
冷轧电极壳钢产品的开发研制
2021-12-01 10:42马占福
新疆钢铁 2021年2期
马占福
(新疆八一钢铁股份有限公司轧钢厂)
引言
我国电石产业经过60多年发展,现已成为国内最重要的基础化工原料产业。随着我国经济的快速发展,电石的需求量也在不断地增长,生产电石的大型电石炉应运而生。为了保证大型电石炉稳定生产通常采用自焙烧结电极系统,其中电极壳是该系统的重要部件之一,其性能的好坏直接影响大型电石炉的生产。电极壳钢是用于电石生产的辅材之一,是电石生产中自焙电极的关键部分,也是自焙烧结电极组成部分之一。用电极壳钢板制成的圆筒作为电极糊焙烧的模子,其作用是赋形和保护电极不受氧化;作为导电元件,当电极未烧好时能承受大部分电流,并能提高电极的机械强度。
根据国内电石行业的发展趋势,八钢公司组织技术团队对国内电石行业进行了市场研究与分析,结合八钢设备特点,开发了大型电石炉生产电石用的主要辅助设备材料电极壳钢。
1 电机壳钢性能要求及开发重点
电机壳产品力学性能标准见表1,用冷轧钢制成电极壳形貌见图1。

图1 冷轧钢制成电极壳形貌

表1 电机壳产品力学性能标准
电极壳钢产品的工艺质量要求:表面状态为麻面;采用轻涂油方式;表面光滑无锈斑;不存在空隙、沙眼、麻点、分层等影响使用的缺陷。
根据用户要求,结合八钢冷轧产线装备特点,生产电机壳钢的主要工艺路线为:炼钢—热轧—冷轧酸洗—轧机—罩退—平整—重卷。
用冷轧钢板生产电机壳,除保证产品性能还要满足用户压型的需要,因此开发重点是产品成分设计、冷轧制工艺参数设定,通过调整和优化工艺参数获得理想的钢板的组织性能。
2 电机壳钢产品试制
2.1 第一阶段的试制及效果
依据用户对电极壳钢的力学性能要求和现场使用压型特点,首先对产品的化学成分进行了分析,利用现有不同的成分体系制定了几种不同的设计方案并进行对比分析,通过不同成分体系对相应的产品力学性能的影响,结合技术附件的性能特点,确定电极壳钢的成分体系见表2。

表2 SPCC-DJ化学成分 %
生产 SPCC-DJ钢的规格是2.5×1250(mm)钢卷,原料是5.0×1260(mm)的热轧卷,经过1420冷轧机酸洗、五架连轧机、罩式退火及平整机平整后,得到最终产品。
2.1.1 冷轧工艺重要控制点
(1)轧线调整的重点集中在轧机及精整区域,轧制过程中对五机架轧制力、弯辊力和张力等工艺参数进行重点跟踪,通过优化轧制工艺参数实现对板形的进一步控制。其中张力设定是关键,张力轧制是冷轧生产主要特点,只有保证轧机张力恒定,轧制过程才能稳定,较大的张力可以保证轧制平稳,但张力过大会造成断带,而张力太小,则会引起带钢跑偏。张力值的选取依据钢种、规格及带钢材质等因素而定,对于来料的板形状况,张力的调整方式也会不同,在生产过程中,板形控制的程度,不仅通过轧制力、弯辊力等调节手段,还要通过合理的张力值设定相结合,才会最终得到良好板形[1]。冷轧关键工艺参数见表3。

表3 轧机过程工艺参数
(2)带钢经过冷轧后,因加工硬化造成力学性能无法满足用户的要求,罩式炉退火的主要目的就是经过对带钢的再次加热来消除轧机轧制后引起的加工硬化,使带钢重新具有较好的机械和物理性能[2]。退火温度的选择要比带钢开始再结晶的温度高出100~200℃,具体罩退工序工艺参数设定为:退火温度710℃,退货时间37h。
(3)冷轧电极壳钢是需要进行冲压用产品,带钢只有经过平整机的带压下平整,产品后序冲压时才不会出现“滑移线”,才可以消除“屈服平台”,经过退火的带钢经平整可以改善板形及板面光洁度,实现对力学性能的微量调整。平整工序工艺参数为:延伸率设定值1.8%,平整延伸率实际值1.88%。
2.1.2 SPCC-DJ钢卷性能及试用效果
按设计工艺参数进行电机壳用钢轧制,得到钢卷的性能数据见表4,取样金相组织见表5、图2。

