双曲线螺伞齿轮失效分析
2021-11-25 09:08李卫民柳亚输秦步祥李永波魏仕华于荣波泰州职业技术学院江苏泰州225300
机械工程师 2021年11期
李卫民,柳亚输,秦步祥,李永波,魏仕华,于荣波(泰州职业技术学院,江苏 泰州 225300)
0 引言
针对汽车用20CrNiMo双曲线螺伞齿轮出现磨损、磨平等早期失效的情况,首先,把齿轮清洗干净后进行齿轮标记的确认,然后根据产品技术要求,针对汽车用20CrNiMo双曲线螺伞齿轮原材料(合金元素含量)、热处理质量(渗碳层/硬化层深度、金相组织)等方面着手分析,找出引起早期失效的原因[1]。
1 齿轮表面标识的确认
选择700 km和7000~9000 km两种典型失效件,齿轮标记内容及描述意义如表1所示。
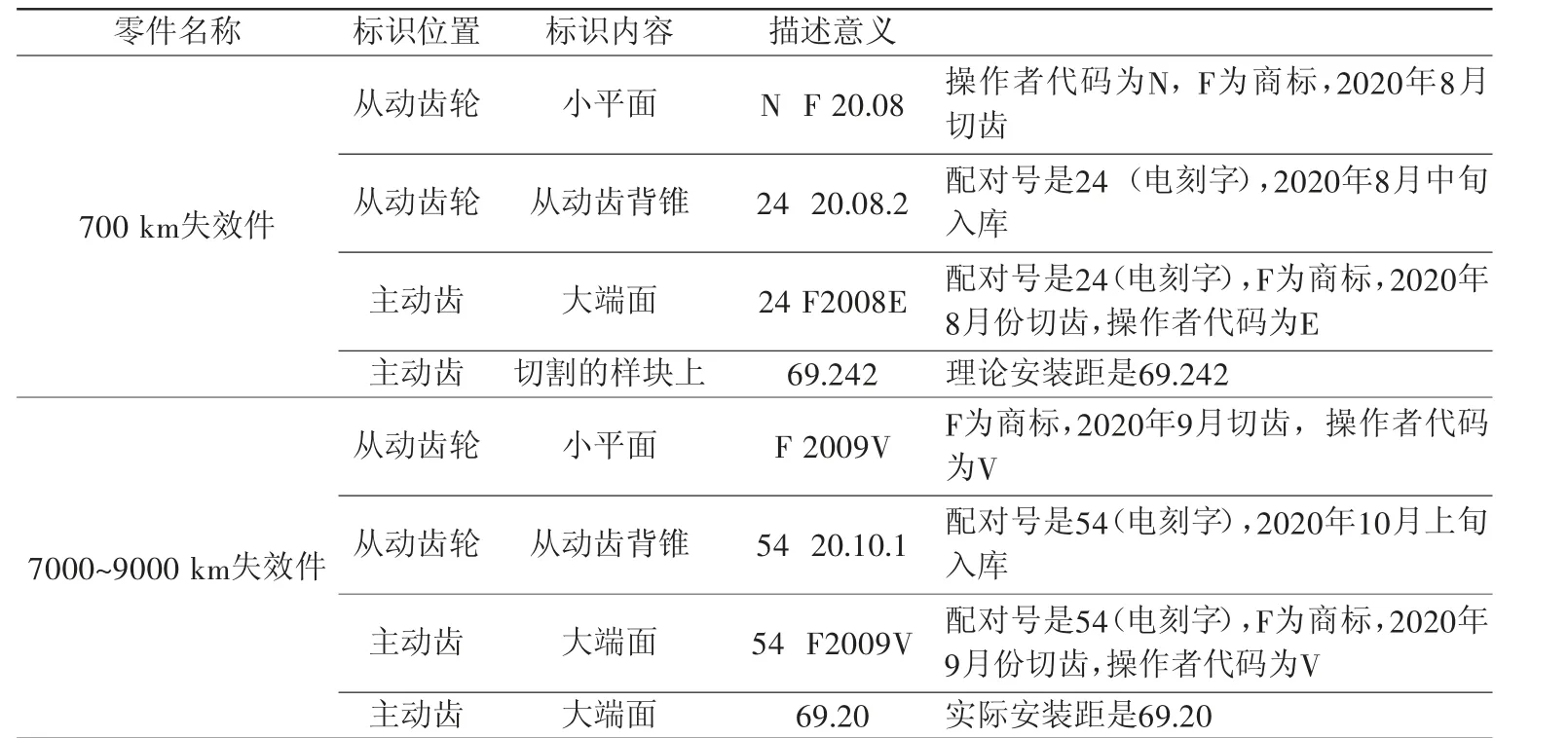
表1 失效件标记
2 主/从动齿轮技术要求
主动齿轮:600 HV渗层深度=0.6~1.0 mm;表面硬度≥60 HRC;心部硬度为35~46 HRC;金相组织按QC/T262-1999标准1~5级合格;材料要求SAE8620H(20CrNiMo)[3]。
从动齿轮:600 HV渗层深度=0.6~1.0 mm;表面硬度≥60 HRC;心部硬度为35~46 HRC;金相组织按QC/T262-1999 标 准1 ~5 级 合 格;材 料 要 求SAE8620H(20CrNiMo)[3]。
