高应变速率轧制AZ31镁合金的组织及微裂纹演变
2021-12-09 00:37:52万泉慧朱必武刘晓红
机械工程材料 2021年11期
肖 罡,万泉慧,朱必武,刘 筱,刘晓红
(1.江西应用科技学院,工程技术协同创新中心,南昌 330100;2.湖南科技大学,高功效轻合金构件成形技术及耐损伤性能评价湖南省工程研究中心,湘潭 411201;3.九江职业技术学院机械工程学院,九江 332007)
0 引 言
镁合金具有密度低、比强度和比刚度高等优点,广泛应用于交通运输、航空航天、电子产品等领域[1-4]。轧制是制备大尺寸镁合金板的最主要方式,但由于镁合金的密排六方结构导致其塑性变形能力差。传统的镁合金轧制过程多采用多道次小压下量且道次间需要多次退火的工艺,因此生产效率低[5]。
近年来,国内外学者提出了一种高效短流程的单道次高应变速率轧制工艺,可实现单道次大压下量的塑性大变形[6-13]。HAMADA等[6]采用温度为100,200 ℃、应变速率为57.2~6.9×102s-1的轧制工艺制备AZ31、AZ31B镁合金板,所得镁合金板的晶粒细小(平均晶粒尺寸2~3 μm)且性能良好。SAKAI等[7]在温度100~200 ℃、应变速率8.3×10-4s-1条件下对AZ80镁合金进行轧制,所得镁合金板的晶粒细小(平均晶粒尺寸2~3 μm)且性能良好。郑翊等[9]在温度250~400 ℃、应变速率1×10-3~1×10-1s-1条件下对ZK60镁合金进行超塑变形,发现制备的镁合金板晶粒细小。朱素琴[10]研究发现,在温度250~400 ℃、应变速率7.8~9.6 s-1条件下轧制后得到ZK61镁合金板晶粒细小。LIU等[11]对AZ31镁合金进行高应变速率轧制,基于斯密特因子分析了终轧组织和织构对强度各向异性的影响,发现屈服强度的各向异性与二阶锥面滑移有关。上述研究在分析高应变速率轧制工艺对镁合金组织的影响时,主要集中在终轧后的镁合金板上,但是对于轧制过程中板材内部组织演变过程和边缘裂纹形成规律等还有待深入分析。因此,作者对常用商用AZ31镁合金进行预热温度300~450 ℃、轧辊线速度828 mm·s-1、单道次压下量10%~80%条件下的高应变速率轧制,分析其轧制过程中组织演变规律以及微裂纹形成机理。
1 试样制备与试验方法
