反应堆压力容器主螺栓孔定位和寻迹技术研究
2021-10-30 05:39:24周建明彭祥阳路广遥
核安全 2021年5期
周建明,彭祥阳,路广遥,倪 亮,奚 琛,侯 硕
(中广核研究院有限公司,深圳 518000)
反应堆压力容器是核电站最核心的设备,寿期内不可更换[1]。由于每次换料大修均需通过主螺栓的旋出和旋入开关反应堆压力容器顶盖,压力容器主螺孔容易产生接触损伤(视频采集的图像如图1所示);同时,运行期间为了保证密封性和承压,螺孔长期承受较大载荷[2]。因此,针对主螺孔的损伤修复是核电站最重要的维修项目之一。在螺孔维修过程中,根据维修设备工具的特点和工艺要求需要对原螺孔进行定位,如对中和找正,特殊情况还需要获得原螺纹加工起始点和轨迹,否则可能会导致螺纹的二次损伤甚至乱牙[3]。螺孔的定位和寻迹关系到维修过程的合理性,而过程所需的时间关系着经济性,特别是在反应堆压力容器主螺孔螺纹严重损伤时采用现场扩孔修复过程中体现得尤为明显。同时,这些关键工艺过程对于反应堆压力容器则意味着核安全,因此是整个维修的最关键环节[4,5]。
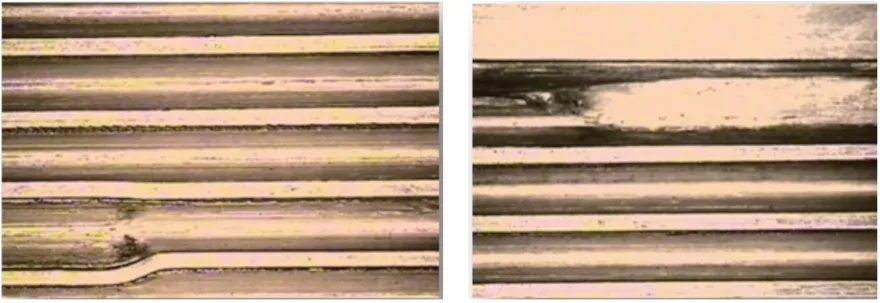
图1 螺纹的典型损伤Fig.1 Typical damage of thread
1 对象的特征
反应堆压力容器法兰上均布58个M155×4-5H4H的螺纹孔,螺孔总深度280 mm;螺孔上部有光孔段,直径:Φ158 mm,高度:20 mm。主螺孔相关材质见表1[6]。

表1 螺孔主要材料参数Table 1 Main material parameters of screw hole
2 常规的定位方法概述
反应堆压力容器螺纹孔的损伤修复,并不是所有情况均需要进行精确定位和原螺纹的加工寻迹,比如:针对螺纹小尺度的扭曲采用螺纹孔梳理工艺,修复方法就是自适应定位。此外,对损伤螺孔相邻螺孔的螺纹和台阶面进行粗定位也是常见的方法[7]。常规的定位方法对于解决一般的问题具有简单快速的特征,但精度不足,同时只能进行中心定位,不能进行原螺纹寻迹。
3 精确的定位和寻迹方法
精确的定位和寻迹方法一般用于严重损伤螺孔的现场整体扩孔修复,这种事故发生概率虽然很低,但施工难度巨大,一旦处理不当,损失非常大。寻迹过程主要是找准原加工的起牙点[8]。本文阐述两种技术方法,一种是机械定位,另一种是光学测量,两种方法可以独立操作,也可以互相验证确保安全。
3.1 机械定位和寻迹
机械定位的基本原理是基准转移,即通过已知螺纹起始点和等螺距垂直移动获得被测螺孔的起始点。图2所示的专用工具是通过上述原理设计的,利用螺纹相互旋合与锥度配合的定位关系达到了准确测量的效果。本工具设计了锥度拉杆和胀套结构,当遇到螺纹损伤段时,可旋松锥度拉杆,跳过损伤段后旋紧进行测量。设计原理和主要工作过程如下。
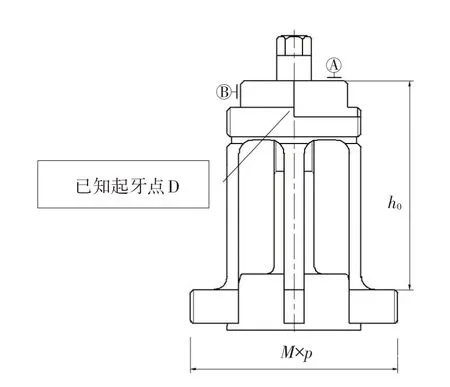
图2 内螺纹找正专用工装示意图Fig.2 Schematic diagram of special tooling forinternal thread alignment
