
裂解气压缩机转速故障处理及优化
2021-12-06 06:44方群伟程亮
石油化工自动化 2021年6期
方群伟,程亮
(中韩(武汉)石油化工有限公司,湖北 武汉 430070)
关键字: 裂解气压缩机;转速探头;故障;优化
某石化乙烯装置裂解气压缩机采用国产化产品,三缸五段十四级压缩结构,主驱动部分为超高压蒸汽透平机。裂解气压缩机将裂解炉在高温下裂解的混合气压力从0.3 MPa左右压缩到4 MPa左右,以便裂解气在后续流程中冷却分馏,提取出高纯度乙烯和丙烯供下游装置使用[1]。虽然压缩机控制系统一般有冗余功能[2],若是出现严重的仪表故障,一般选择停压缩机进行检修或消除故障[3-4],但是对于不能开盖处理的仪表故障问题,需要采取应急处理措施,确保装置平稳运行。
1 基本情况
该装置乙烯裂解气压缩机(K201)透平转速探头一共有6支,SE2A,SE2B,SE2C 3支探头的转速信号输入CCC控制系统,采用“三取中”逻辑调节汽轮机转速和负荷。SE3A,SE3B,SE3C 3支探头转速信号输入WOODWORD“2oo3”超速保护系统,独立于控制系统单独超速保护,一旦超速直接“2oo3”联锁停压缩机。SE1为零转速探头,开停车时使用;KI1为键相位信号,日常为状态监测使用,也可以视为转速使用。该压缩机透平机控制转速探头信号回路如图1所示,零转速和键相位信号回路如图2所示。

图1 压缩机透平机控制转速探头信号回路示意
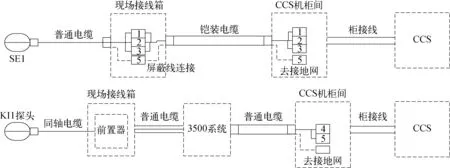
图2 零转速和键相位信号回路示意
2 故障案例及应急处理
2017年12月13日,该装置技术人员发现K201转速探头 SE2B,SE2C,SE3A相继故障,检查K201机械性能正常,为保证该压缩机不因转速信号故障停机,仪表人员将SE3B,SE3C,SE2A 3路转速信号一分为二,其中一路信号并行接入出现故障的信号通道中,使CCC调速系统和超速保护系统共用一组探头转速信号。
2017年12月16日, SE3B探头发生故障,导致CCC调速系统和超速保护系统的SE2B和SE3B转速信号数值降为零,仪表人员将零转速探头SE1信号并行接入CCC调速系统中的SE2B信号通道,要求设备专业将顶轴油泵控制模式打到手动状态,避免SE1探头故障引起顶轴油泵自启动,导致该压缩机机组振动过大,造成停车;同时将键相位KI1信号从3500轴系检测系统频率输出信号接入超速保护器原SE3B信号通道。
2017年12月17日,SE2A转速探头故障,CCC调速控制系统和超速保护器上的SE2A,SE3A转速探头信号数值降为零。将键相位KI1信号引入CCC调速控制器的SE2A信号通道中,将SE1探头信号分一路给超速保护器。
由DCS的AO通道,将4~20 mA信号通过频率转换器转换为5 kHz 频率信号,模拟转速探头频率信号SE3A,SE3C接入超速保护器,在超速保护器中根据转子型号设置齿数,保证超速保护器正常运行。经过调整变更后的CCC调速控制系统转速探头信号来源见表1所列,超速保护系统探头信号来源见表2所列。
表1 CCC调速系统转速探头信号来源

表2 超速保护系统速度探头信号来源
2018年6月15日CCC控制系统上显示综合故障报警(SPE_A),检查SPE_A回路及探头,延伸电缆及探头电阻、绝缘情况良好,前置放大器未发现故障,CCC控制系统转速模块及IOC卡件无异常,更换了最有可能出现故障的前置放大器。
2018年11月1日,超速保护器中的SE3A探头转速信号发生低速报警(低速报警3 400 r/min,高速报警4 300 r/min),经检查历史趋势和机柜间信号源,初步判定为SE3A的频率发生器质量问题,导致输出到超速保护器的频率波动频繁。将SE3A的频率发生器更换为SE3C使用的频率发生器,更换后发现频率稳定。针对超速保护器信号波动情况,补充制定了新的预案。
3 原因分析
2016年该装置大修时配置了CCC控制系统[5],更换了6支转速探头。探头由磁极、线圈、永磁体、信号线和外壳组成,转速探头内部结构如图3所示。

