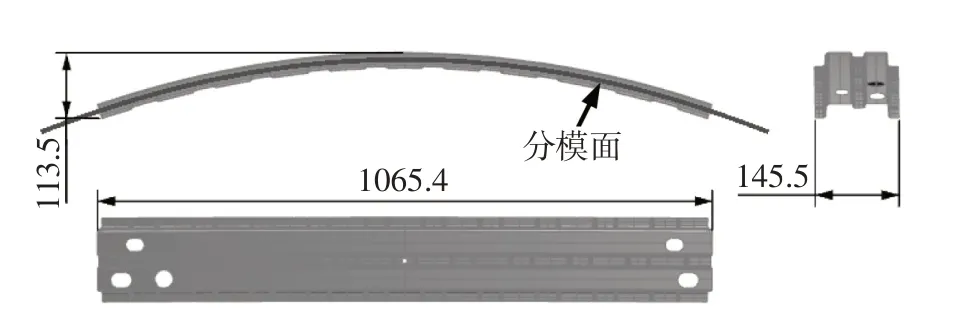
图1 前保险杠横梁制件图

表1 材料力学性能参数
如图1所示,汽车前保险杠横梁制件狭长而窄,呈弧形,中间“U”型结构深度较大,上下两侧法兰边为焊装功能匹配面[5~6],尺寸精度要求较高,可以预估成形后左右两端向外侧产生回弹,因此,在保证制件成形性的前提下需采取措施控制回弹,以保证上下两侧法兰边的焊装尺寸精度[3]。结合该制件材质、料厚及形状特点,若采用拉伸方式,上下两侧法兰边可以做在压料面上,也可以做在凸模型上,做在压料面上不利于控制回弹保证尺寸精度[3],做在凸模型上不利于中间“U”型结构的成形,易出现破裂,故采用凸模、凹模无压边直接成形的方式。凸模、凹模的分模面设计在制件的中间位置且长度方向随着制件的弧形走势。由于制件左右两端局部需侧修边,其它部位为正修边,故可将修边对称布置于两道工序中,以保证制件修边后应力均匀释放[2]。制件上的孔主要分布在中心和左右两端上表面上,且正冲孔与侧冲孔互不干涉,故可在同一道工序中将所有孔冲出[2]。考虑到要减小回弹,最后安排制件的全型面整形工序[2]。
综合以上分析,为了保证汽车前保险杠横梁制件的成形质量和精度,设计制件的冲压工艺过程如图2所示:①OP10成形;②OP20修边;③OP30修边+冲孔+侧修边+侧冲孔;④OP40整形。

图2 冲压工艺布置
3 全工序仿真模拟验证
3.1 建立有限元模型
将UG设计好的汽车前保险杠横梁制件成形工艺模面导入到Dynaform软件中,按照制订的冲压工艺过程完成全工序有限元模型的建立[7],如图3所示。其中,图3a为OP10成形工序,凸模、凹模网格划分保持默认参数值;板料成形类型选择无压边直接成形;板料尺寸为1,200×250mm,网格划分大小为20×20,材料从材料库中选择B340/590DP,并选择37号厚向异性弹塑性材料模型。由于成形工艺模面弧度较大,为了确保板料在成形过程中不发生偏移,需要在板料每边设置2个挡料销[4]。根据实践经验设置全工序初始工艺参数:摩擦系数为0.17,凸、凹模间隙为1.1t=1.76mm(t为料厚),冲压速度为1,000mm/s。