
魔芋精粉机轧距调节控制系统及方案设计
2021-11-01 09:20吴镇
粮食加工 2021年5期
吴 镇
(陕西能源职业技术学院,陕西 咸阳 712000)
魔芋精粉机是工业化、成批量干法加工魔芋精粉的主要设备。其中轧距调节控制系统是魔芋精粉机正常工作的前提之一。轧距调节控制系统作用是调整魔芋精粉机的磨辊间轧距,使慢辊靠近或离开快辊,使不同粒径的魔芋颗粒全部得到粉碎、研磨。轧距调节有手动调节和自动调节两种方式,互相配合使用。
1 魔芋精粉机轧距控制原理
轧距控制是在慢辊轴承座上设置一个V型槽,槽内连接一个圆顶,螺纹杆通过该圆顶中心,螺纹杆另一端连接另一个圆顶,与定轴承座上的摆臂相铰接。通过摆臂的转动将慢辊推离或拉进快辊。图1为设备轧距控制原理示意图。

图1 魔芋精粉机轧距控制原理示意图
当魔芋精粉机处于正常工作状态时,两磨辊间的轧距很小,且轧距必须保持稳定,轧距必须以很小的变化量来调节,否则魔芋精粉质量无法得到保证。魔芋精粉机磨辊合轧前,磨辊是分开的且间距很大,当喂料机构传感器检测到有物料进入时,磨辊应立即合轧。故轧距控制必须有一套快速调节的系统,因此要设计快速粗调和慢速微调轧距系统。
2 魔芋精粉机轧距调节控制系统
2.1 手动调节轧距控制系统
手动调节轧距控制系统是依靠手轮转动,类似丝杠螺母原理推动转臂转动,转臂连接连杆,连杆拉动摆臂使得慢辊轴承座向快辊轴承座靠拢或分开,如图2所示。魔芋精粉机在工作时磨辊间轧距必须恒定,因此在设计手动调节控制系统的手轮上螺纹时,必须满足一定自锁条件。魔芋精粉机在工作中常常存在振动,因此在手轮杆上设置锁紧杆,采用同心但直径不同的螺纹进行锁紧,避免发生共振而导致轧距恒定的失效。
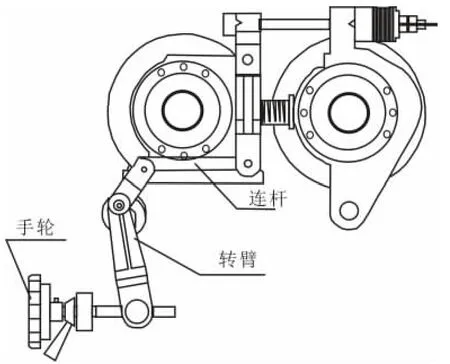
图2 手动调节轧距控制系统
2.2 自动调节轧距控制系统
