
一种船舶超长液压油缸体车床加工工装
2021-11-22 15:57滕晓岩
科技资讯 2021年23期
滕晓岩
摘 要:超长油缸体内孔加工是机械加工中经常遇到的一类问题。为了解决普通车床加工超长油缸体内孔,该文介绍在普通车床安装一种工装,有效解决船舶超长液压油缸体内孔加工。在设计工装过程中,从刀杆振动方面进行解决。对刀杆设置滑动支撑铜套和刀杆夹持器,在加工过程中,通过调整刀杆支撑点,能够有效解决刀杆振动问题,从而提高超长液压油缸体的加工质量。
关键词:机械加工 加工工艺 车床工装 超长油缸体加工
中图分类号:TH137 文献标识码:A文章编号:1672-3791(2021)08(b)-0050-03
Lathe Tooling of Marine King Sized Hydraulic Cylinder Block
TENG Xiaoyan
(Huanghai Shipbuilding Co., Ltd., Weihai, Shandong Province, 264309 China)
Abstract: The machining of inner bore of king sized cylinder block is a kind of problem often encountered in machining. In order to solve the problem of machining the inner bore of king sized cylinder block by using a normal lathe, this paper introduces the installation of a tooling in ordinary lathe to effectively solve the machining of the inner bore of king sized cylinder block on board of a ship. During the design of tooling, the vibration of cutter rod is the key factor. A sliding supporting copper bush and a holder will be provided for the cutter rod, and the vibration of the cutter rod can be effectively solved by adjusting the supporting point of the cutter rod during the machining, so as to improve the machining quality of the king sized hydraulic cylinder block.
Key Words: Machining; Processing workmanship; Lathe tooling; Machining of king sized cylinder block
客滚船艏艉门的开闭油缸、坡道的升降油缸、货船液压舱盖的开闭油缸等,都是超长液压油缸,其油缸加工质量直接影响到船员和乘客的生命安全。超长油缸体内孔加工是机械加工中难度系数较高的一种,通常工人需要借助其他机器辅助完成,即使这样,这也是一个十分复杂精密的过程。传统常规加工方法是采用一端悬空长刀杆进行加工,加工过程中刀杆容易发生振动现象,影响加工质量[1-4]。
该文介绍一种利用普通车床安装工装进行超长油缸体加工的方法,能够有效地解决该加工难题。