图3b为OP20修边工序。图3c为OP30修边&冲孔&侧修边&侧冲孔工序,将修边线和冲孔孔线依次导入Dynaform模拟修边、冲孔过程即可,而侧修边、侧冲孔除了要导入侧修边线和侧冲孔线以外,还需要导入侧修边、侧冲孔的方向指引线,将工艺补充废料和内孔沿制件边缘切除。图3d为整形工序,需要设定整形凹模、整形凸模和压料芯,整形凹模支撑板料,压料芯压住板料,整形凸模向下运动完成制件的全型面整形。
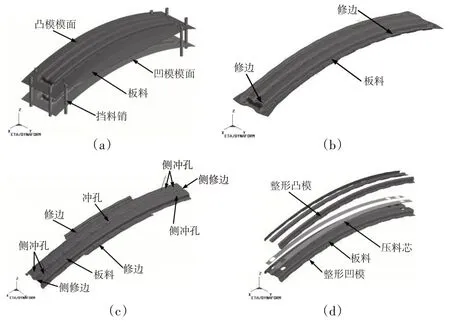
图3 全工序有限元模型
3.2 仿真模拟结果分析
汽车前保险杠横梁制件全工序成形仿真有限元模型建立完毕后,就可以提交Dynaform求解器进行模拟计算,得到制件的成形模拟结果如图4所示,修边、冲孔、侧修边、侧冲孔、整形模拟结果如图5所示,回弹模拟结果如图6所示。从图4制件的成形性分析和减薄率分布云图可知,修边线以内的制件出现了破裂缺陷,对应的最大减薄率为25.214%,无起皱或大面积成形不足等缺陷。从图5制件的整形模拟结果云图可知,修边、冲孔、侧修边、侧冲孔不会影响制件的成形及应力状态,整形后制件出现破裂的部位已发生在OP10成形工序中,除破裂部位以外的其它部位均无破裂、起皱或大面积成形不足等缺陷,可以确定修边、冲孔、侧修边、侧冲孔、整形等工艺设计是合理可行的。图6为制件整形后的回弹分布云图,以Z轴为参照,沿正方向向制件外侧回弹量为正值,沿负方向向制件内侧回弹量为负值,可以得出制件的最大回弹量为1.218mm,且左右两侧的回弹趋势和数值相差不大,从仿真模拟结果得知,采用前述的初始工艺参数可以将制件的回弹量控制在一个比较小的范围内,这对于后期的回弹控制是有利的[3]。

图4 成形模拟结果
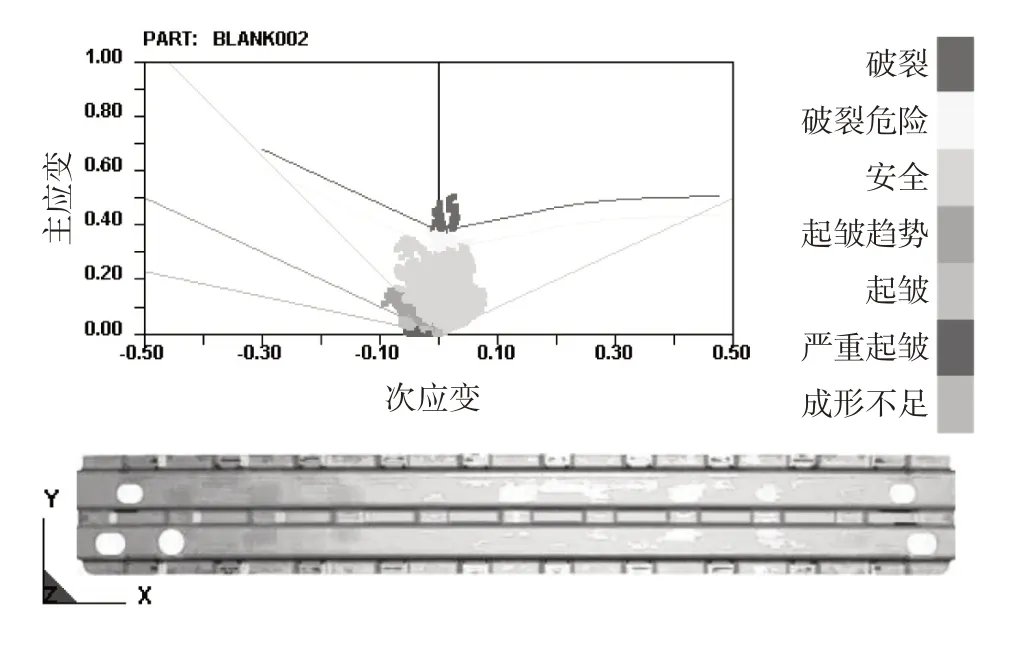
图5 整形模拟结果

图6 回弹模拟结果
4 工艺参数优化