图3 转速探头内部结构示意
针对转速信号连续出现的故障,在现场进行了详细的检查,分析了诸多因素后[6],认为可能造成故障的原因有如下几点:
1)探头产品质量问题。探头测量原理是金属移动切割磁力线产生感应电压,感应电压通过频率转换器转换成模拟量信号进入控制系统,检测不到频率信号,可能是探头内部磁极或线圈故障或接触不良。
2)探头松动导致探头磨损,或探头远离转动轴,无法正常切割磁力线,无法产生频率信号。
3)探头线缆冲刷磨损或断裂,造成信号故障。在2017年12月短时间连续出现5个转速信号故障,判断探头引线集中断裂的可能性比较大。
4 维修情况及优化措施
2020年11月K201压缩机开盖后,发现探头处电缆断裂,与转速显示位号一一对应。根据转速探头断裂情况,该公司组织多个部门技术人员对断裂原因进行分析,主要有如下几个方面:
1)转速探头在推力轴瓦和径向轴瓦之间,左右2个探头安装支架中间有较大间隙,润滑油随转子转动过程中,油气冲刷引线部位,冲击力造成引线摇摆断裂。
2)转速探头长时间在高温和油环境中,使电缆胶皮材质变脆,不能起到保护电缆的作用。
3)选择的转速探头耐温为-65~95 ℃,工作环境温度为90 ℃左右,接近转速探头耐温范围上限。
4)转速探头安装电缆无法固定,且油气冲刷时存在受力不均匀情况。
2020年该公司乙烯脱瓶颈改造项目中,该装置K201压缩机整体更换新机,仪表专业技术人员在新的压缩机转速探头安装时制订了详细的整改方案,改进前后的转速探头安装方式对比如图4所示。
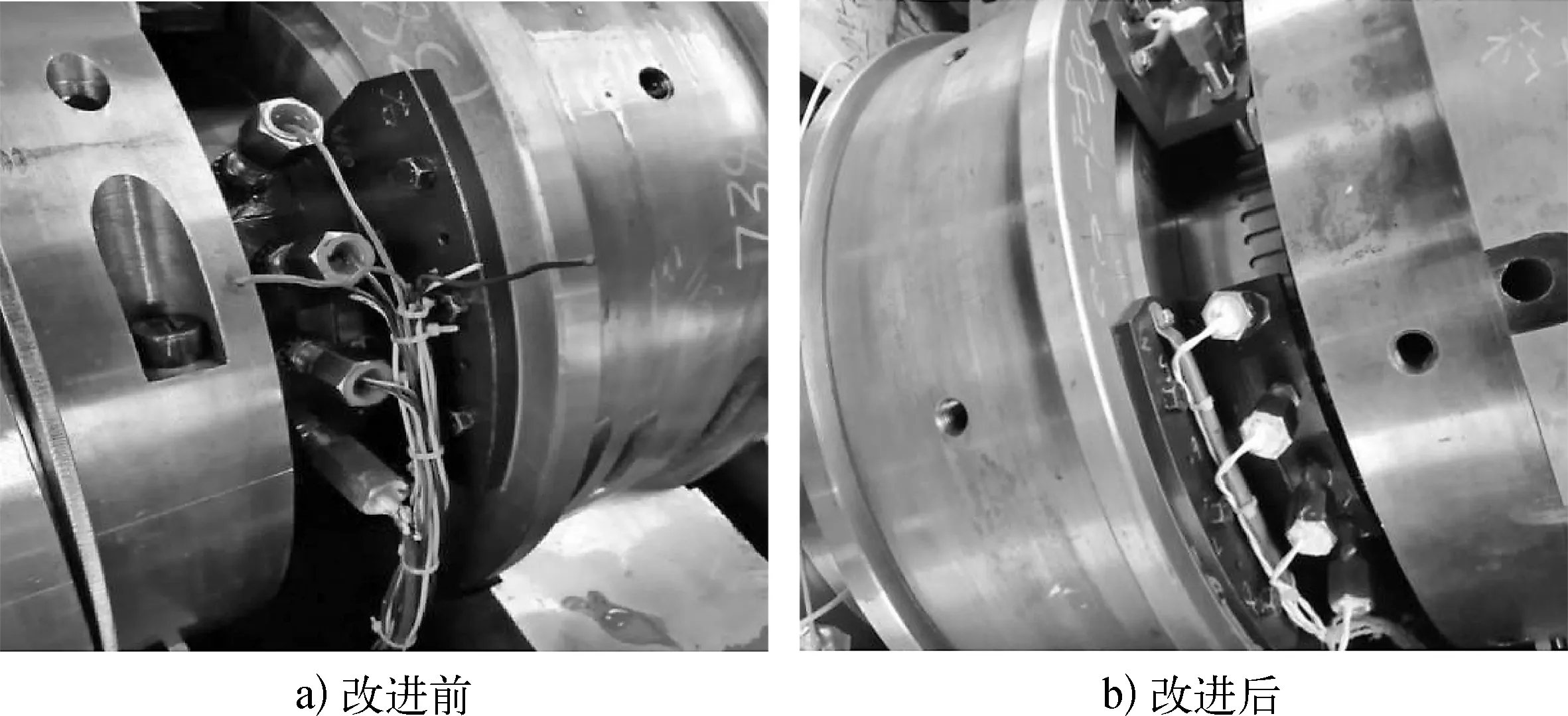
图4 改进前后的转速探头安装方式示意
为避免再次发生转速探头引线断裂引起该压缩机仪表信号故障,采取了以下措施[7-8]:
1)在轴瓦上重新打孔,增加安装支架,固定探头引出线。
2)两个安装盘分别从左右两侧分开走引线,减少一侧走线造成油气冲刷和故障后相互作用的影响。
3)在转速探头外增加热缩管对探头电缆进行保护,并在探头电缆出口处用防油防高温密封胶固定,减少电缆出口与探头金属的摩擦。
5 结束语
压缩机机组转速探头关系到机组联锁停车和负荷控制,对装置安全运行至关重要。现场故障现象出现后,发现机组一旦扣盖后,探头故障无法及时检测和处理,探头安装存在隐患和不确定性。在开盖检查时发现安装缺陷造成润滑油冲刷探头,导致转速探头引线断裂问题,通过改进转速探头优化安装方式后,运行效果良好。组转速探头故障的应急处理及安装方式具有一定的借鉴和推广意义。
猜你喜欢
电工材料(2022年3期)2022-06-22
Bone Research(2021年2期)2021-09-11
科学家(2021年24期)2021-04-25
第二课堂(课外活动版)(2021年4期)2021-01-18
湖北农机化(2020年4期)2020-07-24
铁道通信信号(2020年11期)2020-02-07
活力(2019年17期)2019-11-26
船舶标准化工程师(2019年4期)2019-07-24
电子制作(2017年9期)2017-04-17
幼儿教育·父母孩子版(2017年1期)2017-04-05