1 工件特点分析
分析油缸体工件的结构特点:工件属于薄壁深孔加工,自身刚性差,用传统加工法,刀杆细长易振动,易产生报废现象,需使用特殊附件和工装才能达到工件精度要求。
2 加工方案、工裝设计及制作
根据工件特点,结合公司设备情况,了解工件的加工难度,选择合适的加工设备。
工件长1 400 mm,考虑到加工刀杆长度,首先车床有效加工长度至少3.5 m。其次,采用传统的单刀车孔法无法达到工件精度要求。传统车床加工长内孔使用的刀杆,刀杆悬臂较长,刀头距离刀杆固定点距离太远,易发生振动现象,内孔产生崩刀现象,导致加工精度和粗糙度不满足要求[5-7]。
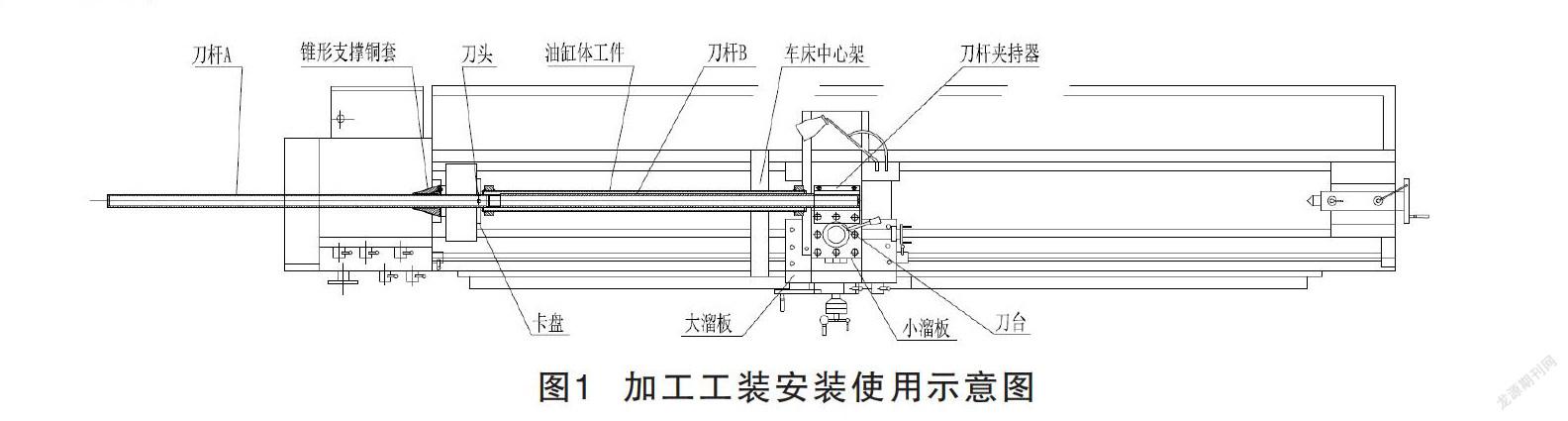
船厂做出如下加工方案:配合车床床头锥孔,制作一个起到支承刀杆作用的支撑铜套,做一支油缸体2.2倍长的刀杆,刀杆的一端支承在铜套内(间隙配合),另一端通过刀杆夹持器,夹在车床溜板的刀架上,刀杆中间装车刀。车刀可分粗车刀、半精车刀、精车刀。示意图如图1所示。
2.1 制作刀杆
刀杆用无缝钢管分成两段,由A、B制成,A段长1 700 mm,一端焊接堵头,B段长1 600 mm,一端焊接堵头。刀杆A和B通过内外螺纹进行连接。刀杆A、刀杆B加工工艺过程,如下所示。
(1)C6140车床。刀杆A:堵头端钻中心孔;一夹一顶,装夹车全长外圆至Ф60+0.4+0.5 mm;调头Ф60外圆伸进床头内孔中,夹紧车端面、车M52×2内螺纹长50 mm,配车M52×2堵头外端钻中心孔。
刀杆B:堵头端钻攻M14×1内螺纹,带保护锥孔;一夹一顶,装夹车外圆Ф60-0.05,长200 mm,车Ф61全长;调头夹Ф60外圆,中心架支撑Ф61外圆,车端面,配车M52×2外螺纹。
(2)钻床:刀杆A螺纹一端100 mm处,钻Ф14通孔转90°钻攻M10螺纹。
(3)插床:插14刀方,与高速工具钢车刀配合,间隙适度。
(4)外圆磨床:装螺纹堵头用两顶尖装夹磨刀杆A全长外圆Ф60±0.015 mm。
2.2 制作支撑铜套
支撑铜套用耐磨锡青铜制作而成,外圆是锥面。夹一端车铜套外圆,按床头孔配锥度,精车锥度,内孔加工至尺寸要求,此法以保证锥面和内孔的同轴度。内孔设置油线,不延伸至端部,便于储存滑油。端面斜钻孔与油线相通,攻内螺纹,安装油杯,供刀杆在支撑铜套内孔中移动和旋转润滑。
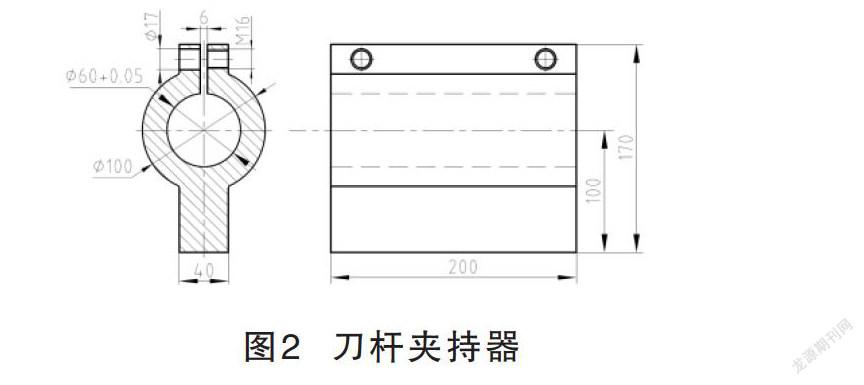
2.3 制作刀杆夹持器
刀杆夹持器用45钢锻制并加工而成,具体情况见图2。
3 工装的安装
(1)控制刀杆的安装过精度。
(2)刀杆A和B内外螺纹连接旋紧。刀杆A非螺纹端插入铜套中,刀杆B非螺纹端插入夹持器内孔并利用车床刀台的螺钉拧紧(此时夹持器已装夹在刀台上,基本找正高度,但不要夹紧),移动大溜板,测试刀杆A在整个走刀范围内是否卡滞。铜套上的注油孔注入润滑油,润滑内孔,如有卡滞现象,可用垫片或小溜板来调整夹持器在刀台上的高度及轴向平行度。调至刀杆A全长范围内在铜套内轻松移动,然后锁定小滑板。
(3)刀具需要准备四把。车内孔粗加工用车刀,刀头采用硬质合金YT15。其余采用14方高速工具钢条,磨削成三把不可调刀头。
4 工装的使用及油缸体的加工工艺过程
首先,在车床上加工工件两端的方形法兰端面及止口,重要的是在两端方法兰之间的缸体非加工外圆上,车一凹台,凹台用作支撑中心架用。操作工艺过程如下。
(1)卡盘定位一端内孔,另一端利用中心架支撑工件外圆,车削端面,测量保证另一端留有余量。
(2)工件调头,车削另一端,保证工件的总长。