从图4汽车前保险杠横梁制件的成形模拟结果可以看出,由于双相高强度钢板本身具有较高的屈服强度及抗拉强度,在全工序初始工艺参数的条件下,制件成形后出现了破裂缺陷,直接影响到后序制件的质量以及最终制件的品质[8]。这说明初始工艺参数设定不合理,需要进一步优化,先解决破裂问题,保证制件的成形质量,然后在此基础上,控制最大回弹量在允许的范围内[9]。
4.1 正交试验设计
对汽车前保险杠横梁制件成形质量的影响是多个工艺参数综合作用的结果[10]。若采用单因素优化法,则需要对每个工艺参数进行非常多次的组合试验,虽然能够得到最佳的工艺参数组合,但耗费的时间和精力是巨大的。若采用正交试验优化法,则不仅可以大大减少试验次数,而且可以分析出各个工艺参数对制件成形质量影响的主次顺序,从而获得最佳的工艺参数组合[11]。本文结合实际生产情况,采用正交试验优化法对汽车前保险杠横梁制件的成形工艺参数进行优化,选取成形速度(因素A),凸、凹模间隙(因素B),摩擦系数(因素C)作为正交试验影响因素,每个因素设定3个水平量,建立3因素3水平的正交表[8],如表2所示。

表2 试验因素和水平表
4.2 正交试验结果
以成形性、最大减薄率和最大回弹量作为汽车前保险杠横梁制件成形质量的评价目标,根据正交试验优化方法设计9组试验方案[12],并按照各方案工艺参数设计,通过Dynaform软件进行制件冲压成形的全工序及回弹仿真模拟。只考虑制件内部的破裂程度和最大回弹量来分析各工艺参数的合理性[10],试验结果如表3所示。

表3 正交试验设计及结果
4.3 试验结果分析
为了对比成形速度,凸、凹模间隙和摩擦系数3个因素对汽车前保险杠横梁制件最大减薄率和最大回弹量的影响,对正交试验结果采用极差法进行分析,如表4所示。其中,Kij表示第i号水平第j列因素试验结果之和;K为极差,表示各因素的Kmax与Kmin之差,反映各因素的水平量变化对结果的影响程度,K值越大,表明该因素对结果影响越大[10]。

表4 极差法分析试验结果
