
复合助剂对线型低密度聚乙烯DJM-1820性能的影响
2021-12-04 08:18胡井强
合成树脂及塑料 2021年6期
赵 飞,胡井强
(1. 国家能源集团神华包头煤化工有限责任公司,内蒙古 包头 014060;2. 浙江恒逸石化有限公司,浙江 杭州 310000)
聚乙烯在熔融、切粒、成型、贮存和使用过程中,与氧气接触发生化学反应,这种反应称为自氧化或老化。线型低密度聚乙烯(LLDPE)在光、热、剪切力和氧气的作用下发生老化、变色,导致力学性能下降,进而影响制品的使用寿命[1]。LLDPE有很强的电绝缘性,在加工和使用过程中由于摩擦产生静电荷,静电荷积聚后形成静电压,给工业生产及日常生活带来极大危害。为了抑制LLDPE的老化,一般在其造粒和加工过程中添加适当的抗氧剂、抗静电剂、光稳定剂、爽滑剂等,可以延长塑料制品的使用寿命,降低静电荷的产生,提高聚乙烯制品的使用价值。
本工作通过在LLDPE DJM-1820中添加不同复合助剂并反复挤出,研究复合助剂对DJM-1820熔体体积流动速率(MVR)、黄色指数(YI)、氧化诱导时间(OIT)的影响,并对其加工稳定性、力学性能和抗静电性能进行评价。
1 实验部分
1.1 主要原料
LLDPE粉料DJM-1820,国家能源集团神华包头煤化工有限责任公司。1#DFDA7042复合助剂,2#DFDA7042复合助剂:市售。DFDA7042复合助剂组成:受阻酚抗氧剂1076、亚磷酸酯抗氧剂168、抗静电剂1800和硬脂酸锌按质量比6∶12∶5∶5复配而成。
1.2 主要仪器
LTE26-40型双螺杆挤出机,美国莱伯泰科公司。7026型熔融指数仪,7613型摆锤冲击试验机,6054型试样冲模机:意大利Ceast公司。5965型拉力试验机,美国Instron公司。YYJ-40-JR型压样机,长春科光机电有限公司。ZE6000型黄色指数仪,日本电色公司。
1.3 试样制备
称取2 phr DJM-1820,分别添加1#DFDA7042复合助剂和2#DFDA7042复合助剂,添加量为0.14%(w),混合后在双螺杆挤出机上进行5次挤出,每次挤出的试样进行MVR,YI,OIT以及力学性能测试。双螺杆挤出机1段温度为230 ℃,2~7段温度均为250 ℃,主机转速为200 r/min。
1.4 测试与表征
