鹤壁矿区“2+2”浮选工艺研究与应用
2021-11-18 08:52刘军伶郑传柏
煤炭加工与综合利用 2021年10期
刘军伶,郑传柏
(1.河南能源化工集团 能源管理公司,河南 郑州 450000;2.鹤壁煤电股份有限公司煤质处,河南 鹤壁 458000)
鹤壁矿区位于河南省东北部地区,煤质牌号为贫瘦煤、瘦煤和贫煤,具有特低硫、中灰、高发热量等优势,其中瘦煤属国家稀缺煤种。鹤煤集团作为该地区主要煤炭采选企业,始建于20世纪50年代,目前共建有6座矿井型炼焦煤选煤厂和1座矿区型炼焦煤选煤厂,设计总入洗能力7.05 Mt/a。
近年来,随着鹤煤集团采煤机械化程度的提高、开采深度的加深,原煤中细粒煤泥含量逐年增加,煤泥浮选凸显出致命弱点,即分选粒度范围过宽、高灰细泥夹带污染精煤,导致浮选精煤灰分高、尾煤灰分低。
1 浮选工艺改造的必要性
福源、福兴和六矿选煤厂的洗选产能共占鹤煤集团70%以上,为简化研究,此次以这3座选煤厂为主要研究应用对象。
福源、福兴选煤厂选煤工艺为重介+浮选,六矿选煤厂为跳汰+浮选,3个厂的浮选均采用直接浮选工艺,XJM型浮选机精矿经加压过滤机脱水,尾矿经浓缩后压滤脱水,分别得到浮选精煤和煤泥产品。
由表1可知,浮选入料灰分偏高,导致浮选精煤灰分偏高,浮选操作难度加大,其与主洗精煤掺混后,将影响综合精煤的灰分指标;浮选精煤产率低,浮选尾煤灰分低、产率高,说明浮选系统有“跑煤”现象,浮选效果不理想。与此同时,细泥增加了泡沫的粘度,阻塞了滤饼水分通道和滤布孔眼,也会影响下游脱水作业效果,进而影响精煤产率。因此现有的浮选工艺已不能满足生产需要。
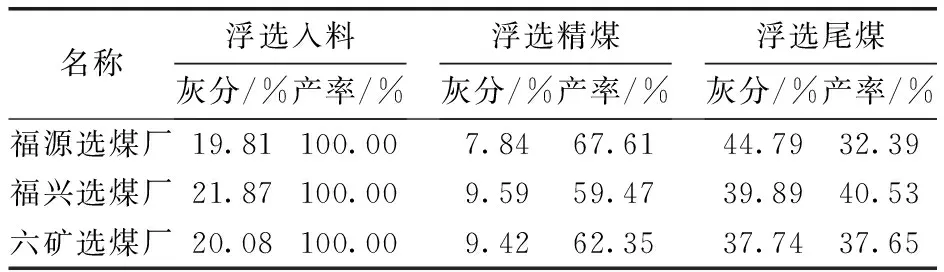