试验材料为商用AZ31镁合金连铸板坯,其化学成分(质量分数/%)为3.19Al,0.81Zn,0.33Mn, 余Mg。将镁合金板坯通过线切割机加工成尺寸为120 mm×50 mm×12 mm的板料,对板料进行420 ℃×12 h的固溶处理。分别在300,350,400,450 ℃预热10~20 min后,在φ420 mm×420 mm二辊热轧机上进行轧辊线速度为828 mm·s-1,单道次压下量分别为10%~80%的高应变速率(3.610.4 s-1)轧制。
在轧制后的镁合金板边缘横截面(轧制方向-轧制横向,RD-TD)和镁板中部横截面(轧制方向-轧制法向,RD-ND)截取金相试样,经打磨、抛光,用由1 g草酸、1 mL硝酸、98 mL水组成的混合溶液腐蚀10~12 s后,采用Axiovert 40 MAT型光学显微镜观察显微组织,按照GB/T 15749-2008中的网格数点法测孪晶密度。
2 试验结果与讨论
2.1 显微组织
由图1可以看出:在预热温度为300 ℃条件下,变形前(压下量为0)镁合金的组织以粗大等轴晶为主;当压下量为10%时,粗大的等轴晶粒内部有孪晶产生,孪晶呈长条形,在同一个晶粒中孪晶相互平行,长度相差不大,孪晶被原始晶界阻断;当压下量为20%和30%时,孪晶数量增多,并出现交叉孪晶;当下压量达到40%时,粗大的原始晶粒被拉长,几乎所有初始晶粒中都产生了孪晶,且被孪晶界分割成许多小块晶粒,孪晶数量增多,同时观察到大量交叉孪晶和剪切带的出现,且剪切带内存在细小的再结晶晶粒,说明该剪切带为转变剪切带[14];当压下量达到50%和60%时,孪晶数量继续增加,转变剪切带数量增加,并出现交错分布的剪切带,剪切带与ND成45°角;当压下量达到70%时,剪切带纵横交错,孪晶数量继续增加;当压下量达到80%时,原本与ND倾斜的剪切带随组织的变形而逐渐趋于与RD平行。在高应变速率轧制变形初期,由于变形速率较快,位错和滑移来不及协调变形,从而产生大量孪晶;当变形达到一定程度后,组织中形成大量剪切带;随着变形程度的增加,位错在变形剪切带内部塞积,并达到了再结晶形核的条件,从而在变形剪切带内部发生再结晶,形成转变剪切带。可见,在高应变速率轧制变形初期,孪晶是AZ31镁合金中主要的组织结构,随变形程度的增加,镁合金发生动态再结晶,并与孪生共同起到协调塑性变形的作用。综上所述,孪生和动态再结晶是高应变速率轧制镁合金的主要变形机制。

