高精度镍微柱阵列模具的制造*
2021-11-02 03:32杜立群王胜羿肖海涛董雅坤叶作彦
模具制造 2021年9期
杜立群,王胜羿,肖海涛,于 洋,董雅坤,叶作彦,王 超
(1.大连理工大学 精密与特种加工教育部重点实验室,辽宁大连 116024;2.大连理工大学 辽宁省微纳米及系统重点实验室,辽宁大连 116024;3.中国工程物理研究院 机械制造工艺研究所,四川绵阳 621900)
1 引言
金属微柱阵列不仅可以作为模压模具来制备细胞培养基、微透镜以及超疏水薄膜等[1~3],还广泛应用于微能源、生物医疗及微细加工等领域,如微电容、生物传感器和微细电火花工具电极等[4~6]。近年来,随着金属微柱阵列结构的应用日益广泛,对其加工方法的研究也越发深入。
目前常用于加工金属微柱阵列的方法主要有微细电火花加工技术、微细电解加工技术、LIGA技术以及UV-LIGA 技术等。董德生等采用微细电火花技术制造出直径为φ100μm 的金属圆柱阵列结构[7],此方法可以加工极高硬度的导电材料且加工精度较高,但是存在工具电极易损耗且难以制备等缺点。张力等使用微细电解加工技术制备了直径为φ400μm 的圆柱状阵列结构[8],该方法虽然加工效率很高,但是存在杂散腐蚀等问题,加工精度较低,限制了其在精密金属微柱阵列模具制造方面的应用。Takahata 等使用LIGA 技术制造出了直径为φ20μm[9],深宽比为 15 的金属微圆柱阵列结构,LIGA技术加工精度很高,且可加工高深宽比结构,但是该技术使用的X同步辐射光源成本高,难以广泛应用。UV-LIGA 技术相较于LIGA 技术,光刻使用的紫外光源极大的降低了制造成本。杨昕采用 UV-LIGA 技术[10],使用 BPN-65A 光刻胶在硅基底上制造了直径为φ200μm,深宽比为1的圆柱形微柱阵列,直径相对误差约为7%。UVLIGA技术具有复制精度高,可批量化生产的优点,在制造镍微柱阵列模具方面有较大的优势。
SU-8 光刻胶是一种环氧树脂型负性光刻胶,其力学性能良好,具有优良的抗化学腐蚀性及热稳定性。由于电铸用SU-8绝缘胶模具有尺寸精度高的优势,因此SU-8 光刻胶是利用电铸工艺制造高精度金属微器件的首选材料。现常用于电铸后SU-8胶的去胶方法主要是使用去胶溶剂Remover PG,交联后的SU-8 光刻胶在去胶液中会发生溶胀破裂,完成去胶。但对于微小间隙、深盲孔内的SU-8胶,使用溶胀去胶是难以去除的。