目前,轧距的自动控制系统有:气动控制和电动控制。气动控制是由气缸,气动回路,PLC控制装置,控制面板等组成。如图3所示,在调节轧距时,气缸杆伸出推动气缸推杆发生转动,与气缸推杆连接在一起的转臂发生转动,可以达到快速调节轧距目的。
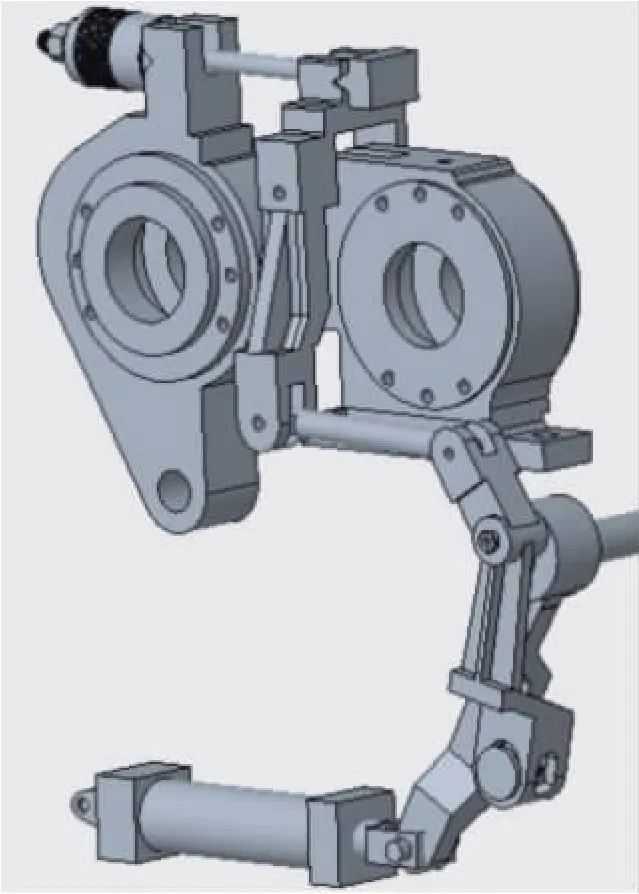
图3 气动调节轧距控制系统
气动控制:通过气缸驱动魔芋精粉机的磨辊靠近或分开,气缸推杆推动,气缸的动作指令是由喂料系统中的传感器向气动控制阀发出。当进料量到达一定程度后,控制阀动作,气缸接通,使慢辊轴承座靠近快辊轴承座,完成粗调。气动控制能防止磨辊中心距不稳定问题的发生,气缸在停止工作后,气缸内留有的压缩气体使得气缸推杆不能发生转动,在一定程度上,保证了研磨魔芋精粉时稳定。但是也存在一些缺点:气缸驱动需要稳定干燥的压缩气体,当多台魔芋精粉机同时工作时需要大量压缩气体,生产压缩气体的时候会造成比较大的噪音,气体在干燥时需要干燥设备,油水分离器,气体在存储时还需要压力容器。
3 轧距调节控制系统运动构件组成分析
轧距调节控制系统是由两个磨辊、轴承座、手轮、气动调节机构及轧距锁紧机构等部件组成,如图4所示。
手动调节机构自由度计算:
两构件通过面接触组成的运动副称为低副,而两构件通过点、线的形式相接触组成的运动副称为高副[1]。手动调节机构简图如图5所示。公式F=3n-(2P1+Ph)[1]中,P1为低副数量,Ph为高副数量。该机构共有活动构件6个(分别为手轮15、手轮推杆13、连杆12、转臂8、长螺杆4及慢辊轴承座3)。机构中共有低副7个(手轮在手轮底座转动,手轮在锁紧螺母转动,推杆13转动,连杆两处转动,转臂8转动,慢辊轴承座转动3),高副3个(分别为手轮锁紧螺母在推杆里滑动,活动V型块和固定V型块在滑槽里滑动)。可得自由度为1,Fa>0,且与原动件相等,即手动调节机构具有确定的运动。
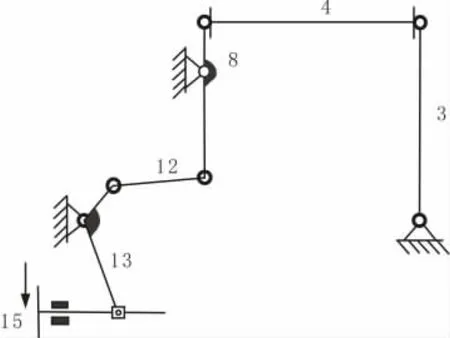
