
高精度DMCS系统钻孔机的设计*
2021-12-16 08:05陈菡菡徐维雄吴丽明
吉首大学学报(自然科学版) 2021年2期
张 星,陈菡菡,徐维雄,曹 劲,吴丽明
(1.湄洲湾职业技术学院,福建 莆田 351100;2.湄洲湾职业技术学校,福建 莆田 351254)
随着科学技术的发展和机械产品的不断更新,追求高质量、高效率、低损耗是各制造业的共同目标[1].为了保证产品质量和减轻工人劳动强度,制造业必须实现转型升级,以提升制造业核心制造能力.钻孔是一种常用的加工方法,在机加工各类场合中的运用比较广泛,特别是随着第二产业的发展,钻孔加工设备智能化改造有巨大的市场[2].通过设备的技术改造,在同一台机床上,将不同的加工技术集中在一起,从而完成复合式、集约式的加工方式,是未来机床智能化发展的重要趋势之一[3].因此,设计基于DMCS控制系统的高精度自动钻孔机具有积极的现实意义.
1 系统的总体概述
1.1 系统整体框架
利用伺服驱动器控制电机的X,Y,Z轴3个方向,从而提升系统的加工定位精度[4].通过DMP示教方式对程序文件进行编辑,再结合控制手柄的使用,可以提升系统的易用性.采用大力矩的电机,能确保在加工过程中不失步,从而保证加工的连续性和可靠性.系统运行的具体流程如图1所示.

图1 系统运行流程Fig.1 Flow Chart of System Operation
1.2 系统总电源电路设计
图2示出了整机电源控制原理.

图2 系统总电源原理Fig.2 Schematic Diagram System Total Power Supply
在给DMCS控制卡和变频器供电之前增加EMI滤波器,以防止电网电力不稳或外来高次谐波对DMCS控制卡和变频器的运行形成干扰(此干扰有可能使控制器或变频器产生误判[5]),从而使系统设备得到更纯净的电源.系统采用单级EMI滤波器,其主要参数如下:
(1)电源滤波器只允许50~60 Hz的特定频率的电流通过,故滤波器的额定电压是250 V.
(2)引入滤波器以后,系统的工作电流将会通过滤波器[6],因此其内部的电子元件必须满足要求:L为2×0.54 mH;开关电源滤波器的额定电流为20 A,变频器的前置滤波器的额定电流为6 A;滤波器电容器Cx为0.1 μF,Cy为2×0.022 μF,耐压为630 V;采用漏电电流小的涤纶电容.
(3)插入衰减参数可以体现滤波器抑制干扰的能力,该滤波器对高频干扰谐波信号的噪声电压衰减65 dB.
1.3 DMCS控制系统
DMCS控制系统主要应用于高速、高精度的轮廓控制设备上,它是一种能够实现连续轨迹运动的控制器[7].本系统借助FPGA和DSP 技术实现轴的连续轨迹插补运动或联动[8],从而提高效率.
DMCS控制系统主要是通过DMP示教盒进行示教.用户先规划所需要的运动轨迹,并在控制界面里调整参数,生成源程序,再将源程序发送到DMCS控制系统.DMCS控制系统按照示教的程序来驱动X,Y,Z轴的3个电机自动运行,达到加工产品的目的.示教盒的功能层次如图3所示.

图3 示教盒功能层次Fig.3 Hierarchical Functions of Teaching Box
2 系统的主要硬件组态
2.1 伺服系统
伺服系统可以实现高精度的定位.驱动器和编码器是伺服系统的2个重要组成部分.驱动器通过速度、力矩、位置等方式控制电机[9];伺服电机自带编码器,能够比对目标值和反馈值,并及时调整转动角度,实现精确控制,其位置控制模式连接如图4所示.同时,伺服电机作为控制系统中的执行元件,可以将电信号转为角位移或角速度,从而驱动系统设备的直线运动或旋转运动.在钻孔加工中,保证Z轴的精度是实现加工质量的重要前提之一,但由于人工定位的效率低且难以保证精度,因此本系统选用雷赛智能驱动器L5-400S进行定位.最新的矢量控制算法和转矩前馈控制算法,以及对负载特性的在线观测,可以提升位置控制精度,此功能对多轴机械的运动控制十分有效[10].为了保护伺服驱动系统,输入输出采用光电隔离,其电路连接如图5所示.
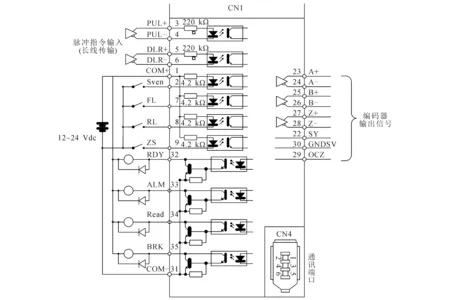
图4 位置控制模式连接Fig.4 Position Control Mode Wiring Diagram