制造的镍微柱阵列模具微柱宽度为200μm,高度为300μm,柱间隙最小为200μm。用去胶溶剂Remover PG去胶时,SU-8胶在去胶液中会溶胀变大,极易阻塞在微柱结构之间,难以去除,影响微柱阵列模具的制造。针对制造过程中SU-8 胶去胶困难的问题,提出了一种预置溶胀间隙的方法,最终制造得到了高精度的微柱阵列模具,微柱宽度尺寸误差为1.35%。
2 微柱阵列模具的制造
镍微柱阵列模具的制造工艺包括基板预处理,胶膜制造,微电铸以及去胶,制造过程如图1所示。

图1 微柱阵列结构制造流程图
2.1 基板预处理
基板预处理包括研磨抛光以及清洗烘干。首先使用研抛机进行抛光,然后依次在丙酮、乙醇中进行超声清洗10min,去除磨粒与油污,最后使用去离子水冲洗干净后放置在真空烘箱中120℃烘干,随炉冷却后取出备用。
2.2 SU-8胶膜制造
使用台式匀胶机旋涂SU-8 2075,制造的SU-8胶膜的高度大约为320μm,前烘方式选用阶梯升温法,随炉冷却,后使用光刻机进行曝光,曝光剂量为450mJ/cm2,曝光后使用65℃热板进行后烘,在SU-8显影液中进行显影,去除没有交联的光刻胶。
2.3 精密微电铸
使用精密电铸机进行电铸,电铸温度为50℃,铸液pH=3.8~4.2,电流密度为1A/dm2,电铸时间为35h。电铸完成以后对结构进行平坦化处理。
2.4 去胶
将基片放入SU-8去胶剂Remover PG 中,对其进行75℃水浴加热,持续时间2h。待基片表面的SU-8胶膜全部去除后,将基板从去胶液中取出,依次在丙酮、乙醇中进行清洗,去除去胶液,然后使用去离子水冲洗干净并使用氮气气枪吹干。最终得到完好的镍微柱阵列模具结构,制造完成之后的结构SEM图如图2所示。
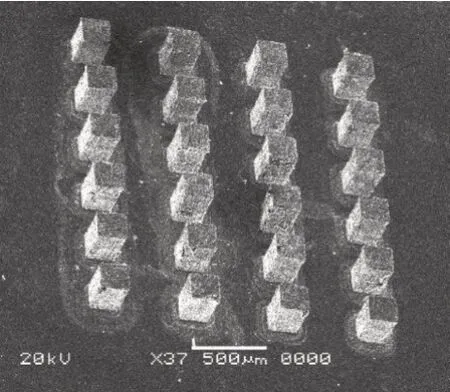
图2 去胶后结构SEM图
去胶后使用高倍工具显微镜进行尺寸测量,微柱平均宽度为197.3μm,相对尺寸误差为1.35%,微柱平均高度为302.3μm,相对尺寸误差为0.77%。
3 问题与讨论
3.1 去胶困难问题
制造的微柱结构间隙较小,采用常规的去胶溶剂Remover PG 溶胀去胶方法,溶胀的SU-8胶膜会阻塞在较小的微柱间隙中,极难剥离,如图3a 所示。且溶胀的胶膜对微柱结构极易产生损害。同时去胶液与SU-8 胶膜接触面积很小,影响去胶效率。针对SU-8去胶难的问题,提出了一种预置溶胀间隙的方法。
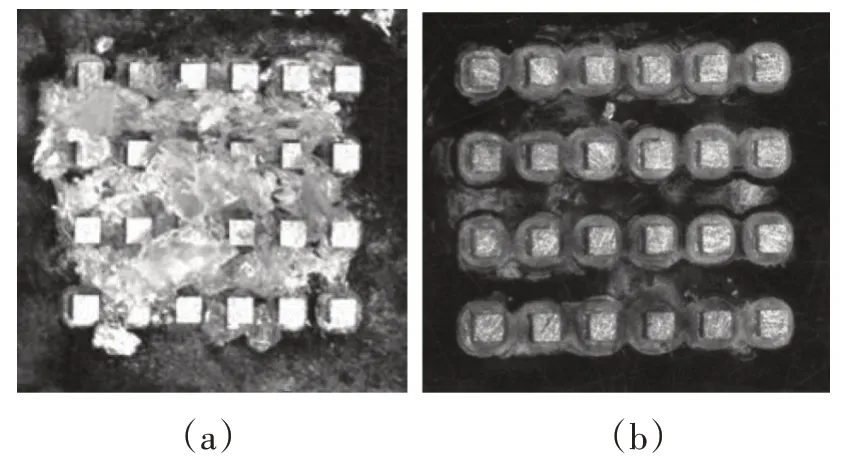
图3 不同去胶方法结果对比
预置溶胀间隙的原理图如图4所示。使用该方法后,完整的胶膜被溶胀间隙分割,形成许多独立的胶膜单元,独立的胶膜单元在溶胀后脱离金属微结构。预置的溶胀间隙不仅给溶胀过程留下空间,避免溶胀破裂后的胶膜碎片阻塞微柱间隙,同时还保证了胶膜与Remover PG 去胶液有足够的接触面积,有效提高去胶效率。
