
云南省红河州某县生猪屠宰场沙门菌的分离鉴定分析
2021-12-04 11:24:58袁保明翟新国刘德强李晓霄金艳寿
北方牧业 2021年22期
袁保明,翟新国,刘德强,李晓霄,金艳寿
(1.河北工程大学生命科学与食品工程学院,河北邯郸 056000;2.云南曲靖陆良县板桥镇农业农村综合服务中心,云南曲靖 655602;3.易门县六街办事处农业农村综合服务中心,云南玉溪 651107)
沙门菌在严重危害着公共卫生安全的同时, 也给畜牧业和肉制品加工业造成了极其严重的经济损失[1]。 据报道,被感染的猪是屠宰场和加工环节最主要的污染源[2]。 某县生猪屠宰场的屠宰环节表面进行样品的采集, 按照GB4789,4-2010[3]中分离程序对采集样品进行沙门菌分离及耐药性实验。 此次将重点探究沙门菌在屠宰场每个环节中沙门菌的分离, 通过污染现状及耐药性实验研究为防控措施提供数据支撑。
1 材料与方法
1.1 样品来源
采样时间自2019 年9 月至2021 年10 月,采集9 次样品,采样时间间隔约为1 月/次,样品来源于云南省红河州某县生猪屠宰场进行采集,此屠宰场每天屠宰数在100~200 头,为某县供应80%以上猪肉食品。 采集样品共计1530 份(见表1)。 实验器具都经过灭菌或消毒,采取无菌操作,采样过程中为防止被污染,每次采样结束后尽快将样品送往实验室进行处理。
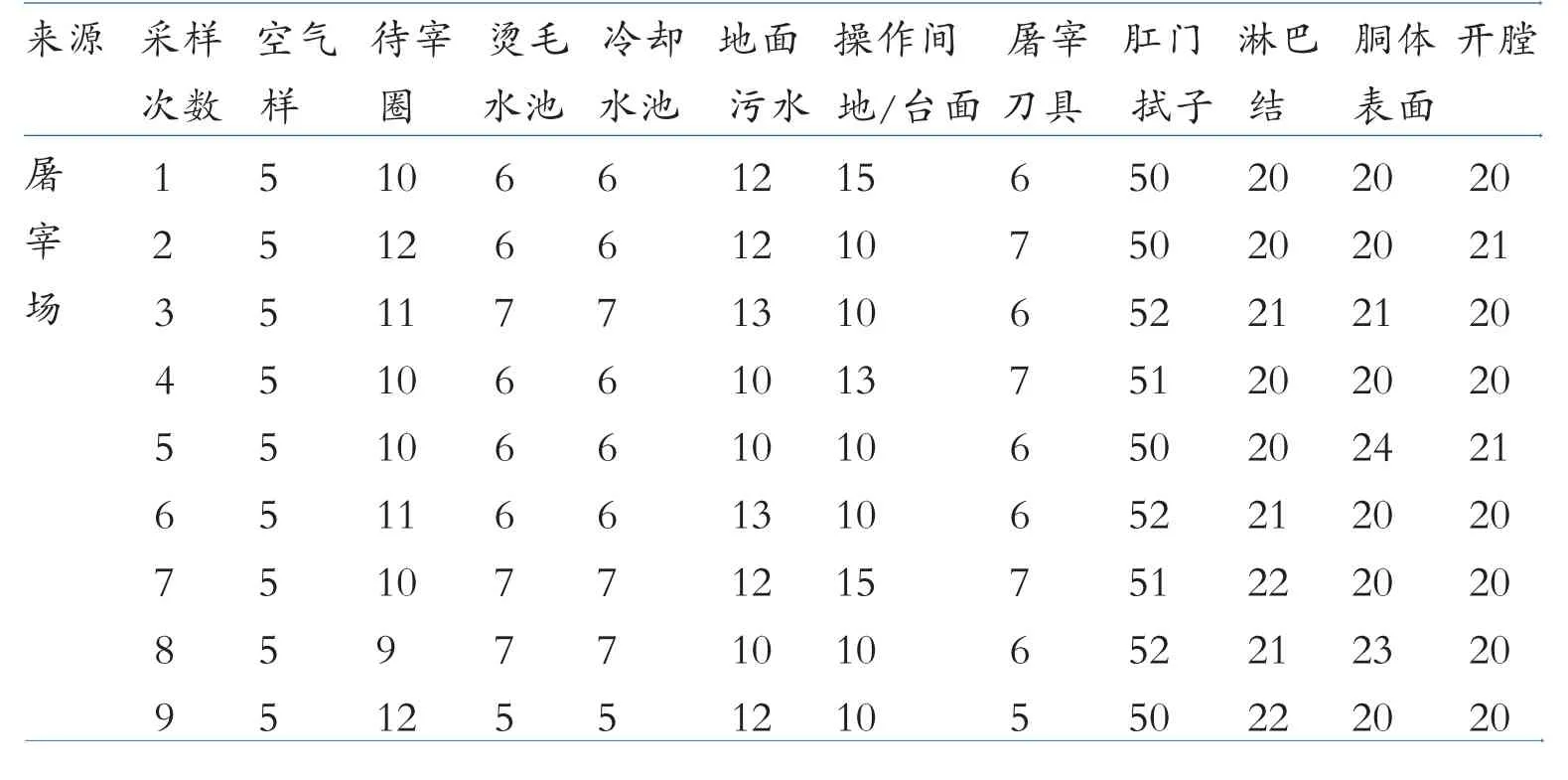
表1 某县生猪屠宰场采样数量 (单位:份)
1.2 主要实验试剂及材料
