
加氢装置压力/差压仪表引压管路及变送器安装工程设计
2021-12-06 06:44林洪俊周晓龙王辉孙来宝
石油化工自动化 2021年6期
林洪俊,周晓龙,王辉,孙来宝
(中石油华东设计院有限公司,山东 青岛 266071)
加氢工艺是近年来石油化工行业大量采用的原油加工工艺。加氢装置为临氢工况,其中油气、氢气介质都具有易燃易爆特性,尤其是氢气的爆炸等级很高。柴油加氢、蜡油加氢、渣油加氢等加氢装置操作压力高、温度高,极容易导致管道、设备泄漏,后果非常严重[1]。加氢装置由开工前的冷态到正常生产时的热态,或由正常生产时的热态到停工时的冷态,因为热胀冷缩,工艺管道会产生较大的位移,工艺设备高度会发生较大变化,这些变化会牵拉与之连接的仪表引压管路以及测量仪表。因此,加氢装置工况对仪表引压管路和安装影响非常大,如果仪表引压管路和安装连接不能自动消除这些不利影响,引压管路引线会发生断裂,仪表过程接口会被拉开导致泄漏,不仅影响正常生产,还会导致泄漏的高压高温介质伤人,遇火发生爆炸。现场实际工况也证明了这点,有的加氢装置引压管断裂,管阀件接口处被拉裂[2];较常见的是高温高压管道上安装流量测量孔板,其引压管根部、差压变送器过程接口处都容易发生泄漏。
笔者长期从事加氢装置设计,对此做了长时间的研究、学习和工程实践。现将相关认识、技术方案、实际应用进行总结分享,以供参考。
1 引压管路选择
仪表引压管与工艺管道或设备相通,与介质直接接触,是仪表安装中使用最多、工况复杂、技术要求很高、设计方案比较复杂的一种管道。高压加氢装置具有临氢、高压、高温、高H2S腐蚀的特点,其仪表引压管规格、材质及安装方式的选择对于仪表及装置的长周期安全运行尤其重要。