从表4可以得知,在成形速度,凸、凹模间隙,摩擦系数3个因素中,对制件最大减薄率影响从大到小的顺序依次为凸、凹模间隙>摩擦系数>成形速度,且当最大减薄率大于22.679%时,制件发生了破裂;对制件最大回弹量影响从大到小的顺序依次为摩擦系数>成形速度>凸、凹模间隙。建立各因素与制件最大减薄率之和、最大回弹量之和之间的关系如图7所示,可以看出,最大减薄率之和随成形速度增大而增大,随凸、凹模间隙增大而减小,随摩擦系数增大而增大;最大回弹量之和随成形速度增大而增大,随凸、凹模间隙增大而增大,随摩擦系数增大而减小。
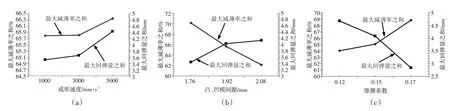
图7 正交试验因素与评价目标的关系
4.4 最佳工艺参数确定
综合以上分析,根据各因素对汽车前保险杠横梁制件最大减薄率影响的分析结果确定最佳工艺参数组合为A1B3C1,即成形速度为1,000mm/s,凸、凹模间隙为2.08mm,摩擦系数为0.12;根据各因素对制件最大回弹量影响的分析结果确定最佳工艺参数组合为A1B1C3,即成形速度为1,000mm/s,凸、凹模间隙为1.76mm,摩擦系数为0.17。由于最佳工艺参数组合A1B1C3为初始设置的工艺参数组合,前文已通过模拟验证制件成形后出现破裂缺陷,最大减薄率25.214%,故不予采用。最终确定最佳工艺参数组合为A1B3C1,采用该工艺参数组合得到制件冲压成形的全工序及回弹仿真模拟结果如图8所示。从模拟结果中可以看出,制件成形后无破裂及起皱等缺陷,最大减薄率降为19.861%,比优化前减小了5.353%;制件整形后也无破裂及起皱等缺陷,最大回弹量增至1.428mm,虽然比优化前增加了0.21mm,但仍在制件尺寸精度控制的范围内。
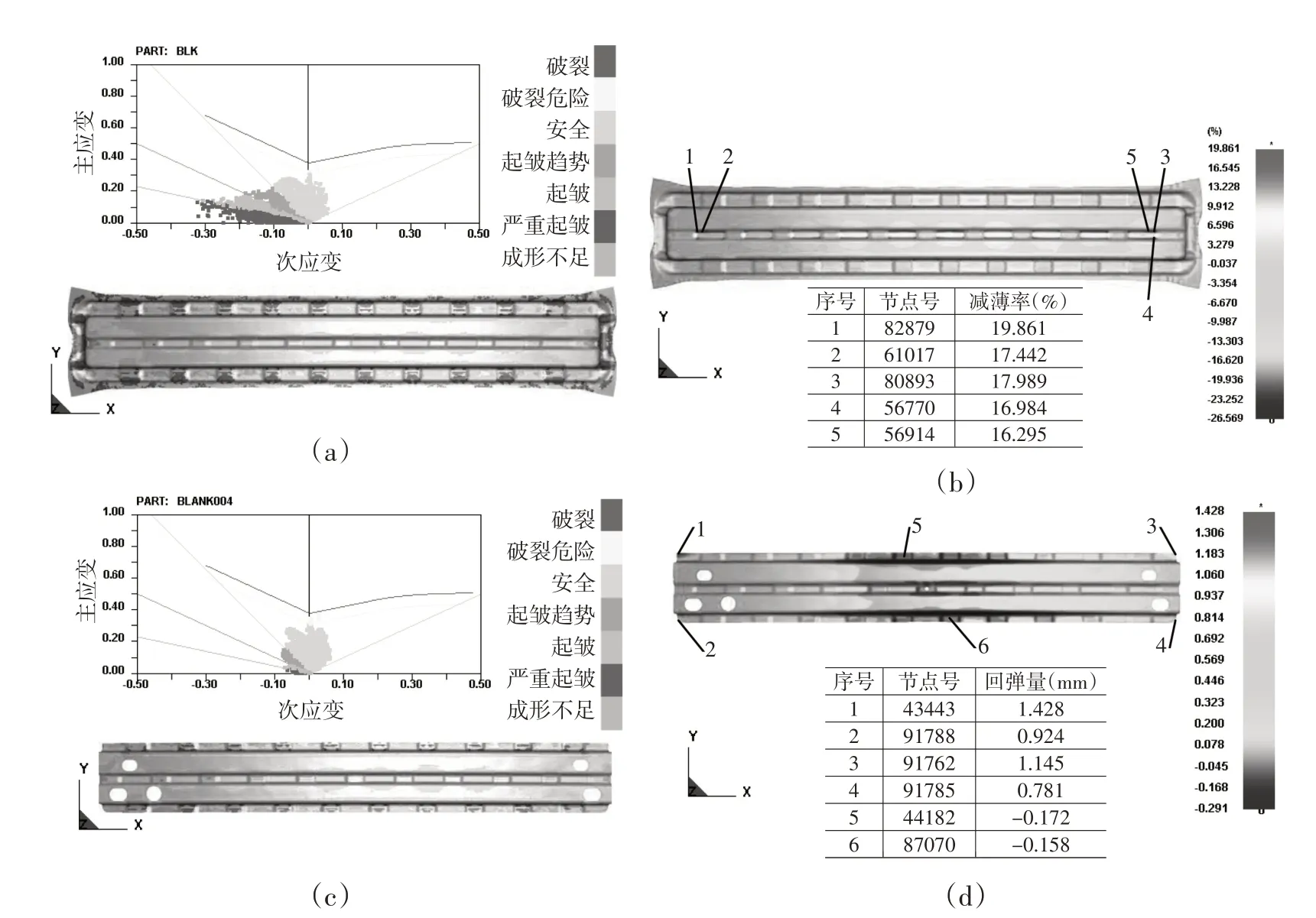
图8 最佳工艺参数组合模拟结果
5 工艺优化验证
基于优化所得的最佳工艺参数,利用逆向检测设备扫描回弹后无破裂及起皱缺陷的汽车前保险杠制件样件获取型面数据,并导入到Geomagic软件中与制件产品工艺模面数字模型作对比,如图9所示,得到样件的回弹量分布结果。从图9可以看出,样件左右两端的区域沿Z轴正方向向外侧回弹,中间的区域沿Z轴负方向向内侧回弹,样件的回弹趋势与模拟结果基本一致。将样件的回弹检测值与模拟值作对比,如表5所示,虽然同一检测点的回弹检测值与模拟值存在一些偏差,但偏差值基本上都在±0.5mm以内,且制件的最终尺寸精度也满足要求,进一步验证了优化后的最佳工艺参数可以达到控制回弹的目的。