3.1.1 主螺栓孔中心找正
首先检查工装,查看锥度拉杆与胀套是否处于自由旋转状态,将工装下端的螺纹旋入需要检测并清洁后的螺纹孔内。逆时针方向转动锥度拉杆使其提升,当锥度拉杆向上提升时,螺纹直径便会自动增大,直到与内螺纹孔充分贴合。分段测量如图2所示的基准B,绘出中心轴线。
3.1.2 主螺栓孔起牙点找正
以设计A面为基准,在检测过程中直接测量和控制该点的位置,以确保其位置精度达到设计要求。该工装在设计和制作过程中均将所有的高度控制尺寸(h0)制作为螺距(p)的整倍数,即:

将上部螺纹段的D点设计为已知螺纹的起牙点并沿轴向延伸到A平面作好标记,同时与下部螺纹段的起牙点相同。这样,通过下部螺纹和压力容器主螺孔内螺纹胀紧贴合,此时D点对应的就是压力容器的起牙点,操作中可以用D点直接对刀。
3.2 光学测量定位和寻迹
光学测量是利用安装在机床主轴上的测量系统迅速完成主螺栓孔的中心找正和螺纹起牙点的一种方法。本套系统由工控机、工作PLC(可编程逻辑控制器)、运动控制系统和测量系统3部分组成,如图3所示。测针是测量系统的数据终端,它通过连接杆、五向中心座、转接头和机床连接装置等连接件与机床主轴连接。系统的结构及在主轴上的安装方式如图4所示。
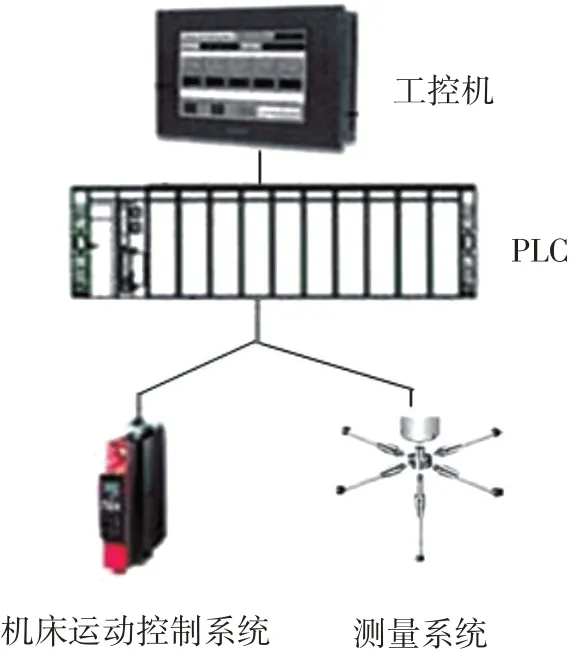
图3 系统硬件框架Fig.3 Hardware framework of the system
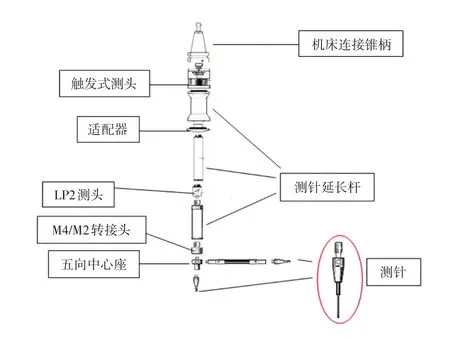
图4 测量系统组成Fig.4 Composition of measurement system
3.2.1 系统的测量原理
(1)在运动控制系统(机床的XYZ轴)的带动下探头测针与被测工件接触,所产生的接触信号通过LP2测头进行数据转换。
(2)在此过程中LP2测头引入负反馈机制,通过计算补偿,能有效解决由于大悬深测量引起的端部微震颤带来的误差问题。测针及测头的信号传输是采用红外传输原理。
(3)随后将数据传送到工作PLC和工控机完成数据接收和处理,通过CNC的系统变量对探针碰撞的位置进行读写,并做相应的几何运算。
(4)通过几何运算得出工件的实际尺寸。根据加工需要对尺寸误差进行补正、程序修改和找正工件的零点等。
3.2.2 测量的具体过程
(1)寻找螺纹孔中心线:通过测针在螺孔上光段和下光段边缘不同点的触碰,以获得螺孔上下光段圆周的多个点的坐标,经过系统计算可很快得出螺孔上段光段中心和螺孔下段光段中心,确定螺孔轴心线位置,依此确定机床X/Y中心坐标数据,此时螺栓中心孔找正完成。
(2)寻找螺纹孔起始基准平面:通过测针在螺孔上平面进行多点触碰,确定基准平面:z=0
(3)寻找螺纹起牙点:
a.将主轴定向(测量所需角度),即将机床主轴垂直于螺孔轴心线。随后测针探头位移到螺孔牙槽间任意位置,以螺牙不干涉探头为原则,如图5a所示。
b.继第a步之后,将机床Z轴上移至牙槽上口并记录坐标数据(x1,y1,z1),如图5b所示。