由于仪表引压管直接接触工艺介质,应选用流体输送用的无缝钢管,应按被测介质的化学和物理性质、温度、压力和所处外界环境等因素综合考虑材质的选择[3],且不应低于所在的工艺管道材质。高压加氢工艺过程中,具有高H2S特性,对于含H2S的介质,引压管材料应选择耐H2S腐蚀材质,满足NACE MR 0103的要求[4-5]。仪表引压管材质一般为316不锈钢,当操作温度高于290 ℃ 且含氢气、H2S浓度较高的场合,引压管材质首选321不锈钢,321不锈钢是Ni-Cr-Mo型奥氏体不锈钢,其性能与316不锈钢非常相似,但是由于加入了金属钛,使其具有了更好的耐晶界腐蚀性及高温强度,可适用于649 ℃的含氢、H2S浓度较高的高温高压场合。
无缝钢管分为Tube和Pipe系列管。Tube管规格用外径和壁厚值区分,Pipe管用壁厚代码和公称通径区分。一般场合,仪表引压管管径小,外径通常采用φ14 mm或更小规格;管阀件之间采用卡套连接,或螺纹、焊接连接,注重外径的精确度,以保证管阀件各部分密切配合,防漏耐压,因此,仪表引压管通常采用Tube系列管。高压加氢场合,因为压力高,引压管不仅要求耐内在工艺高压,还要求耐外在机械力,所以要求引压管管径不能过小,要适当增大;管径增大后不再适合卡套连接,也不再注重外径的精确度。此时采用Tube管已经没有明显优势,而Pipe管同样具有耐压性能好、抗弯折、耐拉裂的特点,而且与工艺管线规格一致,减少了材料品种,工程性及通用性强,因此在高压加氢场合仪表引压管建议采用DN20的Pipe管。
采用Pipe管,高压加氢场合仪表引压管的管阀件之间不应再采用卡套方式连接,采用焊接方式连接。焊接连接分为对焊和承插焊。相比承插焊连接,管阀件之间对焊连接方式可直接焊接,焊口少,对焊的焊缝强度、受力状况等优于承插焊。但是,如果引压管管径小,壁厚小,对焊连接不便时宜采用承插焊。