图1 经300 ℃预热和不同压下量高应变速率轧制后镁合金的显微组织Fig.1 Microstructures of magnesium alloy by high strain-rate rolling with preheating at 300 ℃ and different rolling reductions
由图2可知:在压下量为20%条件下,当预热温度为300 ℃,镁合金发生了孪生,孪晶相互平行或相互交叉;当预热温度为350 ℃,组织中存在大量孪晶,且在晶界处可观察到再结晶晶粒,说明该处发生了晶界弓出再结晶[15];当预热温度为400 ℃时,晶粒内部中存在细长的孪晶和链条状晶粒,在晶界处出现大量细小晶粒,说明镁合金发生了孪生诱导再结晶[16-17]和晶界弓出再结晶;当预热温度为450 ℃时,组织中出现少量细长链条状晶粒,说明镁合金发生了孪生诱导再结晶。可见,在高应变速率轧制过程中,再结晶的形成方式以孪生诱导再结晶和晶界弓出再结晶方式为主。

图2 经不同温度预热和20%压下量高应变速率轧制后镁合金的显微组织Fig.2 Microstructures of magnesium alloy by high strain-rate rolling with preheating at different temperatures and rolling reduction of 20%
2.2 孪晶密度
由图3可以看出,在相同压下量下,随着预热温度的升高,镁合金组织中的孪晶密度整体呈下降趋势。镁合金晶体结构属于密排六方结构,其中最容易启动的滑移系是基面滑移,滑移启动时的临界剪切应力很小且对温度不敏感,而另外2种滑移(锥面滑移与柱面滑移)的临界剪切应力在室温下是基面滑移的50~100倍[18],随着温度的升高,这2种滑移的临界剪切应力急剧下降,镁合金中开启的滑移系增加,不需要大量的孪生来协调均匀的塑性变形。因此,随着温度的升高,镁合金中孪晶密度呈下降趋势。在初始变形阶段孪晶密度呈线性上升趋势,这是因为变形初期在相对较快的应变速率下,需要大量的孪生来协调快速的塑性变形;随着压下量的增加,当孪晶密度增大到50%以上时,孪晶密度的增长趋势变缓,这是由于随着压下量的增加,位错塞积在孪晶界和晶界处,这为再结晶形核提供了变形储能,合金发生孪晶诱导再结晶和晶界弓出再结晶,并且再结晶数量逐渐增加,此时不需要大量的孪晶来协调变形,因此孪晶密度增长趋势变缓。
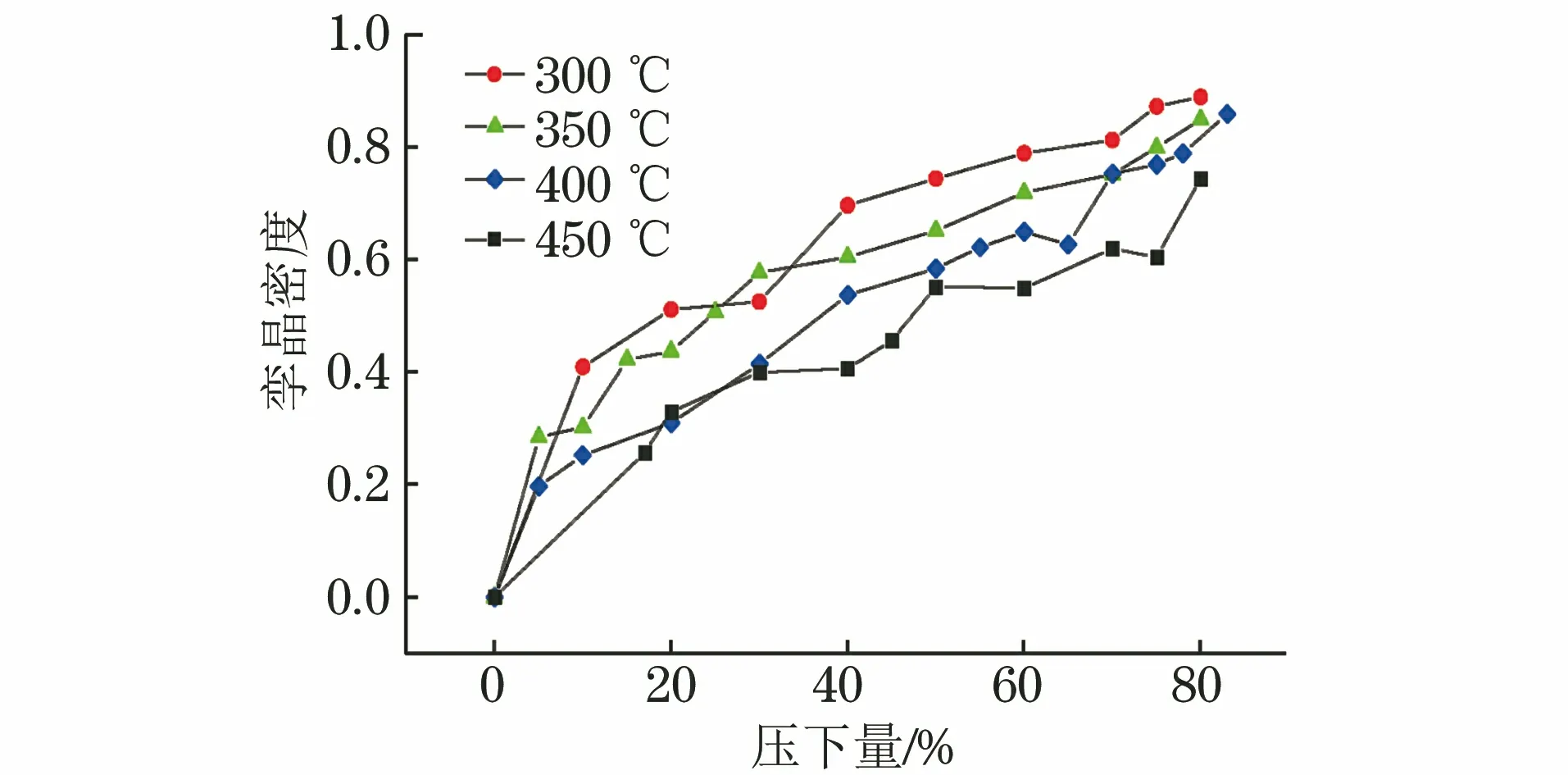
