
一种新型低NOx排放辐射管烧嘴开发及应用
2021-11-12 00:27孙志斌李国杰王林建
工业加热 2021年10期
孙志斌,李国杰,王林建
(宝钢工程技术集团有限公司,上海 201900)
常见的氮氧化物(NOx)有一氧化氮(NO,无色)、二氧化氮(NO2,红棕色)、一氧化二氮(N2O)、五氧化二氮(N2O5) 等[1],工业生产中烟气排放的氮氧化物(NOx)通常指的是一氧化氮(NO)和二氧化氮(NO2),它们作为大气污染物之一对环境危害极大:氮氧化物(NOx)既是形成酸雨的主要物质之一,也是形成大气中光化学烟雾的重要物质和消耗臭氧(O3)的一个重要因子。
基于此,近些年我国下大力气降低氮氧化物(NOx)排放,尤其是作为氮氧化物(NOx)排放大户的钢铁行业(氮氧化物的生成主要是化石燃料燃烧产生),国家五部委联合发布《关于推进实施钢铁行业超低排放的意见》,意见提出:推动现有钢铁企业超低排放改造,其中轧钢工业炉要求NOx排放浓度上限200 mg/m3(标准)(折算成O2浓度8%条件下)。
根据对国内某钢铁厂轧钢加热炉进行的调研来看,许多炉温高、燃烧空间小,以及采用焦炉煤气作为燃料的加热炉,烟气排放所产生的氮氧化物(NOx)浓度较高,无法满足NOx排放浓度上限200 mg/m3(标准)的要求,亟需通过技术改造或设备革新降低NOx排放浓度。我们针对上述问题对NOx超低排放烧嘴进行了一系列的研究和探索,取得了较好的效果。
1 NOx生成机理
在高温条件下生成的氮氧化物(NOx)主要是以一氧化氮(NO)的形式存在(一氧化氮浓度约占95%),但由于一氧化氮(NO)在大气中极易与空气中的O2发生化学反应,生成二氧化氮(NO2),因此在自然条件下的大气中氮氧化物(NOx)普遍是以二氧化氮(NO2)的形式稳定的存在。如何降低高温下生成的氮氧化物(NOx)成为本次研究的重点。
研究表明,轧钢加热炉的烧嘴在燃烧过程中氮氧化物(NOx)的生成途径主要有三种:热力型NOx、燃料型NOx、快速型NOx[2]。
1)热力型NOx
热力型NOx主要是由于燃烧时空气中的N2在高温下与空气中的O2发生氧化反应生成,主要影响因素是燃烧温度。图1反映了热力型NOx生成量与燃烧温度之间的关系。从图1中可以看出,在温度低于1 300 ℃时,几乎没有热力型NOx生成;随着燃烧温度升高到一定程度,NOx生成速率按指数增加。

图1 热力型NOx生成量与实际燃烧温度的关系图
在温度足够高时,热力型NOx的生成量可占到NOx总量的30%[3],因此降低热力型NOx生成的主要措施就包括:降低燃烧温度,或者降低局部高温区的产生;降低高温区内O2的浓度;以及缩短烟气在高温区内停留的时间。
2)快速型NOx
快速型NOx是指空气中的N2与碳氢化合物燃料中的碳氢离子团(如CH)反应生成HCN,再进一步与O2作用以极快的速度生成NOx。快速NOx在燃烧过程中的生成量很小,可以忽略不计。
3)燃料型NOx
燃料型NOx是指燃料中的氮化合物(例如焦炉煤气中的NH3和HCN)与空气中的O2在燃烧中氧化反应生成NOx。燃料中氮化合物含量越高,产生的NOx量就越大;此外火焰燃烧温度越高,NOx生成量也越高。表1是三种不同热值的气体燃料所产生的燃料型NOx生成量比较。

表1 三种不同热值的气体燃料所产生的燃料型NOx生成量比较
2 超低NOx排放辐射管烧嘴的开发
2.1 开发背景
通过对国内某钢厂的硅钢和冷轧退火炉进行调研,发现由于采用的燃料不同,会导致理论燃烧温度的差异;而由于生产的工艺炉温差别,根据上文NOx生成机理的介绍,上述因素都会对产生的NOx浓度产生影响。表2为不同炉温和燃料下的理论燃烧温度。