表1 改造前浮选生产指标
2 煤泥二次浮选工艺研究与应用
2.1 国内浮选生产工艺现状
当前我国选煤厂主要采用的典型浮选工艺有3种,即:一次浮选工艺、二次浮选工艺和分级浮选工艺。
一次浮选,适用于可浮性为极易浮或易浮的煤泥,流程简单,生产成本低,但是煤质适应性相对较差;二次浮选,一般用于可浮性为难浮或极难浮的煤泥,适用范围更广,浮选精度更高,但会增加浮选成本,精煤产品水分也将有所升高;分级浮选,分选精度更高,可以减少细泥在洗选系统中的循环量,但是设备使用相对较多,流程更加复杂。
2.2 鹤煤煤泥二次浮选工艺改造
鹤煤集团煤泥浮选的特点是入浮粒度比表面积大,细粒级含量高;浮选流程简单,均为一次浮选流程;尾煤压滤产品产率高、灰分低,经济价值较低。小筛分试验结果见表2~表4。
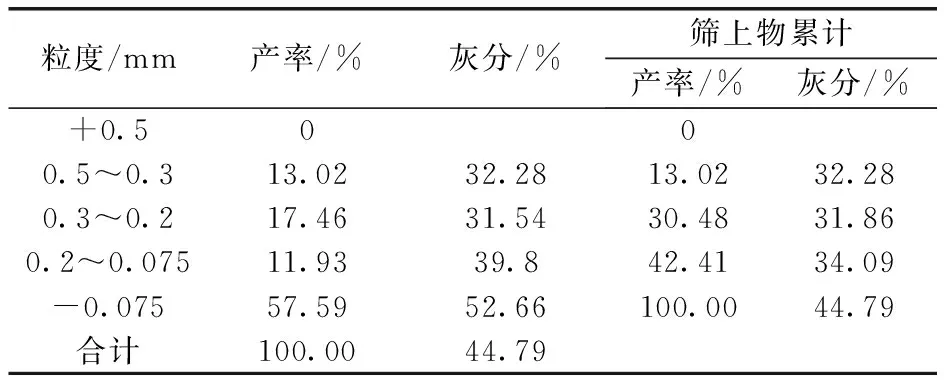
表2 福源选煤厂浮选尾矿小筛分试验结果
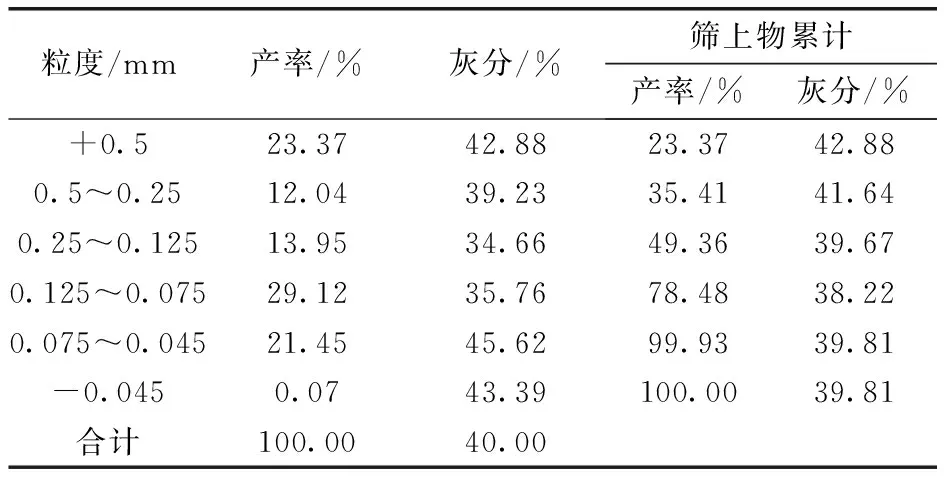
表3 福兴选煤厂浮选尾矿小筛分试验结果
由表2~表4可知,浮选后,福源、六矿选煤厂大于0.2 mm的粗颗粒相对福兴选煤厂较少,细粒级煤泥含量明显增加,浮选难度加大;矿浆灰分由20.00%左右上升至40.00%左右,浮选尾矿仍有进一步抽取精煤的潜力。为此,根据福源、福兴和六矿选煤厂浮选尾矿各自特点,借鉴二次浮选和分级浮选流程特点,充分发挥浮选机和浮选柱各自在不同粒度范围内的分选优势,采用浮选机+浮选柱(机)串联模式的煤泥二次浮选工艺改造方案,即福源、六矿选煤厂新增1台射流微泡式浮选柱,福兴工贸新增2台XJM型单槽浮选机,作为各自浮选机尾矿的二段浮选设备,将原先的浮选机尾矿缓冲桶改为二段浮选的入料桶并配套建设相关设施设备,实现尾矿的二次浮选。