图5 信号输入输出示意Fig.5 Signal Input and Output Diagram
伺服驱动器的控制连线定义见表1.

表1 伺服驱动器控制连线定义Table 1 Servo-Drive Control Connection Definition
2.2 DMP示教盒
DMP示教盒可以测试系统高速、中速、低速运动的情况,还可测试输入、输出IO端口及电机轴处于极限位置的开关状态.示教盒输入IO定义见表2.

表2 示教盒输入IO定义Table 2 Teaching Box Input IO Definition
2.3 光栅尺
在通常情况下,钻孔的移位是由电机和驱动装置实现的,因此存在尺寸的误差,同时考虑到Z轴加工要求较高,为了确实提高钻孔精度,可以通过加装光栅尺对钻头的动作进行实时监测和校正[11].这样,就构成一个完整的闭环控制系统,能大大提高加工的效率和精度.光栅编码尺由尺架和滑块2个部分组成,其信号输出见表3.根据本系统的特点,选用行程为1.2 m就能满足使用要求.

表3 栅编码尺信号输出示意Table 3 Grating Ruler Signal Output Diagram
2.4 变频器
变频调速是电气工程中的一种电动调速方式,核心设备是变频器[12],它主要由控制电路和主电路2个部分组成.

考虑到示教钻铣机主要用于教学,加工材料以塑胶、薄铝件为主,不需要强力切削,因此选用富凌B型通用变频器,其接线如图6所示.该变频器的功率为1.5 kW,变频范围为0.1~400 Hz,采用矢量控制模式[14],可满足钻铣机快速正反转、自由调速和变速切削的要求.富凌B型通用变频器具体参数设置如下:
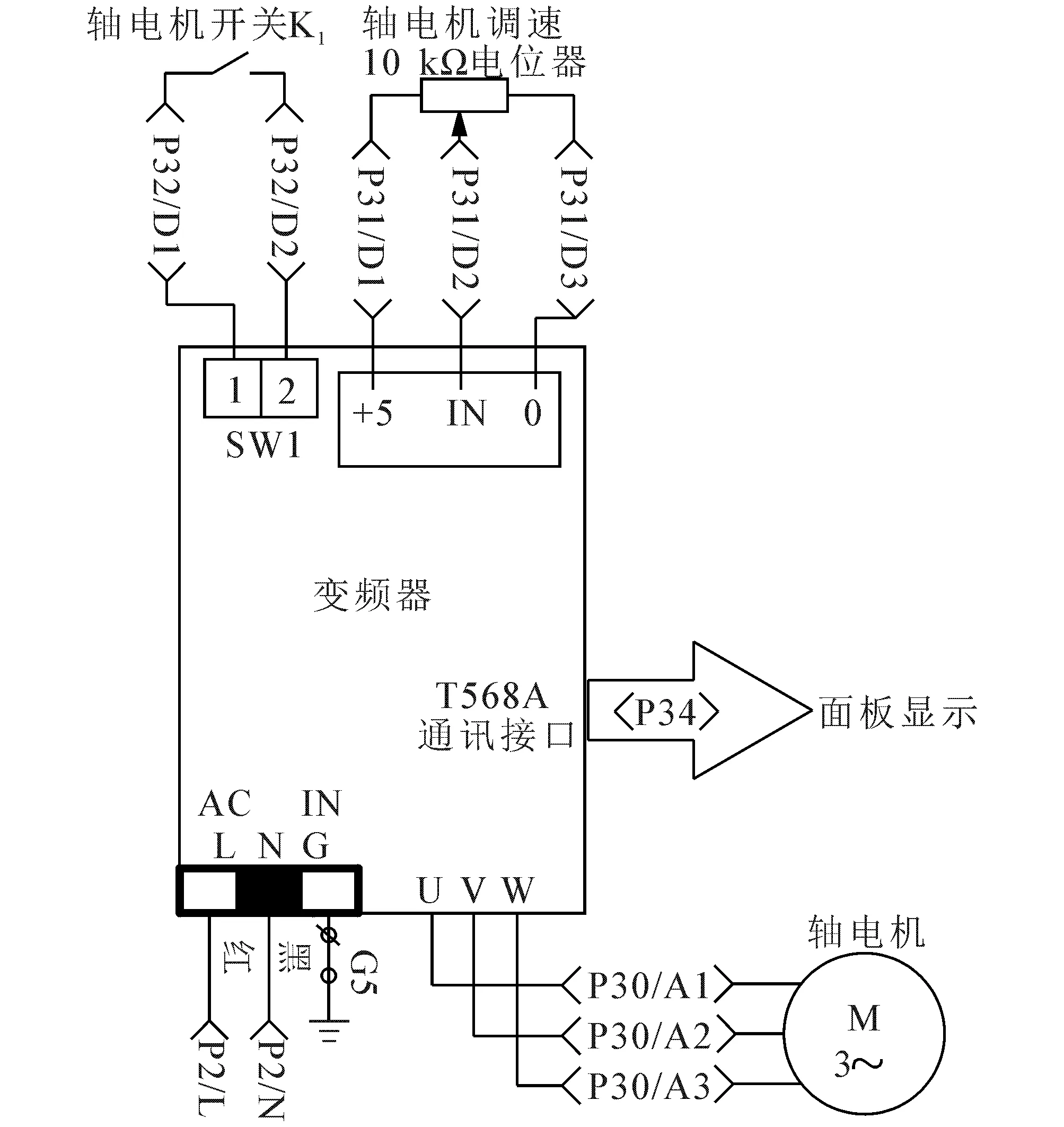