表2 不同炉温和燃料下的理论燃烧温度
通过上述数据可以看出,采用焦炉煤气作为燃料的硅钢高温炉,是对生成NOx浓度影响最大的机组,而从实际情况来看也的确如此:国内某钢厂的硅钢退火炉,采用W型辐射管烧嘴加热,燃料采用焦炉煤气,炉温950~1 000 ℃,实测退火炉废气NOx排放范围在360~500 mg/m3(标准)左右(折算成O2浓度8%条件下)。因此,开发一种针对硅钢高温退火炉使用的超低NOx排放的辐射管烧嘴,是十分有必要的。
2.2 烧嘴开发过程介绍
2.2.1 技术路线的确定
目前国内外采用降低NOx的方法主要有两种:燃烧控制法和排放控制法。对于燃烧控制法,主要是在烧嘴燃烧的过程中采用空气分级燃烧、烟气回流再循环、低氧燃烧等方式,通过减少火焰局部高温和与O2反应的浓度实现控制NOx生成;对于排放控制法,主要是指对烟气中已产生的NOx采用吸附、化学反应等方式进行处理,最终在排放到环境前,将NOx处理完毕。
考虑现场实际情况和经济性分析,首先排除了烟气脱硝的方案;对于催化剂吸附的方案,我们对某日本催化吸附产品进行了多次实验,但实验结果并不理想,因此本次开发集中在燃烧控制法的技术路线。
在实际的开发过程中,以某钢铁厂980 ℃最高炉温的硅钢高温退火炉为基础,以该机组采用的Φ190 mm辐射管(见图2)及焦炉煤气燃料烧嘴为使用条件,研发出采用燃烧控制技术的一种超低NOx排放辐射管烧嘴,其核心结构包括两方面:烧嘴喷头及引射器,因此,在空气分级燃烧技术的基础上开发新型烧嘴喷头,在烟气回流技术基础上开发引射器,以及通过燃烧调整的方式控制烧嘴的低氧燃烧,是本次研发的重点内容,下面逐一进行介绍。

图2 辐射管、烧嘴及换热器安装示意图
2.2.2 新烧嘴喷头的开发
由于燃气和助燃空气两种介质是在烧嘴喷头进行混合,并通过点火电极或点火烧嘴引燃形成火焰,因此喷头的结构,直接决定了燃烧的状况,包括火焰长度、燃尽率和烟气成分中NOx的生成浓度等。采用空气分级燃烧技术的烧嘴喷头,不仅可以有效的拉长火焰长度,改善辐射管表面的温度均匀性,还可以有效减少火焰的高温区,从而降低烟气成分中NOx的生成浓度。
开发中,对三种较为常见的烧嘴喷头的结构进行的比较见表3。
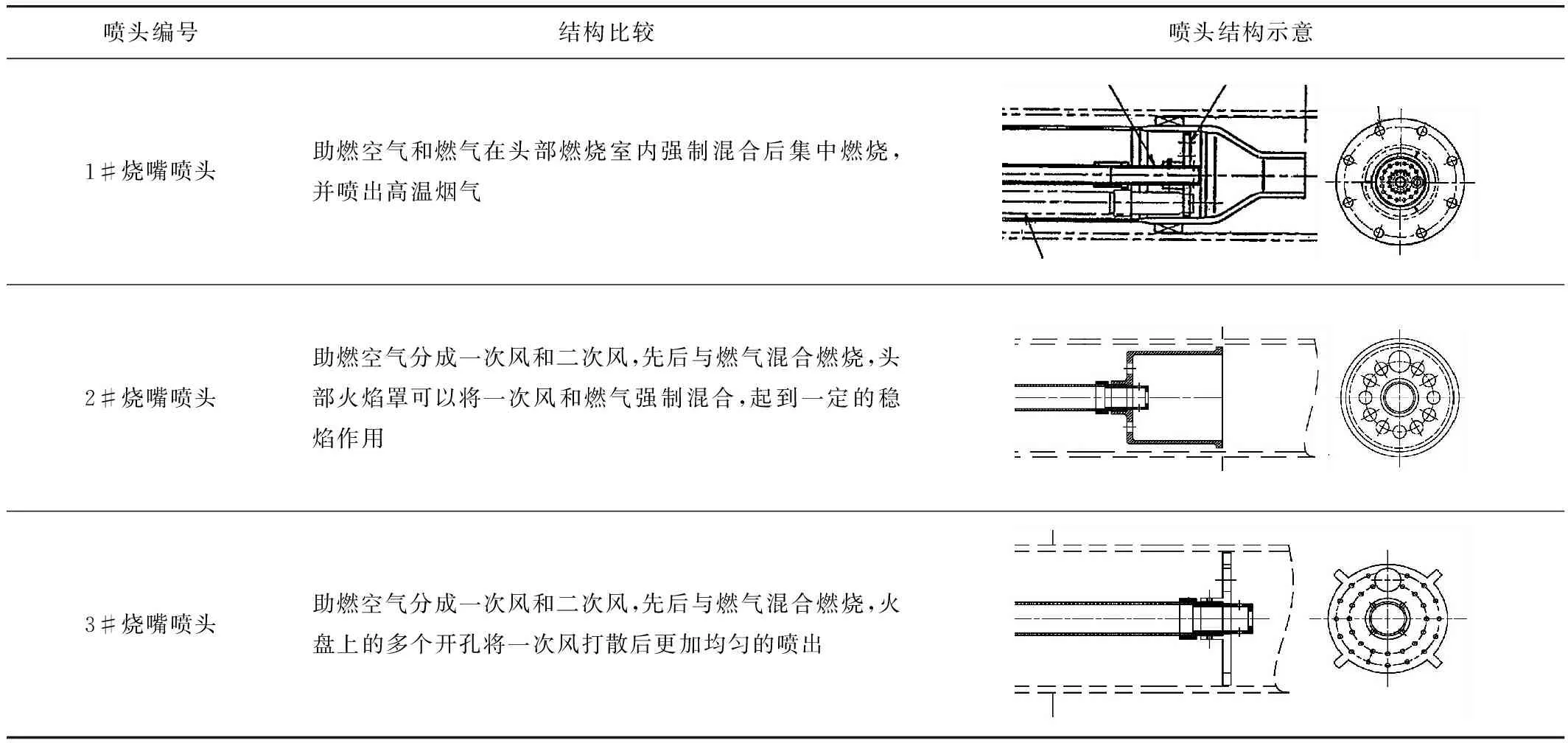
表3 三种烧嘴喷头结构的比较
通过对三种喷头的比较可以看出,2#和3#烧嘴喷头均采用空气分级燃烧的方式,可以实现降低NOx排放的目标。空气的分级燃烧原理见图3。之后针对烧嘴喷头的一、二次风分配比例进行分组对比实验,对比的原则是保证一次燃烧的空气过剩系数小于1.0,利用二次燃烧的空气将燃料完全燃烧。