根据以往SAE8620H实测数据HV600≌渗碳层深度-0.15 mm。
3 齿轮所用材料光谱分析
淬透性结构钢》(GB/T5216 -2004) 中SAE8620H 材料成分要求[3]。
4 热处理质量的检测
两套齿轮的热处理质量检测情况如表3所示。
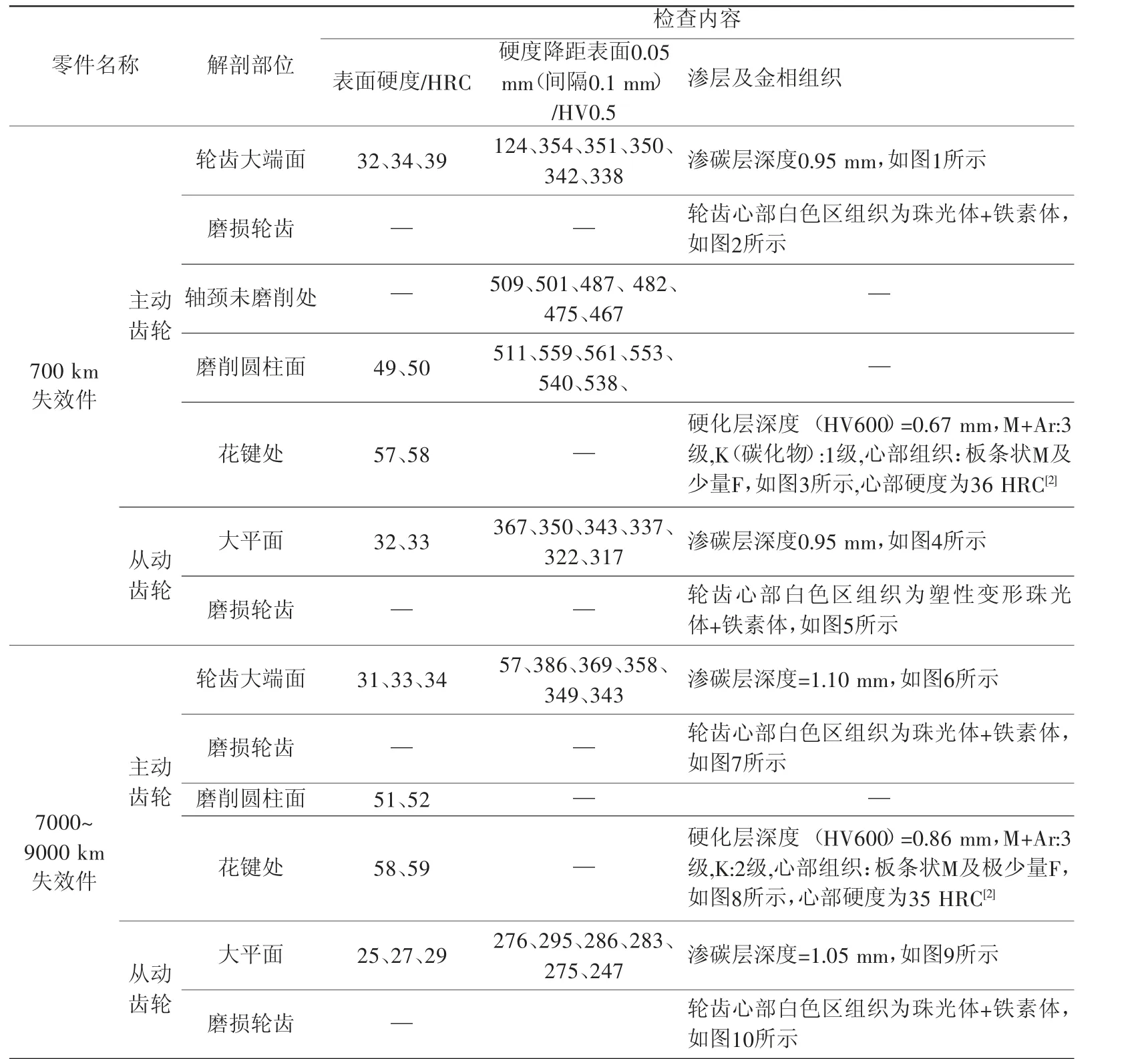
表3 齿轮热处理结果
5 分析
从齿轮的标记及以上检测结果看:这两套齿轮不是同一批生产的;700 km磨损件是8月份生产、入库的;7000~9000 km磨损件是9月份生产,10月份入库的。材料符合规定要求;其热处理质量指标能满足图样要求(去除热影响因素),失效模式相近:
1)齿面硬度下降,啮合区部位的硬度最低,离失效主源区越远,硬度值越高。
2)轮齿高至齿根部都存在目测可见的白色区,接近于退火态,该部位的组织为珠光体+铁素体(如图2、图5、图7、图10),该部位硬度值很低,只有88、89 HRB(约10.0~10.5 HRC,根据GB 1172-74《黑色金属硬度及强度换算值》换算所得),而正常渗碳、淬火齿轮表面硬度要求≥58 HRC,心部硬度一般也都要求33~48 HRC[4]。