图5 手动调节机构简图
气动调节机构自由度计算:
气动调节机构简图如图6所示。该机构共有活动构件7个(气缸1、气缸臂、气缸推杆16、连杆12、转臂8、长螺杆4及慢辊轴承座3)。机构中共有低副8个(气缸绕连接点转动,气缸臂移动,推杆16转动,连杆两处转动,转臂8转动,慢辊轴承座转动3),高副3个(手轮锁紧螺母在推杆里滑动,活动V型块和固定V型块在滑槽里滑动),解得自由度为1,Fa>0,且与原动件相等,即气动调节机构具有确定的运动。
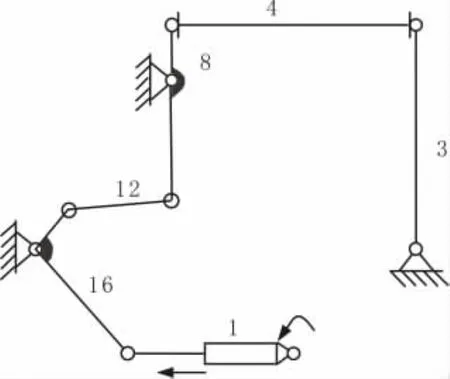
图6 气动调节机构简图
魔芋精粉机磨辊的配置方式为复式平放,优点是:物料经喂料辊加速后进入两磨辊间研磨,落料能准确入磨辊间研磨区,喂料量和研磨效率能轻易提高,物料在落入研磨区时流畅,不会向磨辊外飞溅。
4 轧距调节控制系统结构的设计计算
图7为魔芋精粉机轧距调节控制系统结构设计计算示意图,图中有关数据是通过分析、研究设备样本和参照设计手册得出的结果,数值基本准确。
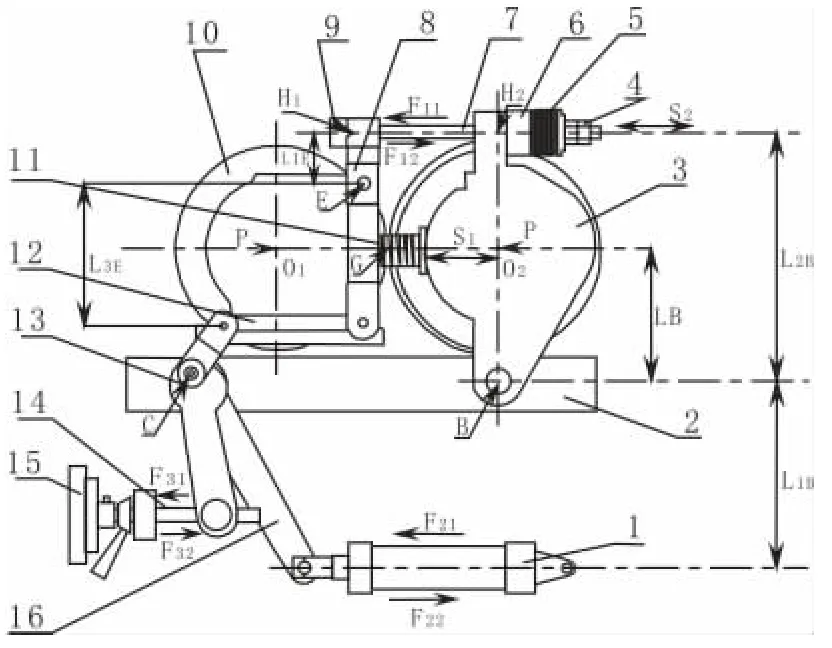
图7 轧距调节系统结构设计计算示意图
长螺杆7和预压碟簧组5用螺栓连接,碟簧的预压力用螺母4调节,V型块9用销钉固定在长螺杆7上,整个长螺杆装置以圆弧顶尖卡在慢辊轴承座3中的V形槽中。换磨辊时可以先松螺母4,取下长螺杆7,然后卸掉两个轴承座取下磨辊。快辊轴承座固定不动,用螺栓连接在箱体上,长螺杆拉住慢辊轴承座保持稳定。摆动V形块9和铰接在快辊轴承座上的摆臂8连为一体,绕快辊轴承座10上的销轴E点摆动。合轧时辊间弹簧受压,碟簧组受压,使得轧距能保持衡定,在轧距变动时不至于整个机构由于刚性连接而发生破坏。气动松轧时,气缸1推动推杆16转动,松开轧偏心轴C使连杆机构动作,慢辊轴承支点在绕偏距心B点向右做微量平动。计算数值见表1。