MVR按ASTM D 1238—2010测试,温度190 ℃,负荷2.16 kg,口模直径2.095 mm。
YI直接用挤出料按ASTM D 6290—2013测试。
OIT测试:取挤出的LLDPE粒料切成薄片,称取3~5 mg置于铝质试样池中(仪器温度和热焓用标准金属铟进行校准),在氮气保护的条件下分别以20 ℃/min升至190 ℃,恒温5 min,切换成氧气,开始计时,至产生明显的氧化放热。
力学性能:取挤出的LLDPE粒料在注塑机上制成标准样条,按GB/T 1040.2—2006测试。
LLDPE粉料需要在合适的熔融温度下稳定一定时间,然后再进行薄膜的二次加工。由于 LLDPE的挤出温度高于常规低密度聚乙烯的挤出温度,因此必须注意产品二次加工所用的其他树脂或添加剂的热稳定性[2]。
2 结果与讨论
2.1 复合助剂对LLDPE加工稳定性的影响
从表1可以看出:加入复合助剂试样随着挤出次数增加,MVR逐渐降低,表明反复挤出加工过程复合助剂抗老化作用在下降。未添加复合助剂的LLDPE的MVR均低于添加了FDA7042复合助剂的LLDPE,说明DFDA7042复合助剂具有抗氧化作用。从表1还可以看出:同一试样随着挤出次数增加,YI明显增加。未添加复合助剂的LLDPE的YI均高于添加DFDA7042复合助剂的LLDPE,说明DFDA7042复合助剂可以控制LLDPE的YI。

表1 DFDA7042复合助剂对LLDPE粉料加工过程中MVR和YI的影响Tab.1 Influence of compound additive DFDA7042 on MVR and YI of LLDPE powder during processing
从表2可以看出:在210,230,250 ℃的条件下,随着挤出次数增加,试样的MVR逐渐降低,YI增大。随着挤出次数增加,试样的MVR下降,但是下降幅度较慢。
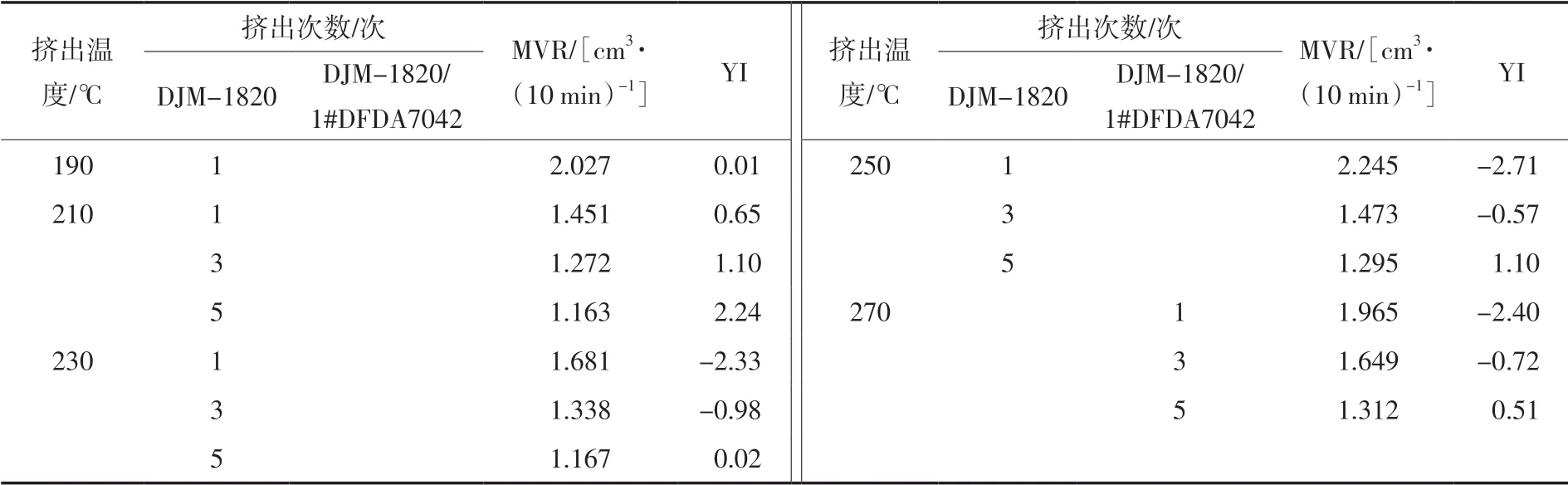
表2 不同温度条件下DFDA7042复合助剂对LLDPE稳定性的影响Tab.2 Influence of DFDA7042 compound additives on LLDPE stability at different temperatures