麦康凯琼脂、营养琼脂,均购于北京某技术有限责任公司。 缓冲蛋白胨水(BPW)、亚硒酸盐胱氨酸(SC)增菌液、亚硫酸铋(BS)琼脂、SS 琼脂均购自广东环凯微生物科技有限公司, 沙门菌显色培养基购自青岛海博生物技术有限公司。
1.3 方法
按照中华人民共和国国家标准GB4789.4-2010 进行分离鉴定[4],具体操作如下:
1.4 细菌分离培养
在超净工作台中, 样品使用生理盐水,按0.0001、0.001、0.01、0.1 和1 五个等比例梯度进行稀释。 将稀释的样品,均匀涂布在BS、SS 琼脂培养基上,在37℃孵化箱内培养24 小时,得到单个细菌菌落。 37℃培养24 小时进行细菌分离培养。
1.5 沙门菌分离结果
从1530 份屠宰场样品中分离出沙门菌共计272 株,总分离率为17.8%。 每次样品中沙门菌的分离率都维持在比较稳定水平; 不同批次不同屠宰场样品中沙门菌分离率略有波动。 4、5、6 样 品 沙门菌污染率相比高,不同的屠宰场分离数量(见表2)。
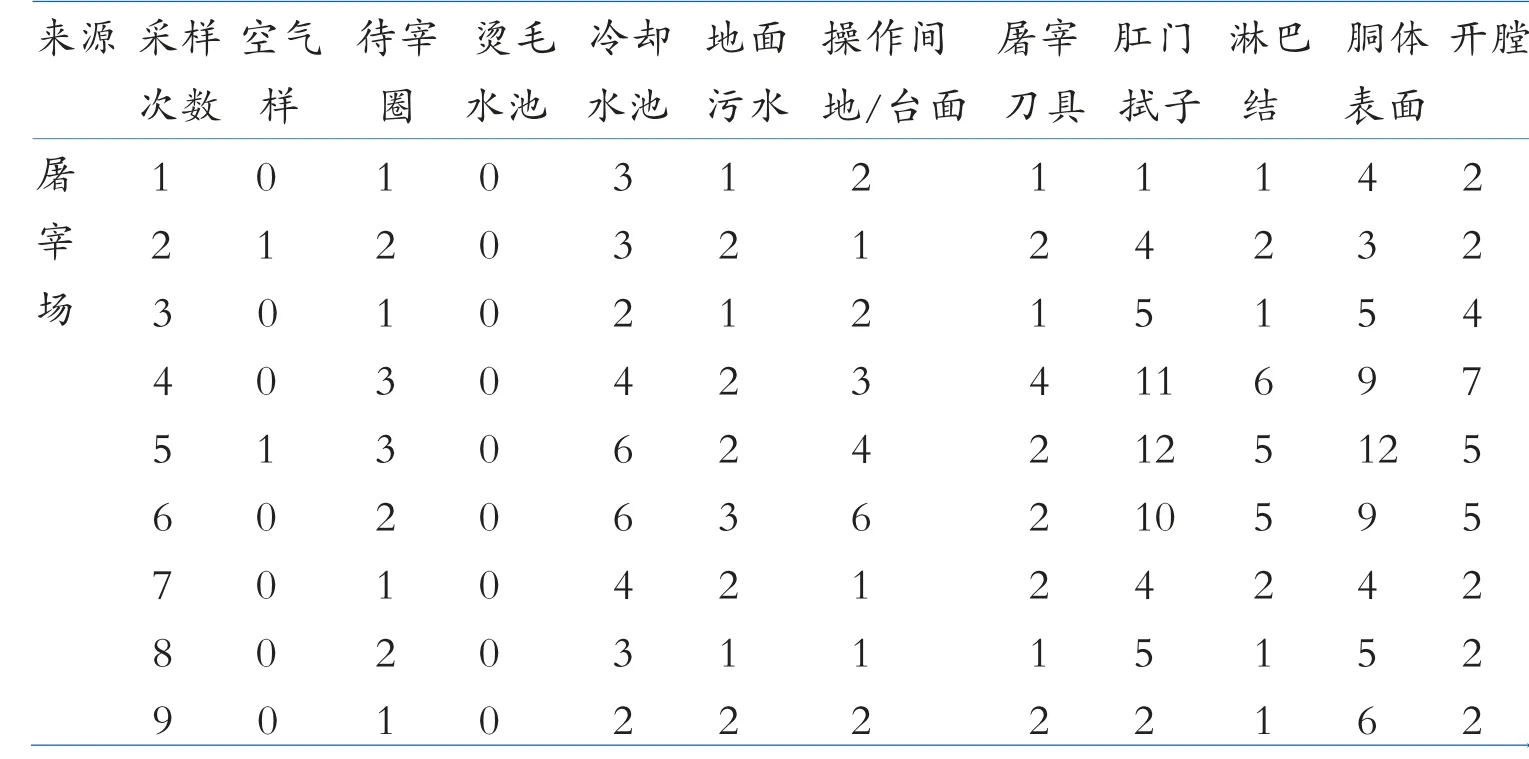
表2 某县生猪屠宰场分离数量
1.6 沙门氏菌革兰氏染色筛选
菌落经过分离纯化后,挑选形态典型的单个菌落,根据革兰氏染色后的单个细菌菌体的形态,来筛选沙门氏菌。油镜下观察,革兰氏阳性菌呈现紫色,革兰氏阴性菌呈现红色,这样筛选出阴性菌,大致作出筛选。
1.7 生理生化鉴定
将分离得到的272 株疑似菌株的革兰氏染色阴性细菌进行生化鉴定,结果发现其中有272株细菌的生化鉴定结果符合沙门菌生化鉴定标准,均能分解葡萄糖、赖氨酸、鸟氨酸;根据《常见细菌系统鉴定手册》来确定所属的种。