表4 SPCC-DJ钢力学性能指标
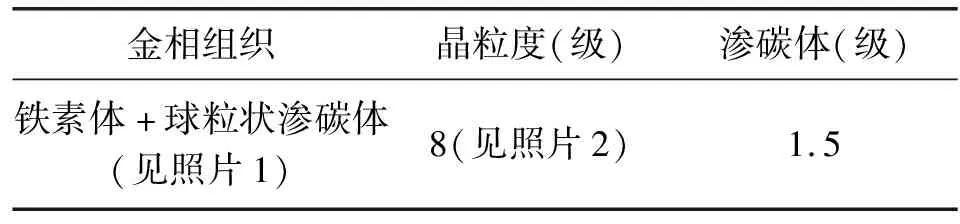
表5 SPCC-DJ钢样件金相组织

照片1 500x 照片2 100x
产品的金相组织为铁素体和球粒状渗碳体,屈服强度207MPa,样件产品经过用户使用,反馈产品压型后,压型板有部分区域回弹,显示成品板强度较高,不利于后期加工,由此需要对后续试用产品强度进一步进行优化[3]。
2.2 第二阶段的轧制工艺优化及效果
第一次产品试制后的使用效果表明,屈服强度的余量较大,而延伸相对仍有待提升,电机壳用钢的性能需要进一步完善。
确定主要优化措施:(1)对成分中碳含量进行优化,含碳量控制在≤0.04%;(2)成分中进一步提高 Al/N比,有利于退火过程中钉扎作用,有利于降低带钢强度;(3)对板形及厚度尺寸的均匀性进行有效控制,在生产过程中提高轧机的稳定性;(4)退火炉温度由710℃改为730℃;(5)冷轧平整延伸率由1.9%降为1.5%~1.7%。
调整平整工艺的主要原因是样件强度较高,可以通过降低平整延伸率(即由原1.88%降为1.5%)来降低带钢强度,同时又能保证带钢板形,避免造成屈服平台出现。
对电极壳钢的化学成分中碳含量和AL/N比进行了优化,见表6。调整后的冷轧轧制工艺见表7。

表6 调整后化学成分 %

表7 轧机实际控制工艺参数
精整区域对退火炉工艺温度及平整机延伸系数进行了进一步优化,以此来提高产品的延伸率。退火温度调整为730℃,退火时间为37h; 延伸率设定值1.5%,平整延伸率实际值1.54%。
工艺优化后,第二次试制得到钢卷的力学性能屈服强度181MPa,抗拉强度282MPa断后延伸率53.5%金相组织见表8、图3。

表8 工艺优化后产品金相组织

500x 100x
相比第一阶段产品性能强度降低了20MPa,延伸提高了2.5%,延伸率的提高有利于产品后期压型。金相组织为铁素体+球粒状渗碳体,晶粒度为8级,保证了带钢的韧性。钢板延伸较好,整体钢板晶粒细化,大小均匀,由此钢板性能组织均匀,得到了合格的产品。
采用第二次试制后确定的生产工艺,批量生产电极壳钢,生产过程稳定,用户使用后反馈,产品压型良好,板面平整,成品性能满足了用户需求。
3 结束语
八钢生产的电极壳钢的力学性能及组织控制中,屈服强度控制在180~200MPa,对于深加工现场的模型压膜十分有利,既保证了产品强度,又有良好的延展性,铁素体+球粒状渗碳体的内部组织,晶粒度控制在8级以上,晶粒细化,则更容易得到较合适的延伸率。在冷轧环节,轧机轧制过程中重点是要保证产品板形及外形尺寸精度,这对于后期用户切割、焊接等工序的顺利进行十分关键。
猜你喜欢
铝加工(2022年3期)2022-11-24
材料与冶金学报(2022年2期)2022-08-10
安徽冶金科技职业学院学报(2022年2期)2022-08-09
交通科技与管理(2022年8期)2022-05-07
哈尔滨理工大学学报(2021年4期)2021-10-07
烟台大学学报(自然科学与工程版)(2021年1期)2021-03-19
烟台大学学报(自然科学与工程版)(2021年1期)2021-03-19
中国电气工程学报(2020年4期)2020-08-11
中国化工贸易·上旬刊(2019年8期)2019-09-10
中国新技术新产品(2017年13期)2017-07-12