聚乙烯降解过程中一系列的自由基反应将会引起聚乙烯相对分子质量和MVR的改变。良好的抗氧剂通过提供活泼氢给予降解所产生的聚乙烯自由基,从而终止降解反应的进行以及由于老化所引起的MVR的改变,因此,抗氧剂在聚乙烯加工过程中的抗氧化作用通常用聚乙烯多次挤出过程中MVR的变化进行表征[3]。
聚乙烯的老化一般伴随降解和交联这两类不可逆的化学反应,而聚乙烯的老化,倾向于形成新的C—C,造成分子链交联,导致分子链相对分子质量变大,流动性变差,MVR降低。因此,为了抑制聚乙烯在加工和使用过程中的老化,需要加入抗氧剂对其进行稳定化处理。受阻酚主抗氧剂在亚磷酸酯辅助抗氧剂的协助下不仅可以提供活泼氢与体系中的自由基形成醇、水和氢过氧化物,而且氢过氧化物还可以进一步还原形成非活性的醇类物质[4],因此,受阻酚与亚磷酸酯的复配体系成为聚乙烯加工和使用过程中不可缺少的组成部分。通过一系列不同的表征手段对受阻酚以及亚磷酸酯组成的协同体系进行评价是不同抗氧剂配方得以应用的关键所在。
2.2 复合助剂对LLDPE长期稳定性的影响
挤出温度为190 ℃,从图1可以看出:添加复合助剂的LLDPE粉料的OIT都高于未添加复合助剂的LLDPE。添加2#DFDA7042复合助剂的LLDPE的OIT高于添加1#DFDA7042复合助剂,由此可知,使用2#DFDA7042复合助剂时的长期稳定性能优于使用1#DFDA7042复合助剂。
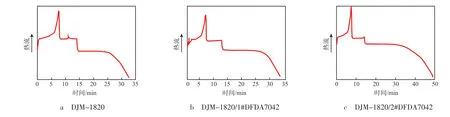
图1 试样的差示扫描量热法曲线Fig.1 DSC curves of samples
在聚乙烯的加工和使用过程中,其自身老化或者抗氧剂抗氧化会引起体系的发黄变色,因此,聚乙烯加工过程中YI的变化是判断聚乙烯稳定性以及抗氧剂抗氧化性能的重要指标。聚乙烯在氧气环境中长期稳定性的比较,是其寿命评价以及抗氧剂长期稳定性评价的重要指标[5]。从材料的老化机理可知,在受热或氧气直接引发作用下,高聚物产生游离基的过程是热氧老化的游离基链式反应过程中较难进行的一步。因此,材料在热氧老化时都有一段诱导期,在诱导期,高聚物与氧气未起作用(未氧化),即“吸氧”还未开始,诱导期一旦结束,自动催化氧化反应阶段开始,“吸氧”速率便迅速加快,材料的各种性能急剧变坏[6],所以在一般情况下,OIT越长,材料越耐老化。
2.3 复合助剂对LLDPE力学性能的影响