1.8 沙门菌的PCR 鉴定
利用PCR 方法对沙门菌种属特异性基因invA 进行检测,测系引物(见表3)。
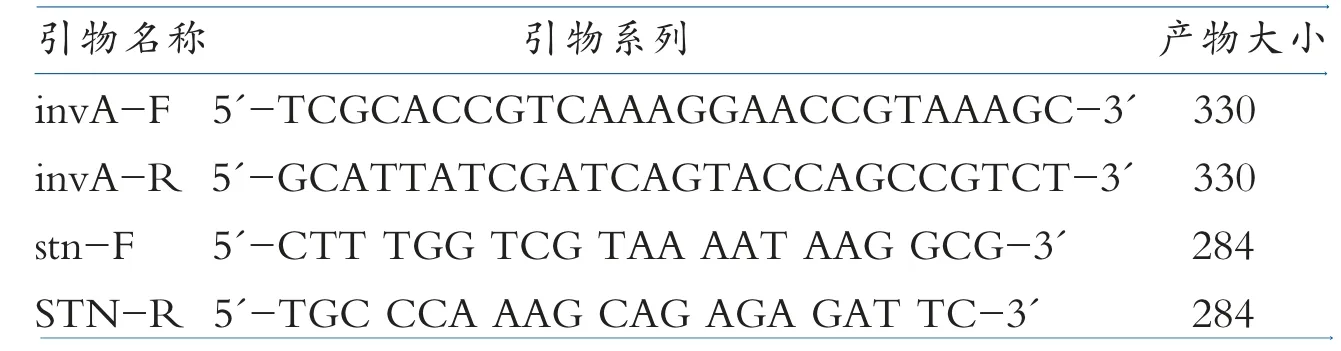
表3 测系引物
反应条件:94℃预变性5 分钟;94℃变性1分钟;55℃退火1 分钟;72℃延伸1 分钟; 共25个循环,最后72℃再延伸10 分钟;4℃保存。 经PCR 扩增,产物经1%琼脂糖凝胶电泳检测。
利用PCR 检测疑似菌株携带invA 的情况,均能检出invA 基因,通过PCR 扩增沙门氏菌特异性基因invA,得到特异性片段,与预期结果相符。
2 沙门菌分离鉴定结果分析
云南省红河州某县生猪屠宰场, 在各个屠宰环节中严格按照屠宰程序, 某县生猪屠宰场的卫生条件较好。9 次屠宰场样品中的沙门菌分离率无较大的波动, 但是沙门菌的分离率在屠宰场环节中波动较大, 其中设施设备及其屠宰刀具是屠宰场中重要的工具, 是容易引起细菌交叉污染, 调查结果显示屠宰刀具环节中存在交叉污染, 以此建议屠宰场应该给屠宰环节配备2~3 套屠宰工具, 交替使用时对屠宰刀具进行彻底浸泡消毒, 防止屠宰场由于屠宰刀具带来的交叉污染情况的发生。
另外, 沙门菌可以通过被污染的屠宰人员的手或其手套进行传播。 屠宰流程中,胴体上的沙门菌的检出率降低, 这是由于屠宰操作的清洗环节可以降低胴体污染。
3 讨论