图3 不同预热温度下高应变速率轧制后镁合金的孪晶密度随压下量的变化曲线Fig.3 Curve of twin density vs rolling reduction of magnesium alloy by high strain-rate rolling with preheating at different temperatures
2.3 微裂纹演变机制
由图4可以看出,在预热温度为300 ℃,压下量为75%时,镁合金中出现2条微裂纹,其中一条裂纹尖端被大量细晶包围(如图中大圆圈所示),裂纹停止扩展。裂纹的扩展与再结晶形核存在竞争关系[19]。当组织中的应力集中达到裂纹萌生的临界条件时,组织内部出现裂纹,裂纹扩展路径上应力集中严重,裂纹扩展不能完全释放组织内部的应力集中,从而为再结晶提供了条件;再结晶在裂纹扩展路径上形核和长大,消耗裂纹扩展的能量,从而抑制裂纹的继续扩展。另一条裂纹两端存在明显孔洞,且孔洞呈逐渐与主裂纹汇合的趋势,同时裂纹和孔洞都处于细晶区。细晶区裂纹萌生、扩展和止裂模型如图5(a)所示,在细晶区中,细晶晶界尤其是三晶交界处应力集中严重,孔洞易在晶界或三晶交界处形成,随着变形程度的增加,孔洞长大并与其他孔洞合并变成裂纹,裂纹继续长大并与其他孔洞继续合并,从而导致裂纹的扩展。可见,在细晶区裂纹的萌生与扩展是通过孔洞的形核、合并和长大实现的。在预热温度为350 ℃,压下量为78%时,镁合金中裂纹周围有大量孪晶。这是由于裂纹的扩展与孪生存在竞争关系[16,19]。在变形初期通过产生大量孪生协调塑性变形,随着变形程度的增大,位错累积在孪晶界和晶界处,导致应力集中严重,当达到裂纹萌生的临界条件时,裂纹萌生并扩展;同时大量孪晶在裂纹扩展路径和尖端协调塑性变形,消耗了裂纹萌生需要的表面能,抑制裂纹扩展,从而在裂纹尖端产生大量孪晶。孪晶诱导裂纹形核及扩展的机理如图5(b)所示,变形初期在母相晶粒中产生孪晶,孪晶界处产生应力集中,导致裂纹在此处萌生;随着变形量的增加,裂纹沿孪晶界扩展,同时孪晶在裂纹扩展路径上形成,消耗裂纹扩展所需的表面能,使得裂纹的扩展受到抑制。

图4 不同预热温度和不同压下量高应变速率轧制后镁合金的微裂纹形貌Fig.4 Microcrack morphology of magnesium alloy by high strain-rate rolling with preheating at different temperatures and different rolling reductions