材料的力学性能是一项重要的检测指标,高聚物的相对分子质量越大,分子链越柔顺,其拉伸强度越好,断裂伸长率也越大。在材料的老化过程中,由于降解或交联反应使力学性能下降。降解会使相对分子质量下降,拉伸强度降低;交联则会使材料的韧性下降,断裂伸长率降低[7]。从表3可以看出:与未添加复合助剂的LLDPE相比,添加复合助剂的LLDPE的弯曲模量较高,拉伸强度和简支梁缺口冲击强度较低。
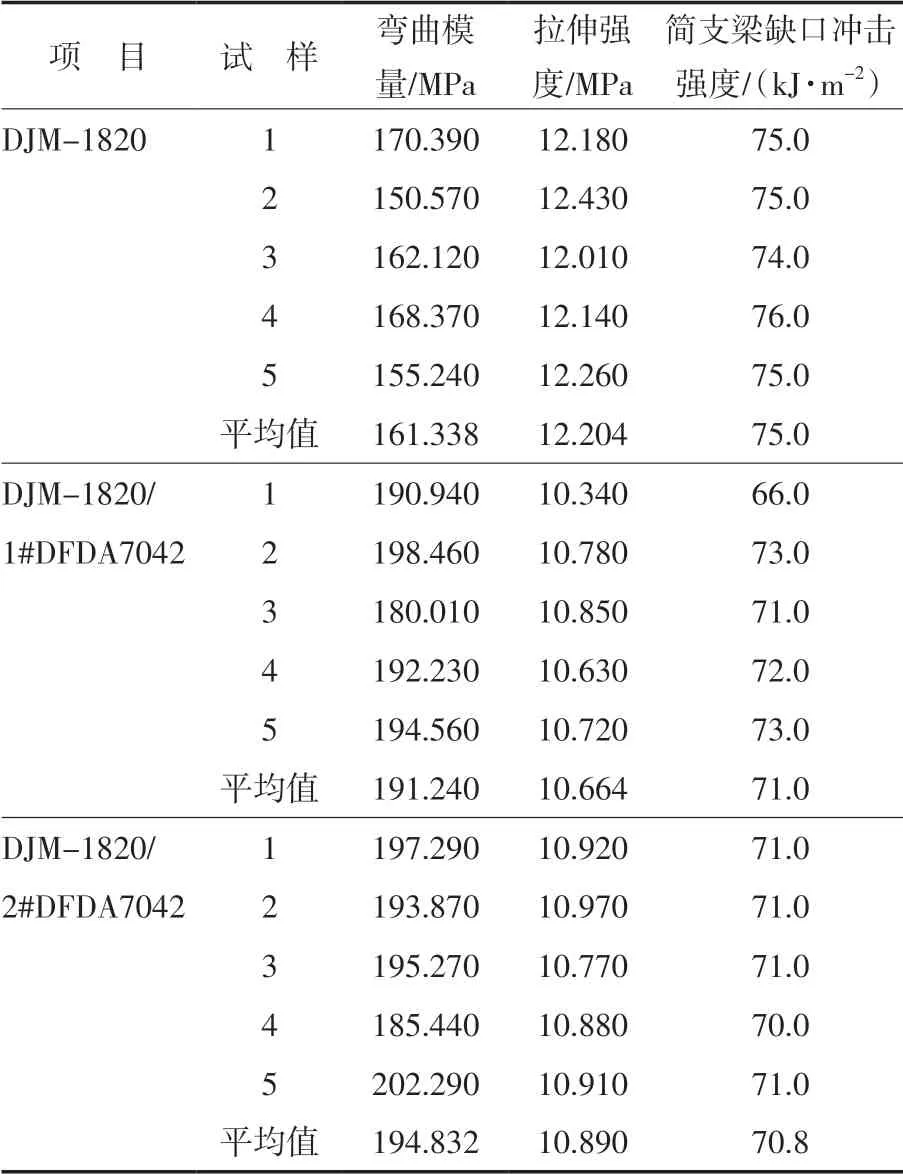
表3 DFDA7042复合助剂对LLDPE粉料加工过程力学性能的影响Tab.3 Influence of compound additive DFDA7042 on mechanical properties of LLDPE powder during processing
2.4 复合助剂对LLDPE抗静电性能的影响
静电产生的微观原因:根据原子物理理论,电中性时物质处于电平衡状态,由于不同物质原子的接触产生电子的得失,使物质失去电平衡,产生静电。宏观原因:物体间摩擦生热,激发电子转移;物体间的接触和分离产生电子转移;电磁感应造成物体表面电荷的不平衡分布[8];摩擦和电磁感应的综合效应;聚乙烯属于高分子材料,表面电阻都大于1×1012Ω。因此,赋予了材料良好的绝缘性能,但极易产生静电[9]。
从表4可以看出:与未添加复合助剂的LLDPE相比,添加了DFDA7042复合助剂的LLDPE的表面电阻低,表明复合助剂中有消减静电物质。加入DFDA7042复合助剂后,消减静电物质吸取空气中的水分,降低了LLDPE的表面电阻。
3 结论
a)在LLDPE的高温多次挤出过程中,DFDA7042复合助剂具有抗氧化稳定性作用。
b)DFDA7042复合助剂具有抗静电作用。
c)添加DFDA7042复合助剂的LLDPE的弯曲模量较高,拉伸强度和简支梁缺口冲击强度较低。
猜你喜欢
中国塑料(2022年11期)2022-11-26
化工管理(2022年30期)2022-11-24
陶瓷(2022年6期)2022-06-23
药品评价(2021年17期)2021-11-06
河南化工(2021年9期)2021-10-13
包装学报(2021年3期)2021-08-12
合成树脂及塑料(2021年2期)2021-04-27
中国化工贸易·中旬刊(2020年7期)2020-12-28
商品与质量(2019年4期)2019-12-21
佛山陶瓷(2017年7期)2017-09-06
