无损检测方法在压力容器检验中的应用研究
2021-12-03 01:16肖长华石巍徐建军
商品与质量 2021年42期
肖长华 石巍 徐建军
江苏省特种设备安全监督检验研究院盐城分院 江苏盐城 224000
无损检测技术是可以高效的对检测设备的性质,表面结构、缺陷位置。运行状态进行检测,而且检测的过程和手段不会对仪器的本身结构和化学性质造成改变,现阶段,压力容器的无损检测技术有很多种,包括传统的技术如超声波、射线、涡流和新型的技术如声发射、磁记忆等,虽然无损检测方法种类繁多,但每种检测方法都有独立的特点,并不适用于所有的检测当中,因此,在对压力容器进行检测时,在适当的情况下,可以尝试多用几种检测方法,检测结果进行对比分析,在无损检测技术的运用中,不仅要确保检测结果的精准性,还要注重经济效益,在操作安全的情况下,降低投入成本,以提高无损检测技术的合理性[1]。
1 常用的无损检测技术
1.1 超声检测
超声波检测是利用超声波在介质中传播时产生衰减,遇到界面产生反射的性质来探测物体内部缺陷的一种无损检测方法。这种方法的灵敏度高,超声波的穿透能力强,检测速度快,而且超声波检测使用的探伤仪的体积小、重量轻,对于人体也没有伤害。超声波检测技术可以检测压力容器的焊接内表面的裂纹,对于焊缝内的缺陷的安全评定是不可或缺的,这项技术已经趋于成熟。该技术的突破主要体现在自动化和信息化两方面。自动化是指超声探伤工业检测机器人的研制,在容器内部、管道内部等检测中发挥优势,具备驱动、数据存储、检测及控制等功能。超声无损技术在某些方面的运用,我国目前已经达到国际领先水平,比如,我国的一些微机自动超声检测系统已经在原有的基础上得到了相应的创新并在实际中得到了一定的实践,据测试结果的数据显示,自动超声检测系统在各方面都优于原有的检测系统。信息化主要是对超声数字信号处理软件等信息化处理。随着时代的不断发展,人们对于各种产品的质量的要求越来越高,这也决定了超声无损检测技术数字化研发提出新的发展方向,超声无损检测系统要更加的标准化、智能化、规范化,超声检测的仪器要更加的自动化、小型化、精确化、可靠性高。常用的反射法检测的检测结果显示不直观,检测结果无直接见证记录,但现在国内迅速发展的TOFD技术可弥补这一缺点。
1.2 射线检测
在零件内部几何缺陷的检测中常用射线检测技术。射线照相的方法主要是对压力容器的缺陷进行清晰的检测,这是这种检测方法最大的优点。此外,这种检测技术还可以对导致零件的局部厚度缺陷进行检测,具有亚毫米量级的高精度。同时,射线照相法也可以有效应用于一些金属材料制成的机械设备中,材料的晶粒尺寸对其没有影响。但是这种检测方法在零件裂纹的检测过程中需要控制辐照的角度,如果辐照角度不够正确,会对检测结构产生不同程度的影响。在压力容器检测中多采用X射线或射线,因为射线的穿透强度不同,在使用过程中需要做出合理的控制,在需要时可以采用加速器来增加射线的穿透力。
1.3 渗透检测
作为诞生于20世纪初的检测方法,渗透检测是最早应用在目测之外的无损检测方法。检测过程中检测的主要原理是在零件表面涂布荧光燃料渗透剂或着色燃料渗透剂。能缓慢进入零件的缺陷部位,其他部位的着色剂清洗干净后,再进行干燥处理,并加入显像剂,通过毛细现象,参与检查的人员能清楚地看到零件中缺陷的位置。但是,穿透检测的方法只能应用于容器表面开口缺陷的检测,没有办法检测压力容器内部的缺陷。
1.4 磁粉检测