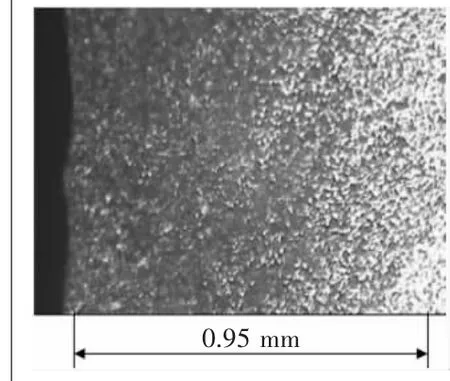
图1 轮齿大端面渗碳层深度(80×)
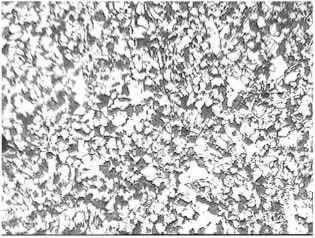
图2 轮齿心部组织为珠光体+铁素体(P+F)(400×)
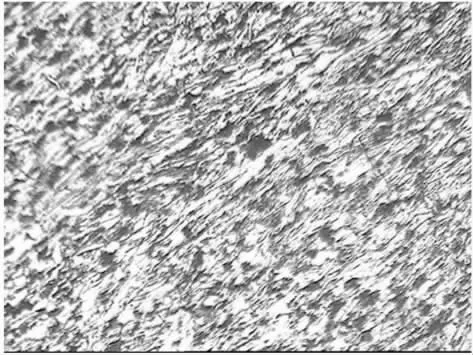
图5 轮齿心部组织为塑性变形珠光体+铁素体(400×)
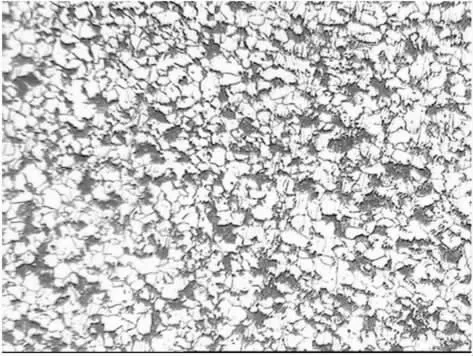
图7 轮齿心部组织为珠光体+铁素体(400×)
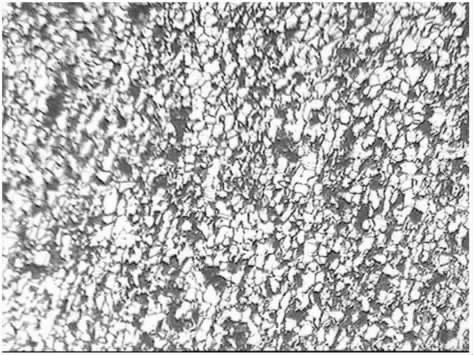
图10 轮齿心部组织为珠光体+铁素体(400×)
3)各部位的组织也呈现同一趋势:在轮齿部为高温回火组织(或退火组织),到花键部为低温回火组织。
4)从外观看,失效区域齿轮表面颜色呈高温黑色泛蓝状(特别是磨削面)。
5)齿轮的失效原因相似:齿轮副在啮合运行过程中,轮齿的接触部分发生大的滚动和滑动,产生摩擦热,使油膜破裂,易产生高温,而当齿轮的接触压力过大时,则更易产生高温甚至发生胶合。因高温影响,使主源区组织发生相应的变化,致使齿轮表面的硬度由外逐步向主源区降低,性能不足以支持齿轮转动而失效;同时热能的传导使得齿轮不同部位的硬度值、硬度降、硬化层产生差异,最终导致轮齿磨损、磨平,无法带动后桥转动而失效[1]。