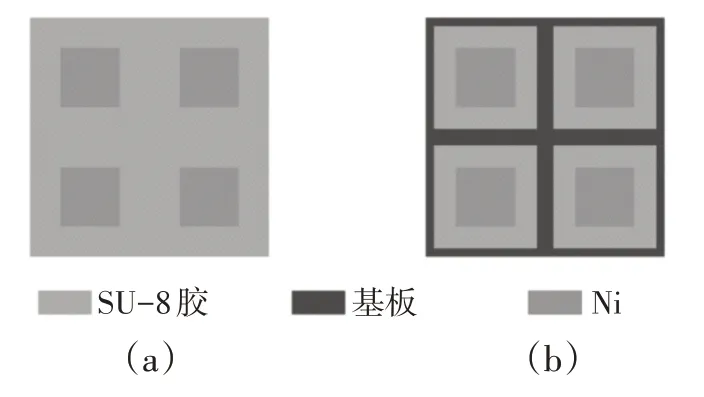
图4 预置溶胀间隙去胶原理图
采用预置间隙溶胀去胶方法后,微柱结构表面光洁,SU-8 光刻胶完全剥离,无残余光刻胶,如图3b 所示。实验结果表明,预置溶胀间隙的方法可以有效解决SU-8去胶难的问题。
3.2 结合力问题
微柱阵列去胶后出现部分微柱从基底脱落的现象,如图5所示。微柱脱落导致结构无法使用,严重影响微柱阵列制造的良品率。微柱阵列出现脱落的原因主要是基底表面清洁度较差且存在氧化膜,严重影响微柱铸层结合力。

图5 微柱结构脱落图
采取以下两种方法来解决铸层结合力较小的问题。
(1)氧等离子体处理。
为去除显影后微盲孔内残余的SU-8 光刻胶碎片,增大微柱与基底的结合面积,使用氧等离子体对金属基底进行处理。氧等离子体处理可有效去除底部残胶,提高底部表面质量。采用的射频功率60W,每次处理时间为2min。
(2)铸前弱浸蚀。
为去除基底表面氧化膜,提高微柱与基底的结合力,使用酸性腐蚀液对金属基底进行铸前处理。腐蚀液不仅能除去金属表面氧化膜,还可以增大微柱与基底之间的接触面积,进而增大结合力。使用无机酸进行弱浸蚀,弱浸蚀的时间为2min。
实验结果表明,在采用氧等离子体处理以及铸前弱浸蚀以后,铸层与基底结合力大大增强,未出现微柱脱落的问题。
4 结束语
采用基于SU-8光刻胶的微电铸工艺制造了一款高精度镍微柱阵列模具,该微柱阵列模具微柱宽度为200μm,高度为300μm,柱间隙最小为200μm,平均宽度相对尺寸误差为1.35%,平均高度相对尺寸误差为0.77%,微柱结构精度高。针对SU-8胶去胶困难的问题,采用了预置溶胀间隙的方法进行解决。实验结果表明,该方法可以有效去除微柱阵列结构中的光刻胶,且能够避免常规溶胀去胶方法对微结构的损害,同时采用氧等离子体处理和铸前弱浸蚀的方法增强了金属微柱阵列模具的强度,最终制造出了高精度的镍微柱阵列模具。
猜你喜欢
玻璃纤维(2022年3期)2022-07-12
新材料产业(2021年5期)2021-10-29
中国民航大学学报(2021年2期)2021-06-24
表面技术(2021年3期)2021-04-07
英才(2021年3期)2021-03-12
数字海洋与水下攻防(2020年5期)2021-01-04
民用飞机设计与研究(2020年2期)2020-07-06
数字海洋与水下攻防(2020年1期)2020-04-20
新材料产业(2019年10期)2019-12-23
宇航材料工艺(2018年1期)2018-03-22