目前最成熟的零件检测方法是磁粉检测,主要可以检测压力容器表面及表面附近的几何缺陷。具体使用中的原理是对相关零件进行磁化处理,当零件表面及近表面有裂纹时,裂纹零件处会发生磁场泄漏,泄漏的磁场会吸附大量的磁粉产生磁痕,相关检测仪可以据此判断缺陷的状态。但在使用过程中,对材料的检测存在一定的局限性,只能检测铁磁材料的部分,且只能检测表面以及近表面的缺陷。
2 无损检测技术在压力容器检验中的应用及实例
2.1 超声检测在压力容器中的应用
除上述检测方法外,还有超声波检测方法。该方法也广泛应用于压力容器的检测中。在现阶段,它是一种非常重要的检测方法。超声波检测法的主要原理是通过超声波对零件的缺陷进行检测,在具体使用过程中检测速度非常快,不会对压力容器造成损伤。但是在使用超声波技术时对检测设备的要求较高,一般在使用超声波检测技术时需要严格控制检测仪器的频率,一般需要控制在2-2.5赫兹以内,另外还需要严格控制晶圆的直径,厚度需要大于28mm。需要有专业的工作人员在现场对发现的缺陷进行评估[2]。目前已有TOFD技术提供可记录的超声检测图形,大大扩展了超声检测的应用范围。某单位一台球罐在定期检验过程中采用TOFD超声波检测,图谱见图1。
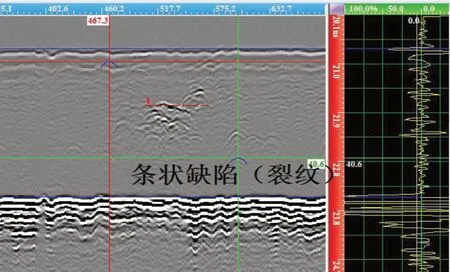
图1 TOFD图谱
在TOFD图谱中发现条状缺陷,经判定为裂纹缺陷,位置在焊缝中心。按照《固定式压力容器安全技术监察规程》要求,应及时对发现的缺陷进行返修,确保球罐的使用安全。但是,此处缺陷是在定期检验中发现的,如果按照正常要求进行返修,焊口打磨、焊口组对、焊接等比较困难,还需要进行热处理,现场条件很难具备,且焊接质量也很难得到保障。因此,建议进行声发射检验确认此缺陷为制造时遗留的固定缺陷还是在使用过程中产生的缺陷,该缺陷有无活性,在正常使用状态下是否有继续扩张发展的可能。如果检测结果显示该缺陷为制造遗留,无活性,在正常使用条件下不发生扩展,那可以进行评价,暂不进行返修,可以满足使用要求。
2.2 射线检测技术在压力容器中的应用
射线检验方法应用非常广泛,能够做到对压力容器内部的缺陷情况做到有效的检验。生成的射线底片可以直观的反应压力容器焊缝内部的缺陷情况,检验人员根据法规和经验可以判定缺陷的位置、性质及危险程度,进行定性定量定级,有针对性的提出处理意见。但射线检测也存在较明显的缺点,首先是检测成本过高、速度慢,其次是在实际检测中需要提前进行合理角度的选择,并且在检测裂纹与未熔合处时可能会出现漏检的情况。另外,该方法不适宜较厚的工件,射线是一种电离辐射,对人体有害,需做特殊防护。
某单位一台压力容器在制造过程中进行射线探伤,生成的射线底片见图2。
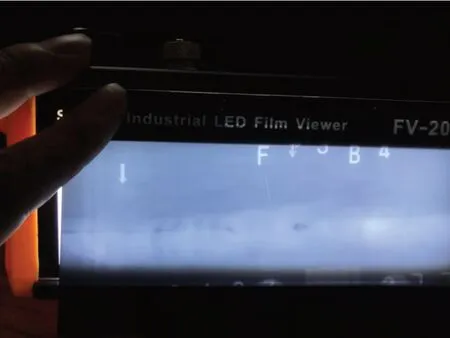
图2 射线底片
在射线底片中发现该焊接接头存在根部未熔合缺陷。未熔合是指焊缝金属与母材金属,或焊缝金属之间未熔化结合在一起的缺陷。未熔合缺陷位置造成了材料的不连续,造成了应力集中,减薄了材料厚度,减小了压力容器承载压力的能力。同时,未熔合缺陷的界面不规则,容易生成裂纹等缺陷,两端部尖锐易扩张。因此,未熔合缺陷在《承压设备无损检测》标准中属于不允许存在的缺陷类型,应及时对发现的缺陷进行返修,确保压力容器的制造质量。
2.3 渗透检测技术在压力容器中的应用