图3 空气的分级燃烧原理图
一次燃烧的空气过剩系数小于1.0,可以让烧嘴的一次燃烧区是在空气不足的情况下进行的,因而降低了燃烧速度和燃烧温度,可以有效抑制热力型NOx的生成;此外,由于一次燃烧区燃料不完全燃烧,产生的一氧化碳(CO)还可以还原已经生成的氮氧化物,从而也可以有效抑制燃料型NOx的产生。
二次燃烧需要将一次燃烧没有烧完的燃料与二次风继续混合燃烧,此时二次燃烧区的空气过剩,但燃料与二次风混合时间长,导致火焰温度低,燃烧速度慢,因此NOx的生成量不大。
根据上述原则对不同一、二次风比例的实验,确定火盘的一次风开孔数量、开孔大小、火盘与辐射管之间环缝的间隙等参数,最终确定了一种最优的烧嘴喷头结构。
2.2.3 引射器的开发
根据在实验室的情况来看,单独采用分级燃烧技术的烧嘴,烟气中生成的NOx排放指标在200~300 mg/m3(标准)(折算成O2浓度8%条件下),无法保证应用到实际生产过程中指标达标,因此还需要配合烟气回流再循环技术一起使用。
所谓烟气回流再循环技术,就是将一部分燃烧产生的烟气,通过引射等方式回流到助燃空气中,使这部分烟气随着空气再次进行循环,这样不仅可以降低助燃空气中O2的浓度,还可以降低火焰燃烧温度,从而有效地降低NOx的生成量。
引射器作为烟气回流再循环技术的核心设备,其原理就是利用射流的紊动扩散作用,使不同压力的两股流体相互混合[4]。图4为引射器结构原理图,高压引射流体以较高得的速度从喷嘴喷入到引射器,由于射流的卷吸作用,高压引射流体将周围的被引射流体一起卷入引射器,在收缩段和混合段,两种气体进行强制混合,混合气体压力升高;混合气体进入扩散段时,流速随着截面积增加而逐渐降低,同时混合气体压力进一步升高。

图4 引射器结构原理图
本次开发超低NOx排放烧嘴采用引射器,就是利用了引射器能够通过助燃空气的引射作用将一部分烟气引射回流,与空气混合后继续参与燃烧;此外,引射器不借助机械外力的压缩作用就可以提高引射流体的出口压力、结构简单可靠、无运动部件、密封性好,也是选择引射器作为烧嘴辅助部件的原因。
如何确定引射器的结构尺寸,是设计引射器的核心,从图4中可以看出,除了引射器不同功能段本身的长度尺寸(L1~L4)和直径尺寸(D1~D3)之外,喷嘴的喷口直径(D4)、喷嘴与引射器之间的间距(L0)也是两个重要的尺寸。在实际的引射器开发过程中,对引射器的结构尺寸进行了分组实验,使其具有较高的引射比,同时保证引射器的阻力损失在系统可接受的范围内。
2.3 实验情况介绍
在分别确定了烧嘴喷头结构和引射器的结构后,需要对该超低NOx排放的辐射管烧嘴进行整体热态实验,表4为热态实验的基本条件,图5为开发的超低NOx排放的辐射管烧嘴结构示意图及实物照片。