根据以上仪表引压管选择原则,同时为减少安装材料品种、规格,在高压加氢装置设计过程中,当管道压力等级不大于Class600时,仪表引压管线建议统一采用φ14 mm×2 Tube 316不锈钢无缝钢管,连接方式为承插焊;管道压力等级不小于Class900时,从减少仪表管阀件规格角度考虑,仪表引压管线建议统一采用DN20 XXS Pipe 321不锈钢无缝钢管,连接方式为对焊。
2 仪表管阀件配置
2.1 仪表管阀件选择原则
仪表测量管路中所用阀门的压力等级和材质原则上不低于工艺管道的等级和材质,与测量引压管线材质相匹配,通常选用截止阀,截止阀通过改变流体通道的截面积,可严密截断介质,也可调节压力传导阻尼,有利于仪表安全、稳定测量,也是仪表测量管路中最常见的阀门之一[6]。
2.2 低压管路
当管道压力等级不大于Class600时,仪表测量引线根部阀选用承插焊截止阀;放空阀、排凝阀也采用承插焊截止阀;对于差压变送器,一般随差压变送器成套配置一体化三阀组,材质最低为316不锈钢。
2.3 高压管路
2.3.1 仪表阀门形式
管道压力等级不小于Class900时,为避免阀门内漏,影响运行与维护,根部阀、排污阀、放空阀按双阀设置,阀型为截止阀。为减小2个独立单阀安装所需的较大空间,减少焊接易漏点,建议采用一体化双阀(含双阀芯),如图1所示。为了保证焊接质量和阀门的性能,双阀在制造时两端宜各焊接配带100 mm的一体短管(DN20,XXS,BW)。

图1 高压一体化双阀示意
高压引压Pipe管与常规的整体三阀组接口不匹配,因此不建议采用整体三阀组形式。
为实现三阀组功能,应采用3个高压对焊截止阀组合实现三阀组功能,如图2所示。
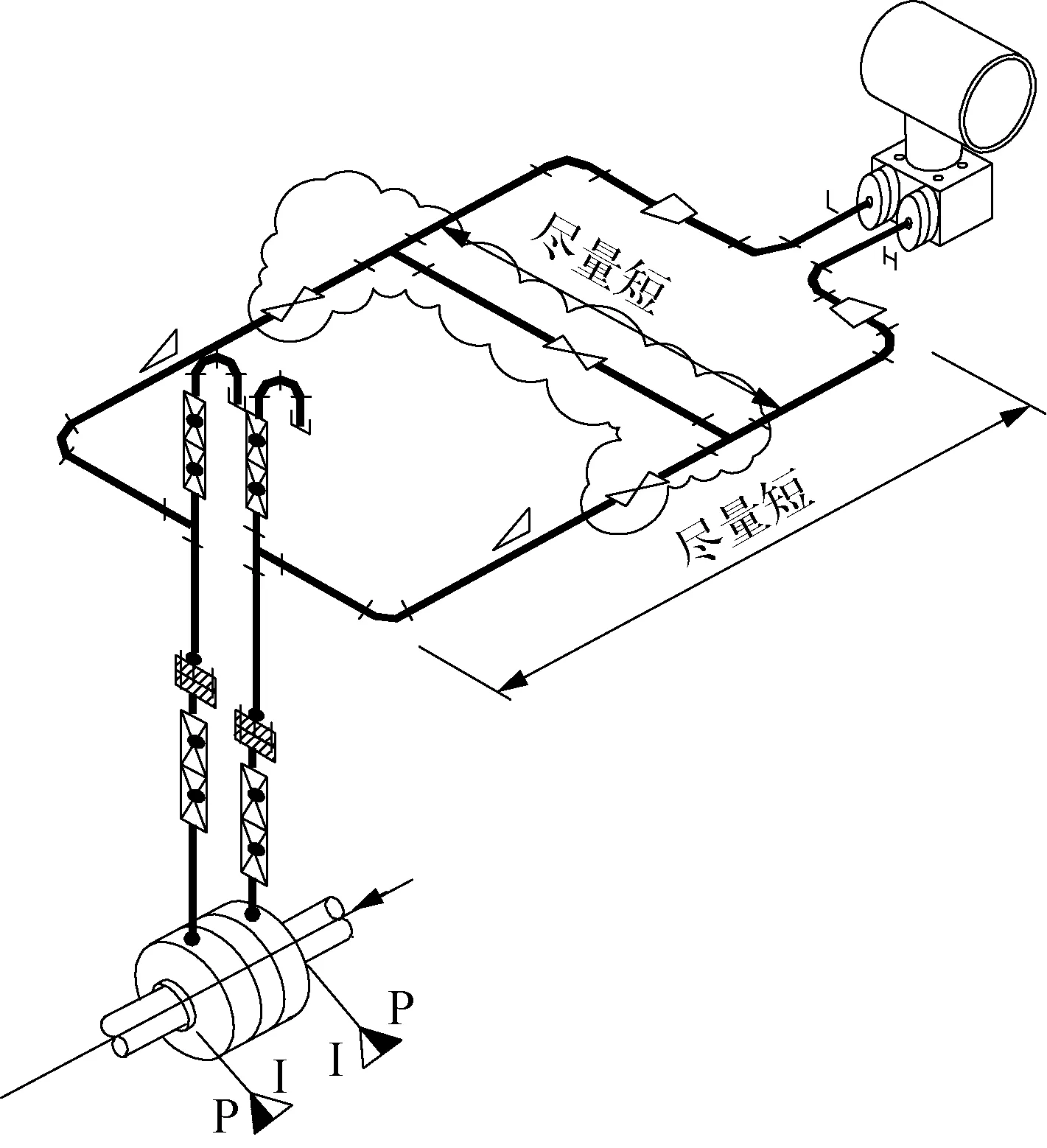
图2 管道压力等级不小于Class900仪表管阀件安装示意
2.3.2 仪表阀门材质
高压放空阀、排污阀材质采用321不锈钢;根部一体式双阀含配带的短管材质应与工艺管道一致。
2.3.3 仪表阀门管路连接