生猪屠宰场的采样分离研究发现, 云南省红河州某县生猪在待宰圈等待屠宰期间也会造成交叉污染,待宰圈的清洗时清洗水的流动也会造成沙门菌的交叉污染。 其中屠宰时流水线上的污染主要来自于屠宰环节放血环节、烫毛环节、脱毛环节、劈半环节、 抛光环节等机械设施及其人工屠宰活动区域的污染, 其原因是屠宰操作时的不规范也会造成沙门菌的交叉污染, 有可能操作工人也会携带沙门菌进入屠宰场, 彻底消毒是解决的核心。
许多研究表明, 在放血环节猪体表面会受到高水平的污染, 当携带沙门菌的猪胴体经过各个屠宰环节时会通过屠宰人员的手或刀具将沙门菌传递到其他胴体产生交叉污染[4]。 综上可见在屠宰流水线上最重要的是对屠宰操作的严格执行及其日常屠宰场的卫生消毒管理, 及其标准化培训是实现控制沙门菌污染的有力保障措施。
猜你喜欢
中国饲料(2022年5期)2022-04-26 13:42:36
中国动物传染病学报(2021年3期)2021-07-21 03:19:30
新农业(2021年9期)2021-06-20 11:26:32
疯狂英语·新读写(2019年10期)2019-10-24 06:40:40
首都公共卫生(2018年5期)2018-11-21 07:02:02
湖北畜牧兽医(2018年6期)2018-01-17 17:03:56
食品与生物技术学报(2017年2期)2017-04-09 11:43:29
生物学教学(2016年9期)2016-08-21 02:37:00
中国猪业(2016年3期)2016-01-28 14:46:58
天津诗人(2013年1期)2013-12-12 06:15:23