(3)卡盘安装工件定位一端内孔,另一端利用活顶尖找正顶紧,车削两个方法兰的背面处的中心架凹台,检查外圆跳动情况,必要时,利用纸垫片调整活顶尖找正,找正后一次车好两个凹台,外圆加工至无氧化皮即可,公差保证±0.02 mm。
(4)一撑一架,车两端止口,车一段内孔,以备对内孔尖刀用。
下一步就是车油缸内孔,操作过程具体如下。
(1)刀杆A和B螺纹连接处松开,将刀杆A插入车床床头锥形铜套内孔中,并安装调整中心架。
(2)四爪卡盘夹一端方法兰,位置找正车好的凹台,另一端用中心架架住。
(3)刀杆A与刀杆B联接旋紧,锥形铜套内孔加油。
(4)车刀插入刀杆方孔中,通过螺钉压紧车刀,这把刀必须使油缸内孔加工成整圆,吃刀深度尽量小,由于是单面吃刀,刀杆长、吃刀深度大,会引起振动。如果内孔一次不能够去掉氧化皮,可继续第二次进刀加工。
(5)松开车刀压紧螺钉,换第一把粗车刀,打开冷却液,开始走刀。观察刀两侧切削是否均匀,如果不均匀,需要重磨车刀倒角。这一刀吃刀深度较大,刀杆有振动感。切屑较多,但在切削液的喷射下很顺利地排除,然后利用内卡钳测量内孔尺寸至Ф(79+0.1)mm。
(6)第一刀加工到末端,车刀从铜套与油缸体之间的空间抽出,大溜板退到走刀起点,换第二把刀,铜套内孔加注润滑油。走刀过程中,观察两侧切削,这一刀吃刀深度较小,刀杆振动感消除。走刀约20 mm后,退刀、停车,松开刀杆A、B连接,用百分表测量内孔尺寸满足Ф(80-0.1)mm后,旋紧刀杆A、B继续走刀。
(7)第二刀加工完毕,车刀也是从铜套与油缸体之间的空间抽出,大溜板退到走刀起点。换第三把精车刀,铜套内孔继续加油。精车刀刃磨锋利,吃刀深度只有0.075 mm,刀杆无振感,走刀20 mm,退刀停车,松开刀杆A、B连接,刀杆A插入,百分表测量内孔尺寸,尺寸符合要求后,旋紧刀杆A、B联接,继续走刀。
(8)精车完毕,刀头从铜套与油缸体空间抽出,大溜板退到起点,刀桿A、B联接松开,刀杆A插入床头,松开四爪卡盘的两爪,卸下工件,测量夹持一端尺寸Ф80+0.05 mm,圆度误差0.01 mm,对比表面粗糙度1.6 μm达到。经检测,加工件满足图纸要求。
5 结语
通过普通车床加装设计长刀杆工装,用来加工超长油缸体,经实际使用,油缸体加工精度完全满足要求,获得船东的一致好评,为解决细长内孔加工提供了参考方案。
参考文献
[1] 李云鹏.机械加工中工装夹具定位方法设计研究[J].科技资讯,2020,18(4):55-56.
[2] 王宪之.试析用普通车床加工细长孔的工艺技术研究[J].新型工业化,2020,10(4):56-59.
[3] 唐月夏,李光平.基于光电测量技术的车床加工研究[J].激光杂志,2019,40(3):64-67.
[4] 唐先军,唐方红,龙清.基于实训教学环境的普通车床安全装置改造[J].新型工业化,2017,7(4):102-105.
[5] 王超,方辉,陈靖.机械加工中工装夹具的定位设计的现代研究[J].科学与信息化,2017(29):123,126.
[6] 李潮.机械加工中工装夹具定位设计方法[J].湖北农机化,2020(3):76.
[7] 张凡.细长孔零件在干涉状态下全序加工方法的研究[D].哈尔滨:哈尔滨工业大学,2019.
猜你喜欢
科技研究·理论版(2022年4期)2022-07-15
名城绘(2019年6期)2019-10-21
环球市场(2018年4期)2018-09-10
农家科技(2017年10期)2018-01-09
科技资讯(2016年25期)2016-12-27
中国新技术新产品(2016年23期)2016-12-26
科教导刊(2016年28期)2016-12-12
科学与财富(2016年28期)2016-10-14
企业导报(2016年10期)2016-06-04