表5 回弹检测值与模拟值的对比
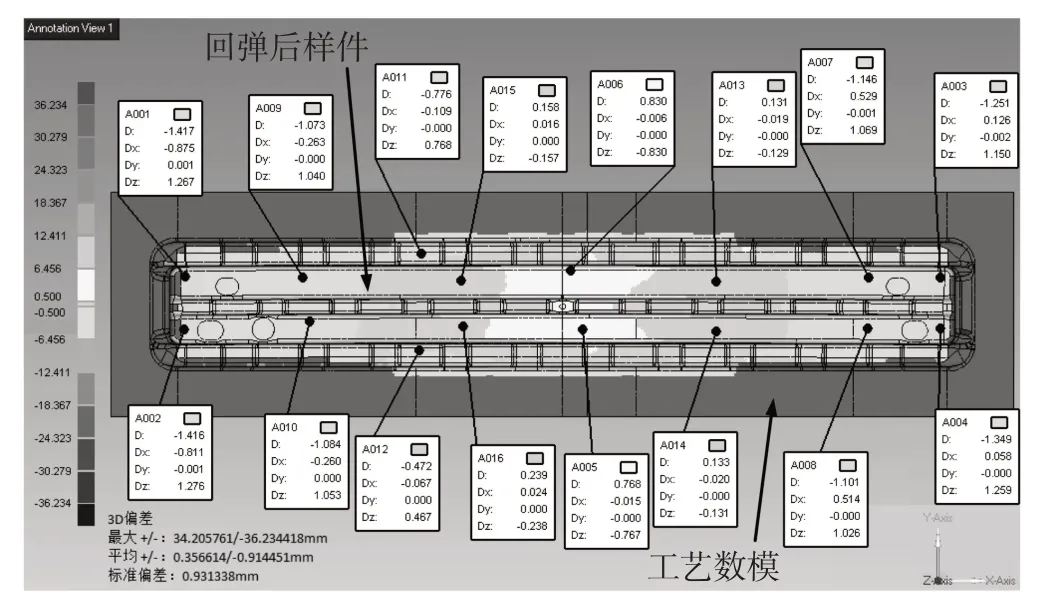
图9 回弹后样件与工艺数模的对比
6 结论
(1)以B340/590DP双相高强钢板汽车前保险杠横梁制件为研究对象,设计了该制件的冲压工艺过程为:成形、修边、修边冲孔侧修边侧冲孔、整形。利用有限元软件Dynaform对该制件的冲压成形过程进行了全工序及回弹仿真模拟,结果显示,在全工序初始工艺参数条件下,制件成形后虽出现了破裂缺陷,但最大回弹量却在尺寸精度控制范围内,这表明优化工艺参数不仅可以改善制件的成形质量,而且有利于控制制件的回弹。
(2)通过正交试验优化法分析成形速度,凸、凹模间隙,摩擦系数3个工艺参数对制件最大减薄率影响的主次顺序为:凸、凹模间隙>摩擦系数>成形速度,对制件最大回弹量影响的主次顺序为:摩擦系数>成形速度>凸、凹模间隙。得出了最佳的工艺参数组合为:成形速度1,000mm/s,凸、凹模间隙2.08mm,摩擦系数0.12,其全工序及回弹仿真模拟结果均满足制件要求。
(3)基于最佳工艺参数对比制件样件的回弹检测值与回弹模拟值,最终尺寸精度满足要求,进一步验证了工艺参数优化的正确性及工艺控制法控制回弹的有效性。
猜你喜欢
建材发展导向(2022年18期)2022-09-22
模具制造(2022年3期)2022-04-20
模具制造(2022年2期)2022-03-25
模具制造(2022年2期)2022-03-25
模具制造(2021年6期)2021-08-06
模具制造(2021年2期)2021-03-31
锻造与冲压(2020年7期)2020-04-17
汽车实用技术(2019年16期)2019-09-11
山东工业技术(2018年20期)2018-11-26
商情(2018年18期)2018-05-31