在非金属材料和金属材料的压力容器检测中,可以采用渗透检测法。在陶瓷压力容器中进行渗透检测时,应分析玻璃化状态,以保证检测方法选择的合理性。对石墨压力容器进行检测时,应分析其处理工艺,采用浸铜工艺时,渗透检测方法的效果较好,防止细小气孔影响渗透剂的应用。当压力容器属于粉末冶金时,应分析其具体类型。一般的检测方法有显著的应用价值。但是在松孔类压力容器中的应用仍旧存在限制。在渗透检测技术的应用中,应根据压力容器的特点确定检测手段和检测方法,通过预清洗和表面处理提高检测工作的效率和质量。表面的毛细现象受预清洗和处理效果的影响,杂质较少时会出现显著的毛细现象,有助于探测器的穿透,保证穿透检测灵敏度和可靠性。当开口缺陷中杂质较多时,探测器的毛细管作用受到抑制,其穿透效果不佳。
某单位一台在用不锈钢压力容器在定期检验过程中采用渗透检测对压力容器内表面纵焊缝进行表面检测,结果见图3。

图3 渗透检测现场
检测结果表明此焊缝有表面裂纹,存在安全隐患,如果继续使用,可能导致裂纹扩展,长度上延长到整条焊缝,深度上继续深入,甚至形成穿透,会造成物料泄漏或压力容器从薄弱处发生爆炸。因此,对发现的裂纹缺陷提出立即进行整改的要求,消除安全隐患,保证使用单位的人身财产安全。由于裂纹产生的因素很多也很复杂,裂纹只能尽量的防范而不能避免,所以我们要尽可能在裂纹出现的第一时间发现,这就要做好压力容器、压力管道的检验工作[3]。根据《固定式压力容器安全技术监察规程》的规定,此处裂纹缺陷的处理方法是打磨裂纹直至彻底消除,对打磨后的部位才用发现缺陷的无损检测技术进行检测,在此处应采用渗透检测,确认裂纹缺陷已被完全清除。对打磨后的部位进行厚度测量,与压力容器产品质量证明书、设计图纸上的允许腐蚀裕量进行比较,如果小于腐蚀裕量,可以不再进行处理,满足使用要求,如果大于腐蚀裕量,则应进行强度校核,保证剩余厚度能够满足设备的工艺使用要求,如果不满足设备使用要求,则需要进行补焊,将打磨掉的深坑填补起来。补焊的焊材应与原制造材料相符,焊接人员应具备特种设备焊接人员资格证,并有符合本次焊接的焊接项目。在焊接之前,承接维修的单位应持压力容器制造资质或维修资质、焊接人员资质、维修方案等至当地市场监督管理局特种设备监察科进行维修告知,符合规范要求的还应当到当地特种设备检验部门进行申报检验。在焊接工作完成以后,应该再次进行渗透检测,以保证维修质量。同时,应根据压力容器的级别、维修的具体工作确定是否还有其他工序需要完成,例如:热处理、压力试验、严密性试验等等。
3 结语
为了有效提高压力容器的质量和精度,一般需要对容器内部结构进行检测,以保证压力容器在使用过程中能够满足具体要求。但在压力容器检测过程中会受到诸多因素的影响,稍有不注意就会导致故障的发生,为了避免这种情况的发生,需要全面掌握检测技术要点,以有效控制故障,并根据压力容器的具体情况选择合适的无损检测方法,保证检测结果的可靠性和准确性。相信在不久的将来,无损检测技术在新型的纳米材料、微机电器件等领域得到更好的发展。
猜你喜欢
科学技术创新(2022年31期)2022-10-27
建材发展导向(2022年6期)2022-04-18
钣金与制作(2022年1期)2022-03-08
辽河(2022年1期)2022-02-14
辽河(2022年1期)2022-02-14
学校教育研究(2021年21期)2021-05-24
航空发动机(2021年1期)2021-05-22
扬子江(2019年1期)2019-03-08
初中生世界·七年级(2016年2期)2016-03-03
活力(2009年11期)2009-11-16