图5 新型辐射管烧嘴和引射器的结构示意图及实物照片
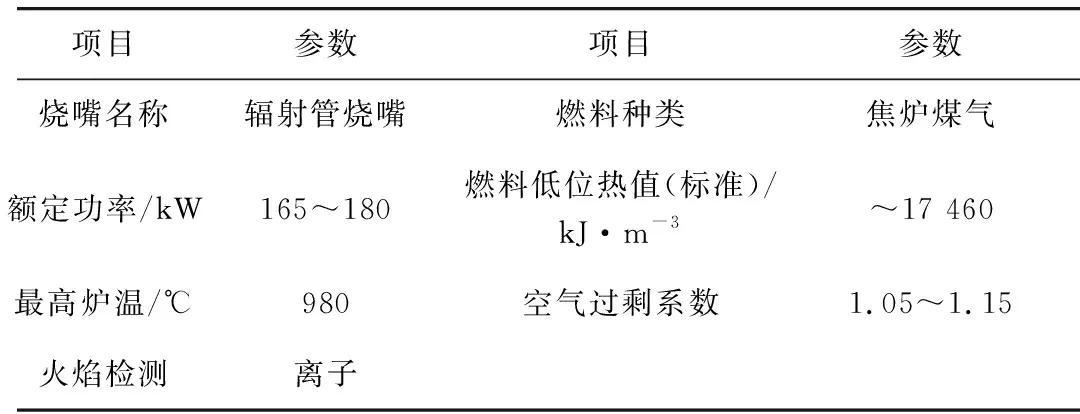
表4 烧嘴热态实验的基本条件
通过对新型超低NOx排放的辐射管烧嘴在炉温500~980 ℃下的热态实验,获得了该烧嘴的空气、燃气P-V性能曲线(即烧嘴在不同压力P条件下对应的不同流量V值),为后续投入实际生产时烧嘴的在线燃烧调整提供依据;此外,还获得了该烧嘴在不同炉温下NOx生成浓度的变化情况(见图6)。
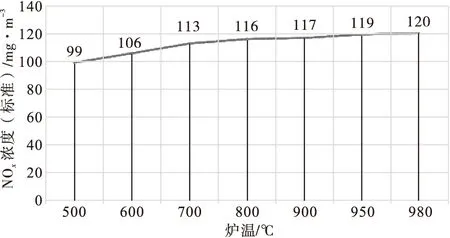
图6 烧嘴在不同炉温下NOx生成浓度的变化曲线
从实验结果可以看出,在达到最高炉温的情况下,烟气中NOx的排放浓度只有120 mg/m3(标准)(折算成O2浓度8%条件下),远低于200 mg/m3(标准)的目标值。
同时,根据在辐射管表面敷设的热电偶检测结果,辐射管表面的温度差小于40 ℃,这也有利于辐射管寿命的延长。辐射管表面温度曲线见图7。

图7 不同炉温下辐射管表面温度曲线
3 新型辐射管烧嘴的应用及效果
将该新型超低NOx排放的辐射管烧嘴应用在国内某钢厂的硅钢退火炉上,更换了全部的辐射管烧嘴和点火烧嘴,并增加了引射器,只保留了原机组的空气换热器和辐射管换热器。在机组正式投产前,按区域分别对烧嘴进行冷态空气压力调整和热态燃气压力调整,保证同一区的烧嘴负荷相同;然后再通过燃气阀门调整将每个烧嘴的烟气成分中O2调整到2%~4%范围内,确保烧嘴在低氧燃烧条件下工作。
最终,在最高炉温980 ℃条件下,检测该机组废气烟囱上NOx浓度为45×10-6,O2含量9.57%,折算成国家标准8%的O2含量下为105 mg/m3(标准),该新型超低NOx排放的辐射管烧嘴的开发和应用取得了良好的效果。
4 结 论
伴随国家最新环保要求的落地实施,钢铁企业轧钢加热炉对于降低NOx排放的需求也会日益增加,本次开发的这种超低NOx排放辐射管烧嘴应用取得了成功,但如何使用和推广好新型烧嘴和超低NOx排放技术,成为今后的重要课题。
猜你喜欢
山东冶金(2022年2期)2022-08-08
导弹与航天运载技术(2021年2期)2021-04-26
机械制造与自动化(2020年3期)2020-07-16
四川冶金(2020年2期)2020-02-16
山东冶金(2019年2期)2019-05-11
材料与冶金学报(2019年1期)2019-03-08
实验流体力学(2018年4期)2018-11-15
能源研究与信息(2018年3期)2018-10-19
中国铸造装备与技术(2017年6期)2018-01-22
电子制作(2017年13期)2017-12-15