图6 富凌B型通用变频器接线示意Fig.6 Inverter Wiring Diagram of Fuling B-Type General Purpose Converter
F0.00速度控制模式 1 V/F控制
F0.01运行指令通道 0 键盘控制
F0.02键盘及端子UP/DOWN设定 0 有效
F0.03频率指令选择 1 面板电位器VI设定
F0.04最大输出频率 150
F0.05运行上限 150
F0.06运行下限 0
F0.08加速时间I 8
F0.09减速时间1 8
F2.01 FWD端子功能选择 1 正转
F2.02REV端子功能选择 2 反转
F2.03 MI1端子功能选择 15 加减数时间选择
F2.04 MI2端子功能选择 8 外部故障输入
F2.05 MI3端子功能选择 7 故障复位
F2.07端子控制运行模式 1 两线式控制1
F2.19 MO1输出选择 1 频率到达
F4.00加速时间2 4
F4.00减速时间2 4
3 系统操作实例
根据生产的实际要求,为了提高钻孔的精度和效率,本系统通过示教盒的人机互动界面,在编程上采用示教模式,使得编程更简洁方便.用户依据系统界面所提供的信息,可以了解当前系统的工作状态和将要进行的操作,再通过示教操控面板输入相关参数,就能实现对系统的操控.这样不仅可以控制成品率,还可以提升质量,也有利于设备的普及推广,从而降低企业成本,提高生产效率.系统的具体操作步骤如下:
(ⅰ)接通电源,启动系统.
(ⅱ)进入主机界面(图7).主机界面是整个系统的主要界面,对于系统主要功能的控制,都集中在这个界面.设定好相关加工参数后,回到主界面,进行下一步的加工.选择“3示教编辑”键,进入程序的编辑状态(图8).