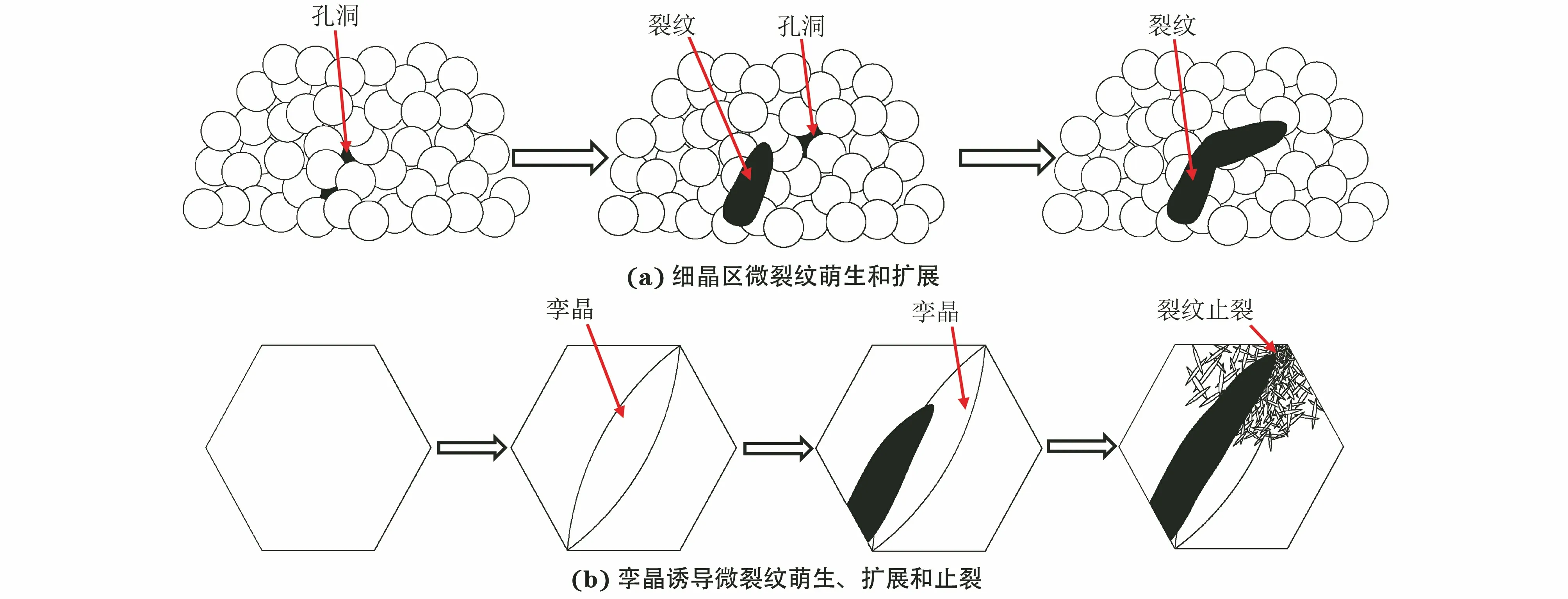
图5 高应变速率轧制镁合金中微裂纹的萌生、扩展和止裂机制示意Fig.5 Shematic of microcrack initiation, propagation and inhibition mechanism during high strain-rate rolling magnesium alloy: (a) microcrackinitiation and propagation in fine grain area and (b) twin-induced microcrack initiation,propagation and inhibition
3 结 论
(1) 在高应变速率轧制过程中,AZ31镁合金的主要的变形机制是孪生和动态再结晶,再结晶的形成方式以孪生诱导再结晶和晶界弓出再结晶方式为主。在初始变形阶段孪晶密度呈线性上升趋势,随着变形程度的增加,当孪晶密度增大到50%以上时,孪晶密度的增长趋势变缓。随着预热温度的升高, 轧制时镁合金中的孪晶密度整体呈下降趋势。
(2) 在高应变速率轧制过程中,AZ31镁合金中孪生、再结晶与微裂纹存在竞争关系。孪晶为微裂纹的萌生提供了位置,同时大量孪晶的产生有利于消耗能量抑制裂纹的扩展。在细晶区裂纹的形成由孔洞的形成、合并和长大引起。
猜你喜欢
矿冶工程(2022年1期)2022-03-19 07:07:02
高压物理学报(2021年4期)2021-07-25 08:20:22
山东工业技术(2019年1期)2019-02-08 13:02:24
四川师范大学学报(自然科学版)(2018年3期)2018-06-04 06:31:37
上海金属(2016年3期)2016-11-23 05:19:38
大型铸锻件(2015年1期)2016-01-12 06:32:58
冶金与材料(2015年5期)2015-08-20 02:14:18
上海金属(2014年3期)2014-12-19 13:09:04
上海金属(2014年3期)2014-12-19 13:09:03
中国机械工程(2014年21期)2014-02-28 01:03:12