为避免异种钢焊接,根部一体式双阀之后采用法兰转接。转接法兰后与采用321不锈钢的DN20 XXS Pipe引压管连接,通过3个高压对焊截止阀组成的三阀组之后,经终端活接头进入变送器。需要注意的是: 为防止差压变送器正负引压口间距过窄,空间受限,导致DN20引压管引入时碰撞,活接头难以拧紧,建议引压管管径在进入终端活接头之前由DN20缩至DN15。
2.3.4 仪表高压终端活接头选择
从取源点到变送器,整条仪表引压管管路以焊接为主,但是在接入变送器时要通过终端活接头,活接头成为管路密封性能的薄弱环节。因此,变送器的活接头配置成为了制约变送器是否泄漏的关键环节。目前,变送器活接头主要有两种: 一种是压垫式,即通过压垫挤压密封;另一种为球面密封活接头,即通过球面硬密封实现密封。
目前,国内市场球面金属密封加工质量难以保证,且现场保护不善易造成球面密封表面划痕,导致球面密封接头密封效果降低,因此建议采用压垫式活接头。
压垫式活接头的压垫主要有: 聚四氟乙烯垫、铜垫、316不锈钢缠绕石墨垫三种,聚四氟乙烯垫片密封效果最佳,但是耐高温效果较差;结合现场经验来看,高压高温场合以铜垫、316不锈钢缠绕石墨垫选择为主。但是,铜垫片表面易氧化,氧化层对压垫密封效果影响较大,安装时需在现场将铜垫片表面打磨光滑,对现场施工要求较高。因此,建议选用316不锈钢缠绕石墨垫垫片,厚度保证1.5 mm以上。尤其在高压加氢装置气体密封测试前,应采用专用扳手,保证活接头螺纹充分拧紧,压垫压紧到位。
3 高压差压及压力变送器安装
加氢装置高温工艺管线及设备,由开工前的冷态到开工后的热态,由于热胀冷缩,导致工艺管线发生较大位移,工艺设备高度发生较大变化。然而,变送器却固定于位置保持不变的平台或地面,这将导致变送器与设备、工艺管线之间的牵拉。测量引线为管径、壁厚较大,刚性较强,吸收应力变化较弱的Pipe管,因此,变送器终端活接头易被拉开,这是测量管路的薄弱点;其次是孔板取源点处易拉开,造成测量介质泄漏。要解决该问题,只有通过变送器合理安装来解决。如何消除应力成为解决该问题的关键,目前采用的方案有以下几种:
1)变送器安装支架底座不固定。采用该种方案会导致变送器移动自由度过大,对变送器终端活接头处造成应力,可能拉开并泄漏。
2)变送器支架底座有限约束。让变送器在上、下、左、右各个维度都有一定的活动自由度,消化工艺管线、工艺设备牵拉引力,减缓振动影响。自由度的大小根据工艺管道、设备的膨胀量调整。高压差压/压力变送器非固定式安装方式如图3所示,安装材料及规格见表1所列。
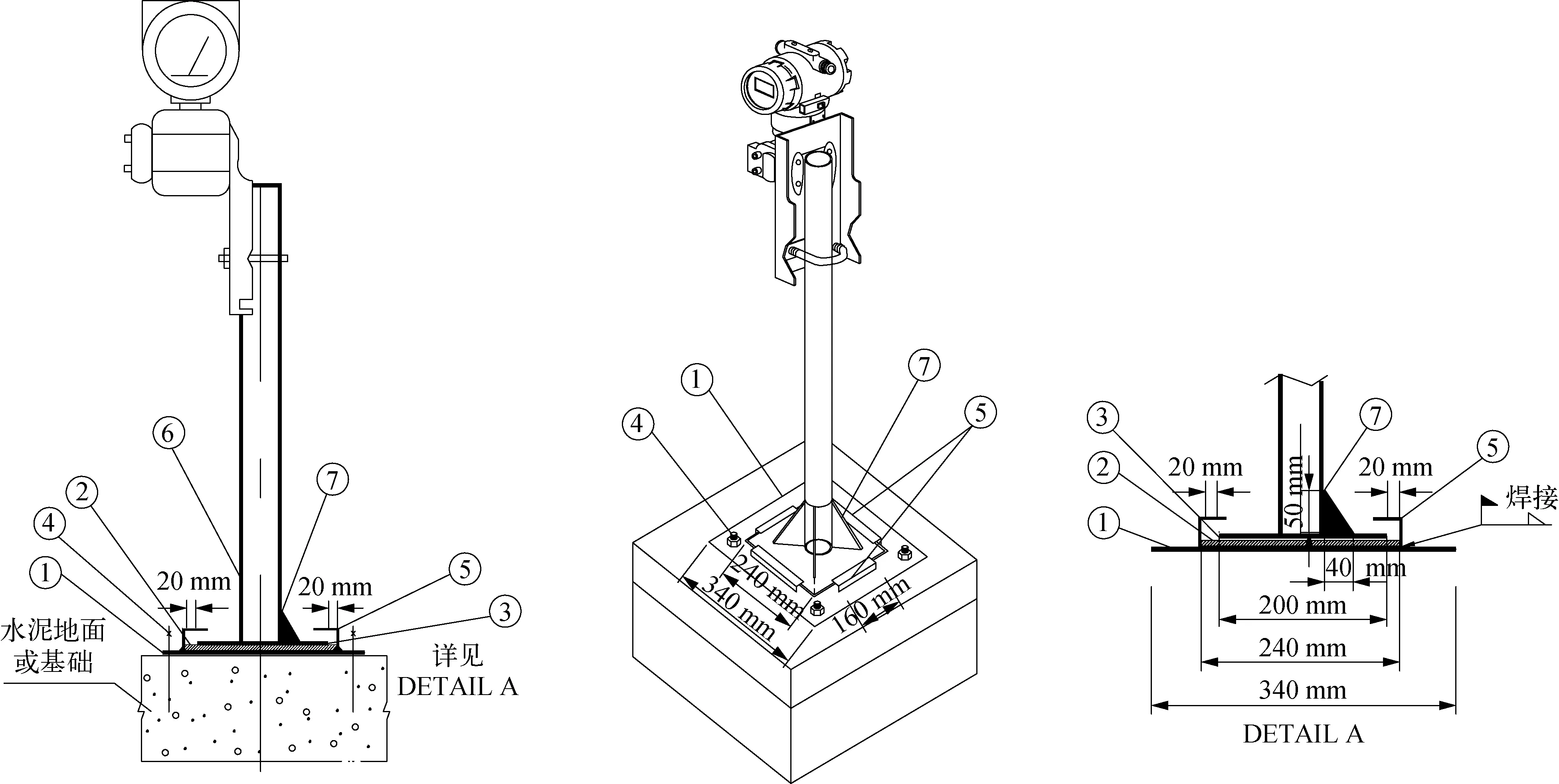
图3 高压差压/压力变送器非固定式安装方式示意
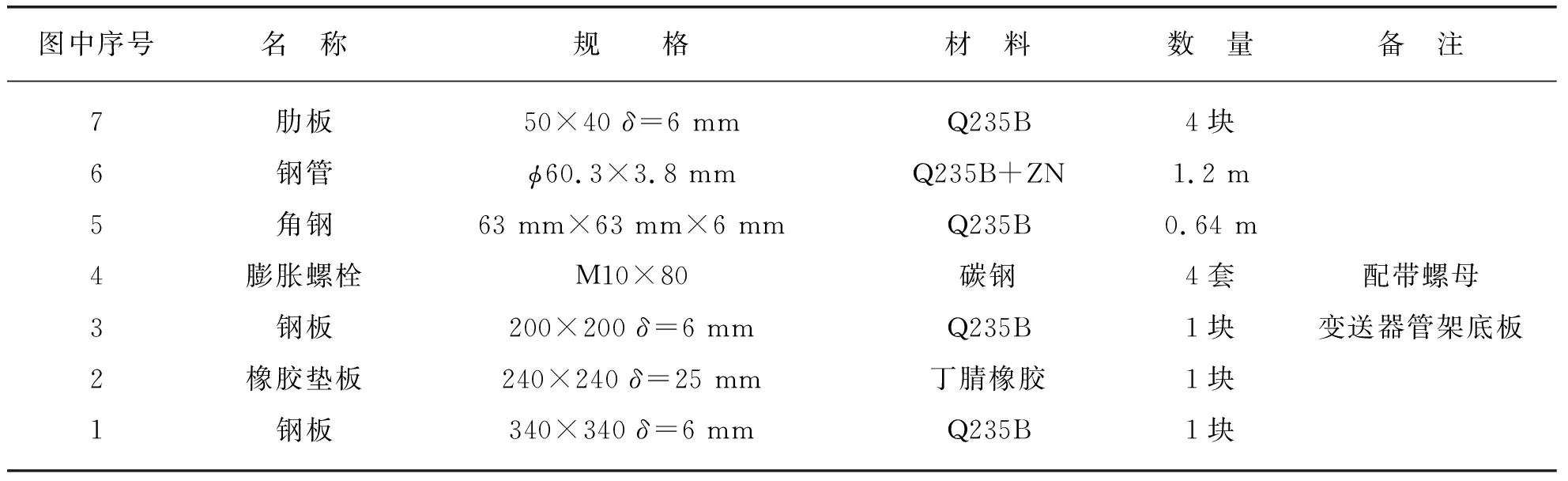
表1 安装材料及规格
4 结束语
加氢装置高温、高压、临氢、腐蚀的工况对仪表测量引压管路类型、连接方式、材质等提出了特殊要求,必须全面考虑这些因素的影响,有针对性地选择解决方案,才能保证装置安全可靠性。本文针对高压加氢装置,从引压管选择、管阀件配置、变送器安装等几方面做了分析,介绍了设计、使用经验,为同类工程设计提供参考。
猜你喜欢
中国特种设备安全(2022年4期)2022-07-08
趣味(数学)(2022年3期)2022-06-02
一重技术(2021年5期)2022-01-18
小哥白尼(军事科学)(2021年12期)2021-03-29
北京汽车(2020年3期)2020-07-15
民用飞机设计与研究(2020年1期)2020-05-21
河北农机(2020年10期)2020-01-08
电子技术与软件工程(2019年16期)2019-09-17
电子制作(2018年12期)2018-08-01
太空探索(2014年4期)2014-07-19