图7 系统主机界面Fig.7 System Main Interface

图8 程序编辑界面Fig.8 Program Editing Interface
(ⅲ)在图9所示的界面中,用户可以完成各种图形及相关控制的示教编程工作.
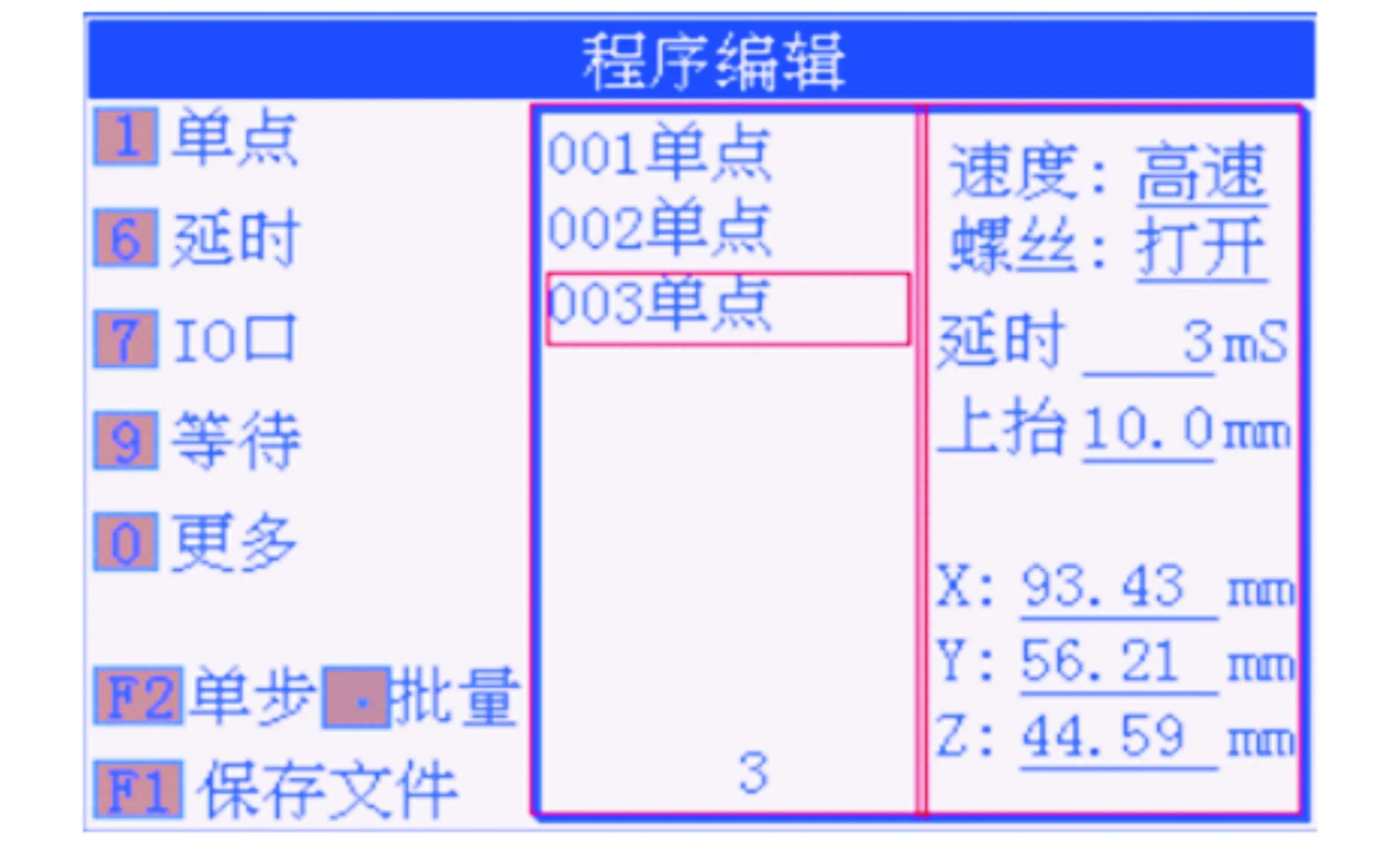
图9 程序编辑Fig.9 Program Editing
(ⅳ)编辑完文件后,通过单步命令来校验指令的坐标位置是否正确.程序编辑完成后会下载到控制卡,这时编辑程序的界面也将自动返回主界面.在主界面的操作面板上选择“1开始加工”键,系统就按照编辑程序进行加工,从而完成整个钻孔加工过程.
猜你喜欢
客联(2022年4期)2022-07-06
成都信息工程大学学报(2022年2期)2022-06-14
汽车工程师(2021年11期)2021-12-21
上海交通大学学报(2021年10期)2021-11-05
汽车实用技术(2021年17期)2021-09-23
北华大学学报(自然科学版)(2021年3期)2021-07-13
电脑爱好者(2020年6期)2020-05-26
汽车维护与修理(2020年15期)2020-02-04
电子制作(2019年11期)2019-07-04
科技资讯(2016年18期)2016-11-15