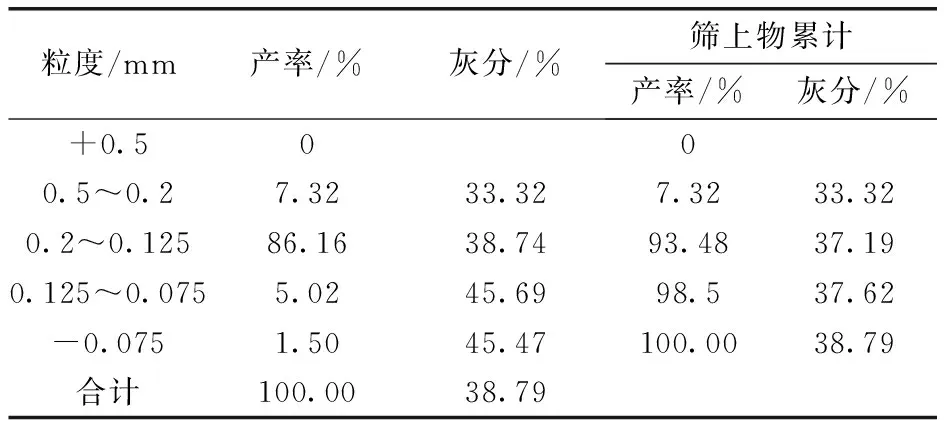
表4 六矿选煤厂浮选尾矿小筛分试验结果
3 浮选精煤二段脱水工艺研究与应用
3.1 国内浮选精煤脱水技术现状
浮选精煤是选煤厂粒度最小、水分最高的精煤品种,降低浮选精煤水分,一直是选煤工作的重点和难点。目前用于浮选精煤脱水的设备主要有沉降式离心机、加压过滤机和压滤机等。
沉降式离心机处理能力大,产品水分可控制在20%~22%,但对入料粒度要求较为严苛,且固体回收率偏低;加压过滤机产品水分低,处理能力大,但能耗大、维修维护难度高;一般的隔膜压滤机操作简单,维护方便,但产品水分通常在26%左右,属间断性作业,易影响总体精煤产品的质量,而穿流压滤机具有较好的压榨效果,产品水分能够保持在26%以下。
3.2 鹤煤浮选精煤二段脱水工艺改造
当前福源、福兴和六矿选煤厂精煤泥脱水设备均为1台GPJ型加压过滤机,当采用全入洗时,加压过滤机处理能力不足,精矿桶常因液位过高而外冒,只能减少入浮量,降低浮选精煤抽出率。为此,对浮选精煤单段脱水工工艺流程进行了技术改进,设计应用“加压过滤+空气穿流压滤”并联作业的二段脱水工艺,各自新增1台精矿桶和1台HXAZ型单室进料穿流压滤机,新老精矿桶底部联通后,可分别供料,也可单独向加压过滤机和穿流压滤机供料,保证了浮选精煤充分脱水。改造后的工艺流程见图1、图2。
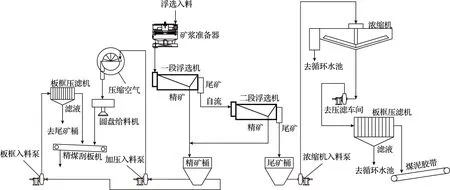
