两工位铣床夹具设计
2021-12-02 09:00苏刘安泰曲太旭
科学与生活 2021年25期
苏刘安泰 曲太旭

摘要:专用夹具是针对某一工件的某一工序而专门设计和制造的。为了解决铣床加工工件时的定位和夹紧方面问题,对两工位铣床夹具整体结构进行设计,对其夹紧力进行计算和定位误差进行分析。实现了在加工过程中提高生产效率,减轻加工难度。
关 键 词:夹紧装置、定位装置、对刀装置
1.引言:
车床尾座套筒现在已经有很多可以供参考的工艺规程,但大多工艺规程过于笼统,要找到较为详细的加工工艺规程和加工过程中所用的夹具很困难。很多厂家在新编写加工工艺规程的过程中,虽然他们有大量的可以提供的参考加工工艺规程,但还是要由技术人员添加很多详细的加工过程、进行大量的计算和分析、新设计加工过程中所用的的夹具。两工位夹具正可以解决这个问题。
2.零件的工艺分析
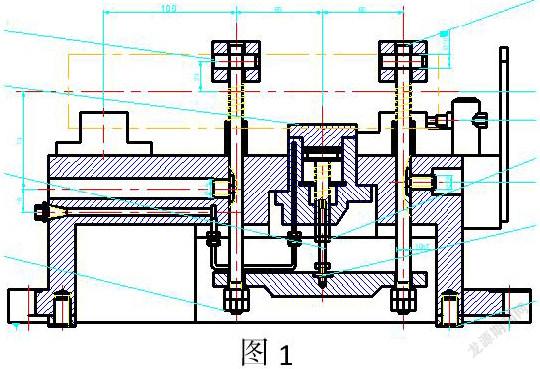
如图1车床尾座套筒安放V形块和液压夹紧装置之间。分别加工两个不同的车床尾座套筒的两个不同的键槽。
零件的生产类型一般可分为大量生产,成批生产和单件生产三种不同的生产类型,根据实际生产需要,对车床尾座套筒进行大批量生产。
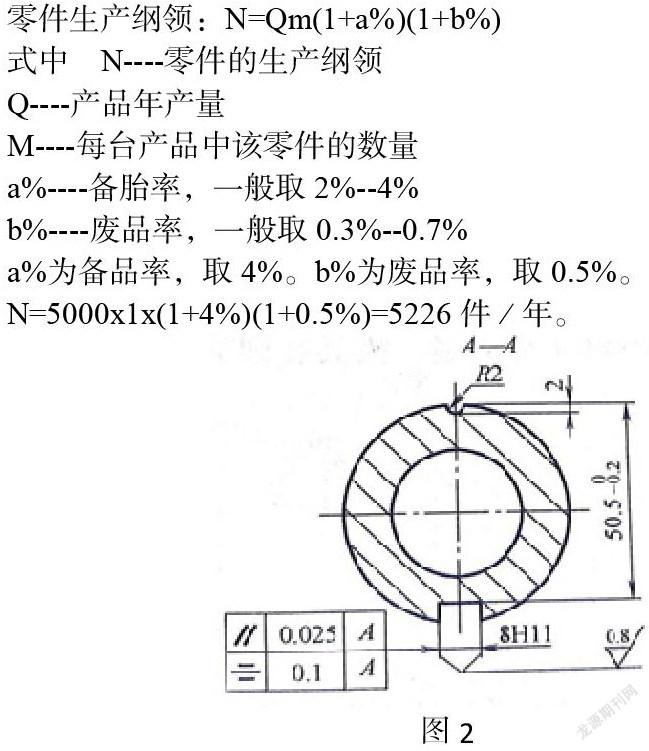
零件生产纲领:N=Qm(1+a%)(1+b%)
式中 N----零件的生产纲领
Q----产品年产量
M----每台产品中该零件的数量
a%----备胎率,一般取2%--4%
b%----废品率,一般取0.3%--0.7%
a%为备品率,取4%。b%为废品率,取0.5%。
N=5000x1x(1+4%)(1+0.5%)=5226件/年。
3.工件的定位
本次加工工件采用V形块定位。使用V形块定位的优点是对中性好,可用于非完整外圆柱表面定位。V形块有长短之分,长V形块限制四个自由度,短V形块只能限制两个自由度,但两V形块可以限制四个自由度,本次采用的方案为两短V形块定位四个自由度,用一个可调支撑限制一个自由度,由于加工在外圆柱表面上铣键槽。因此第一个工位可以只限制五个自由度,第六个自由度则只需在第二个工位上用一个定位销来限制即可。
4.夾紧机构设计应满足的要求
设计夹紧机构一般应遵循以下主要原则:
1)夹紧必须保证定位准确可靠,而不能破坏定位。
2)工件和夹具的变形必须在允许的范围内。
3)夹紧机构必须可靠。夹紧机构各元件要有足够的强度和刚度。手动夹紧机构必须保证自锁,机动夹紧应有联锁保护装置,夹紧行程必须足够。
4)夹紧机构操作必须安全、省力、方便、迅速、符合工人操作习惯。
5)夹紧机构的复杂程度、自动化程度必须与生产纲领和工厂的条件相适应。
5.夹紧力方向的确定
1)夹紧力的方向应有利于工件的准确定位,而不能破坏定位,一般要求主夹紧力应垂直于第一定位基准面。
2)夹紧力的方向应与工件刚度高的方向一致,以利于减少工件的变形。
3)夹紧力的方向应尽可能与切削力、重力方向一致,以利于减小夹紧力。
6.切削力的计算
此公式中,P为铣削力
7.定位误差计算
如图3所示该夹具采用V形块的定位方式。
7.结束语:
两工位铣床夹具作为专用夹具的一种,对工业生产起到了巨大的帮助在进行大批量生产的同时又尽可能的减少人工操作带来的误差,随着时代的发展,技术的不停进步,我相信在不久的将来这类专用夹具为人们对社会发展的需要起到巨大的作用。
参考文献:
[1] 柯建宏主编 . 机械制造技术基础课程设计,武汉 :华中科技大学出版2008.1
[2]陈宏钧等编 . 典型零件机械加工生产实例,北京:机械工业出版社,2004.8
[3] 刘英主编 .机械制造技术基础,北京:机械工业出版社,2008.9
猜你喜欢
交通科技与管理(2021年13期)2021-09-10
装备维修技术(2021年20期)2021-03-29
写真地理(2020年34期)2020-11-16
汽车实用技术(2020年15期)2020-10-20
河南科技(2020年36期)2020-06-10
意林(2020年10期)2020-06-01
汉语世界(The World of Chinese)(2019年2期)2019-04-19
中国建筑金属结构(2018年6期)2018-08-31
卷宗(2016年11期)2017-03-24
幼儿教育·教育教学版(2016年5期)2016-09-30