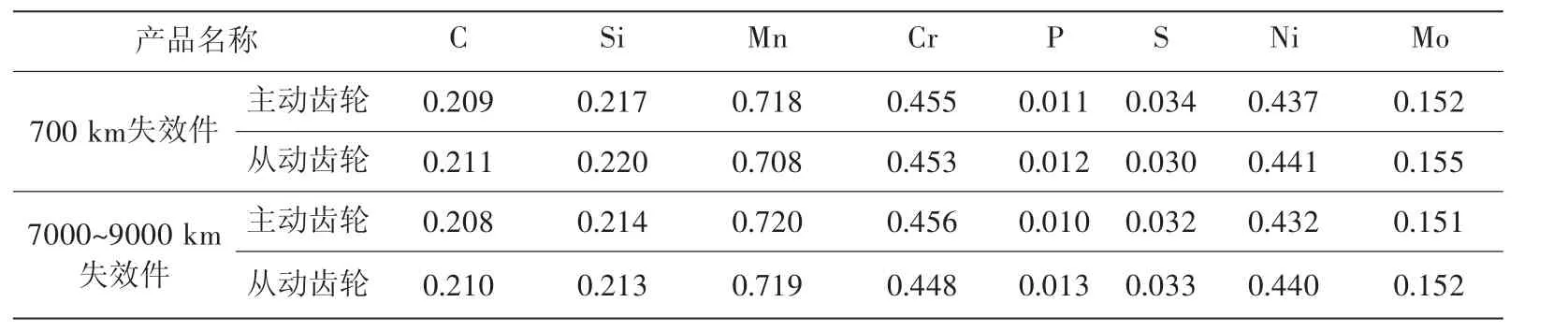
表2 20CrNiMo化学成分质量分数 %
6 验证分析
为验证齿轮的失效是因高温的影响,我们对从动齿轮与被动齿轮轴配合的轴承内的滚珠硬度进行了检测,滚珠硬度检测情况如表4所示。滚珠轴承滚珠的硬度也因热影响而降低了许多,这也证实了前述的分析。

表4 滚珠硬度检测结果HRC
图3 花键处组织(400×)
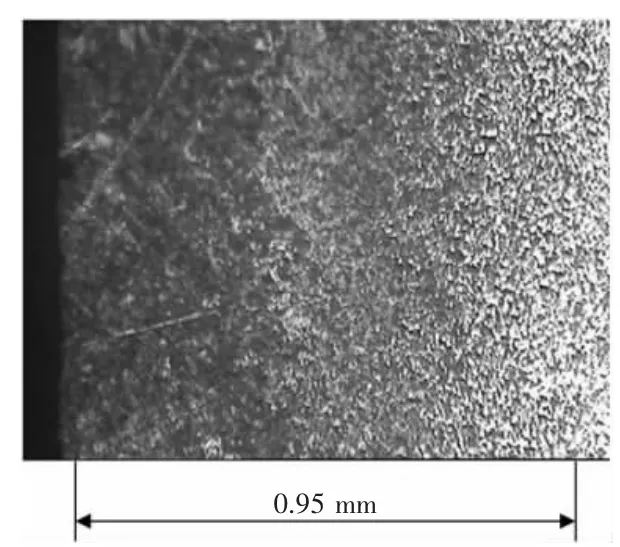
图4 轮齿背锥面渗碳层深度(80×)
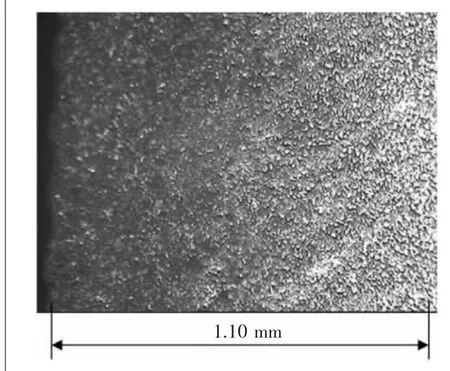
图6 轮齿大端面渗碳层深度(80×)
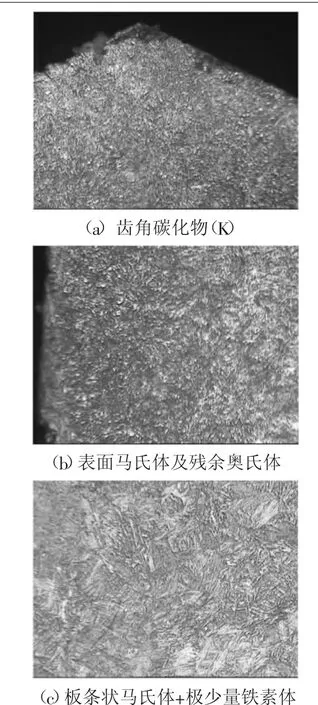
图8 花键处组织(400×)
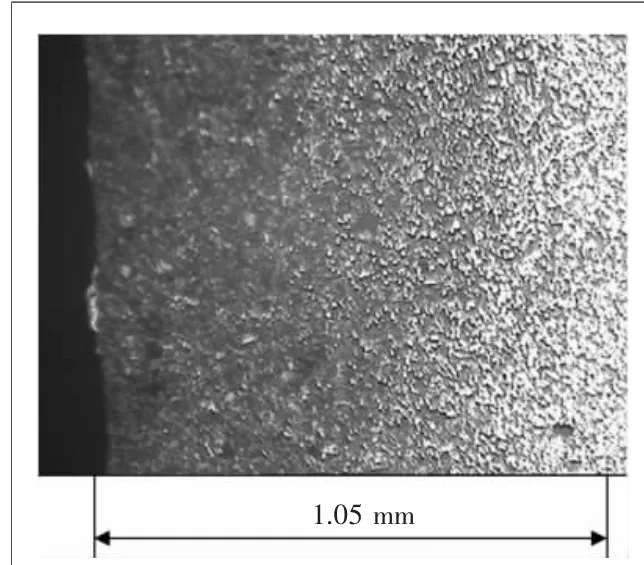
图9 轮齿背锥面渗碳层深度(80×)
7 结论
1)轴线偏置的齿轮,沿齿长和齿高方向都存在相对滑动,主/从动齿轮偏置距为20.03 mm。这种齿轮对于齿轮润滑要求比较高,对于安装误差比较敏感。而其它普通齿轮,包括斜齿轮,对润滑要求没有这么高。故这类双曲线螺伞齿轮,一旦油位过低、失油、缺油、选用润滑油质量不理想,或者安装存在某些误差,在很短的时间内,都能造成轮齿表面早期磨损。
2)双曲线齿轮的接触区以距齿顶1 mm,接触区高度>50%的齿全深,位置在中间略偏小端为最佳。把700 km失效的从动齿的齿冠距、外形和成品齿轮进行比较,发现接触区发生了一定的偏移。如果轮齿接触区,距齿顶<1 mm,接触区的高度<50%的齿全高,接触区的部位不理想,也能导致齿顶早期磨损失效。
3)轮齿在啮合运行过程中,如在严重超载、恶劣的路况环境等情况下,将会受到较大的接触压力和较大的冲击,巨大的动能转化为热能,使轮齿表面产生高温,从而导致轮齿早期磨损。
猜你喜欢
金属加工(热加工)(2020年2期)2020-02-23
科技风(2019年23期)2019-10-21
中国特种设备安全(2019年8期)2019-10-14
数字制造科学(2019年3期)2019-10-10
中国设备工程(2017年14期)2017-08-01
中南大学学报(自然科学版)(2016年2期)2017-01-19
重型机械(2016年1期)2016-03-01
凿岩机械气动工具(2015年3期)2015-11-11
企业文化·中旬刊(2014年6期)2014-09-23
装备制造技术(2011年11期)2011-06-23