图2 福源、六矿选煤厂改造后浮选工艺流程
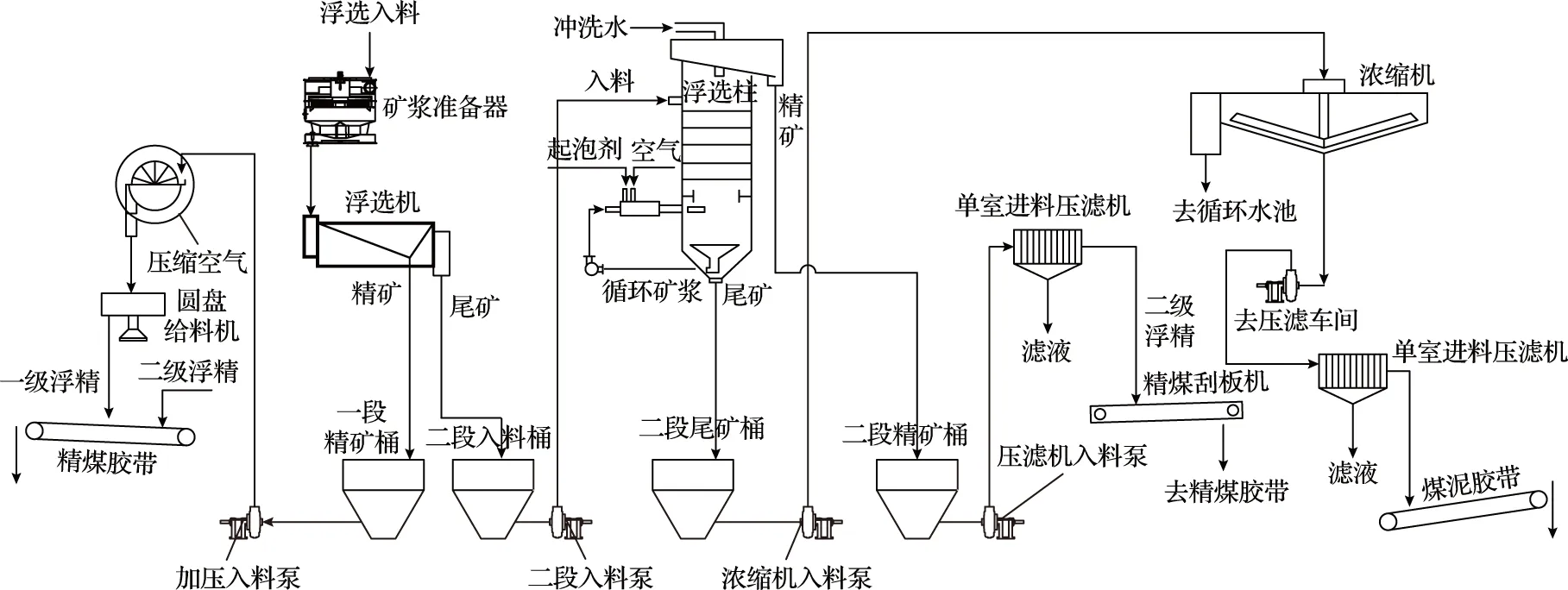
图2 福兴选煤厂改造后浮选工艺流程
4 应用效果
(1)提高了浮选精煤抽出率。对比表1和表5可以看出,改造后尾煤平均灰分和浮选精煤抽出率提高了近10%,综合精煤产率提高了2个百分点,每年多回收精煤8.3万t,年创效达5 200万元。

表5 改造后浮选生产指标
(2)降低了浮选精煤水分。由于设备性能不同,穿流压滤机水分较加压过滤机水分一般低2~3个百分点。穿流压滤机配合加压过滤机共同处理浮选精煤后,浮选精煤水分整体降低了近1%,确保了浮选精煤增产不降质,综合精煤水分指标始终合格稳定。
5 结 语
“2+2”浮选工艺在鹤壁矿区尚属首次应用,通过浮选环节煤泥的二段浮选和二次脱水处理,从尾煤中回收高附加值精煤,根本上解决了浮选“跑煤”、尾煤灰分低的问题,并有效地将精煤整体水分控制在指标要求范围内,解决了煤泥水处理系统的一系列问题,取得了良好的经济效益和社会效益。
猜你喜欢
煤炭加工与综合利用(2022年8期)2022-11-02
煤炭加工与综合利用(2021年12期)2022-01-27
铀矿冶(2021年4期)2021-11-10
恋爱婚姻家庭(2021年17期)2021-07-16
煤炭加工与综合利用(2020年11期)2020-12-16
煤炭加工与综合利用(2020年2期)2020-03-16
证券市场周刊(2019年27期)2019-08-17
山东工业技术(2018年11期)2018-06-27
科学与财富(2016年34期)2017-03-23
人物(2016年9期)2016-05-14