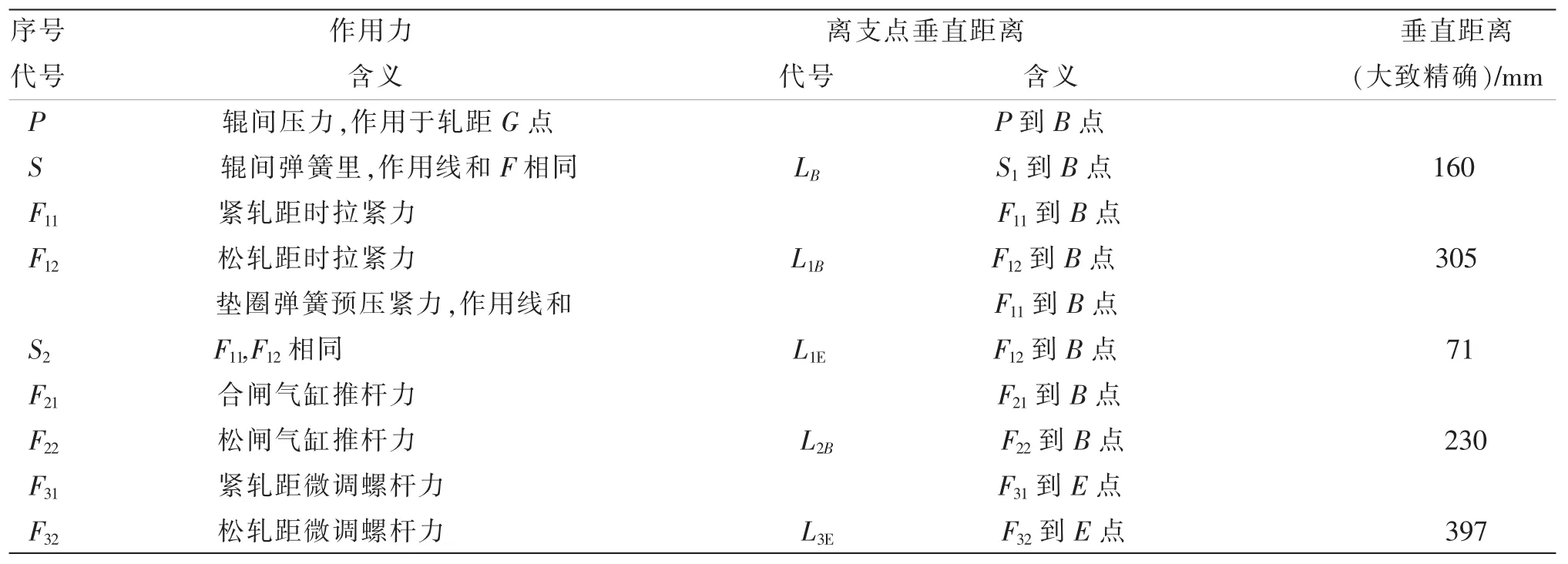
表1 机构作用力和离支点的垂直距离
(1)磨辊合闸:气缸1的力F21推动推杆,带动推杆上的偏心轴带动连杆将慢辊轴承座拉向快辊轴承座作平动,这时需要克服辊间弹簧力S1。
(2)粗调轧距:旋紧慢辊轴承座偏心B处的螺母,将控制面板上的旋钮拧至自动处,气缸开始动作使连杆12带动摆臂8转动,推动摆动V形块9向左移动,带动拉紧杆和活动V型块向左移动,使慢辊轴承座3绕B点摆动向快辊轴承座10靠拢,这时,整个机构的运动需要克服动力矩和辊间弹簧力S1产生的力矩。
测试机构时轧距按下列数值调整[2]:
1 皮,0.6 mm;2 皮,0.3 mm; 心 磨,3~5 皮,0.2mm。
(3)微调紧轧距:按顺时针方向转动微调手轮15,转臂13与螺纹杆14连接处设有线接触的连接件,在手轮杆14上滑动,推动13转动并保持手轮杆只转动不上下移动而卡死,通过摆动臂8使长螺杆杆拉着轴承座3向左运动,两顶尖距离变化 (H1-H2),此时的辊间弹簧弹力S1和预压垫圈弹簧组力S2做正功,同样推动慢辊轴承座3绕偏心B点向快辊轴承座10移动。设手轮每转一圈,轧距的变化量约Xmm,螺杆螺距2 mm。
根据机构运动简图做出运动分析,手轮每转一圈,由杠杆原理知12杆水平位移为:螺距乘以13杆的垂直距离比13杆短部的垂直距离,垂直距离由表1 可查到,即:X1=(2×49.5)/155=0.638 mm
摆动臂8同理,根据杠杆原理计算轴承座靠近或分离的距离。即手轮每转使轧距变化约为:

(4)微调松轧距:按逆时针方向转动手轮15,与紧轧距时的原理相反,通过摆动臂8使长螺杆松开,辊间弹簧推着动轴承座向右运动,顶尖距离伸长H1-H2距离,长螺杆7则需要克服碟簧组力S2和辊间弹簧力S使慢辊轴承座3绕B点向右移动,离开快辊,使得轧距增大。
(5)磨辊松闸:气缸杆力F21F21和辊间弹簧力S结合,使慢辊轴承座3绕B点向右作水平移动,离开快辊轴承座10。
(6)磨辊合闸:气缸推力F21在调节机构的转变下最终使慢辊轴承座3以顶尖H2为支点向左作水平移动,靠近快辊轴承座10。这时整个机构的运转需要克服辊间压力P和辊间弹簧力S1,对整个机构受力分析,以H2为支点,力矩的平衡方程为:

(7)微调紧轧距:手动调紧轧距时,通过手轮转动,螺杆推力F31通过杠杆最终转化为成为长螺杆上的拉力F11,并通过部件活动V型块的推力使慢辊轴承座3绕偏心B点靠近快辊轴承座,这时整个机构需克服P和力S。对整个机构受力分析,列出力矩平衡方程,以B点为支点:

以E点为支点:

(8)微调松轧距:手动调节松轧距时,螺杆拉力F32通过杠杆最终转化为成为F12,这时辊间弹簧力S1做正功使慢辊轴承座3绕B点移动离开快辊轴承座10,起了使慢辊离开快辊的作用,和F11相比是负值,力矩与力的关系分别为:

5 结语
以魔芋精粉机轧距调节控制系统为研究对象,可得到以下结论:
(1)魔芋精粉机轧距调节控制系统有两种方式,分别为手动调节和自动调节方式。
(2)魔芋精粉机轧距调节控制系统有手动调节机构和气动调节机构,两种机构的自由度均为1,具有确定的运动。
(3)对魔芋精粉机轧距调节控制系统结构进行设计计算。
猜你喜欢
大电机技术(2022年2期)2022-06-05
橡塑技术与装备(2022年4期)2022-04-27
现代制造技术与装备(2022年3期)2022-04-21
防爆电机(2022年1期)2022-02-16
商品与质量(2021年43期)2022-01-18
中老年保健(2021年1期)2021-12-04
防爆电机(2021年3期)2021-07-21
家庭百事通·健康一点通(2018年3期)2018-03-30
农民致富之友(2017年23期)2018-01-02
科技与创新(2017年11期)2017-07-01