c.继第b步之后,将机床Z轴下移至牙槽下口并记录坐标数据(x1,y1,z2),如图5c所示。
d.通过机床测量系统得到螺纹旋线与机床主轴定向位置,机床Z轴高度方向位置之间的唯一坐标点位置,即图5d中标点坐标(x1,y1,z1+z2/2)。
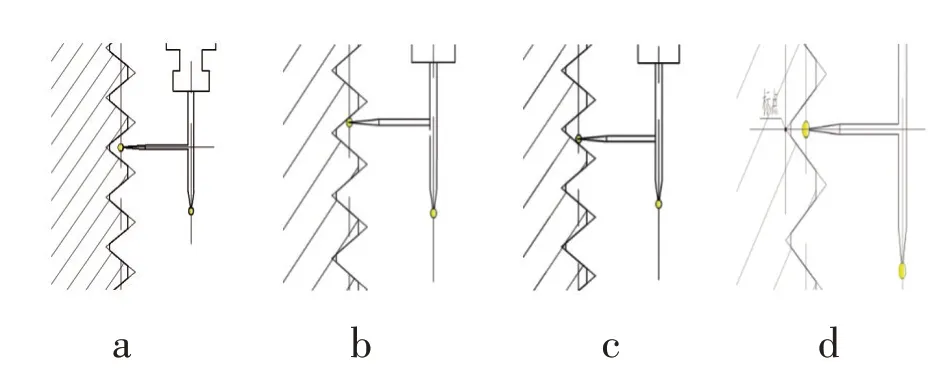
图5 测针与螺纹位置示意图Fig.5 Position diagram of probe and thread
e.根据内螺纹圆柱螺旋线公式(2),通过采集螺旋线上点的坐标信息,求解螺纹起牙点位置。

式中:t——变量;
r——半径,mm;
p——螺距,mm。
f.多次不同位置重复测量,汇总起牙点的位置坐标,对于明显偏离的数值,可能存在明显的螺纹扭曲、坍塌等缺陷,应去除,后记录算数平均值作为最终起始点坐标。
3.2.3 寻迹确认
沿原螺纹设计尺寸轮廓下限值走空刀,观察并监测电流变化。螺纹完整处无明显电流变化,无可见飞屑和火花证明寻迹成功。
4 偏差和精度分析
偏差精度分析是综合分析各个要素及过程的精度累计和变化,主要包括极值法和统计学方法,统计学方法的使用以蒙特卡洛方法最为广泛。统计学方法在批量生产中协调成本与质量关系方面有突出意义,实质还是基于成本考量,允许一部分不合格产品出现。但本文所述条件是务必要确保一次合格,所以采用极值法是更加合适的方式。极值法封闭环的尺寸等于所有增环尺寸之和减去所有减环尺寸之和,如式(3)所示:
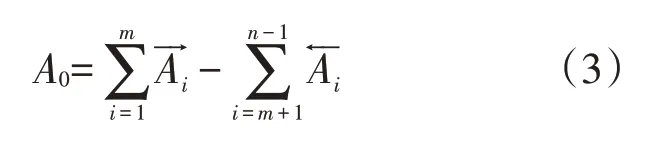
式中:n——包括封闭环在内的尺寸链的总环数;
m——尺寸链中的增环数。
构成封闭环的要素包括:基准和螺纹的同轴度误差、原螺纹的制造误差、机床本身安装误差和测量误差等。二次加工累计了原螺纹的误差,如果原螺纹的误差已经是产品误差要求的极值,那么在原螺纹的基础上加工新螺纹时有可能超差。因此,在执行过程中,需要充分了解原螺纹的制造情况具体分析。
修复螺纹时,采用光学测针找出螺纹的起牙点和螺纹孔中心线的方法是优于机械工具的。光测法利用安装于主轴上的光学测针分别对螺纹孔的三个环形面进行检测,第一个环形面位于螺纹孔的上端,第二个环形面位于螺纹孔深度的中间部位,第三个环形面位于螺纹孔的底端,并配合设备主轴的上下运动对其同轴度、母线直线度和断面垂直度进行检测记录,如图6a所示,光学测量可到达区域多于机械定位,同时没有本身的制造误差,因此精度要高于机械定位。具体分析过程如下。
定义产品上/下偏差ES/EI,原加工轨迹实际的上/下偏差ES′/EI′,二次加工的上/下偏差ES0/EI0。其中:
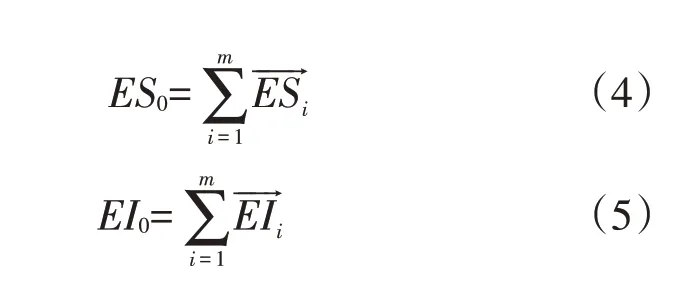
ESi/EIi数集中的要素包括:原加工轨迹的尺寸和形位误差、测量误差、机床误差以及安装误差等,m为要素的数量。
当ES0≤ES时,可以按测量基准直接加工。
此时,只需要二次加工的材料去除量p大于两次加工偏差的累积即不会出现乱牙现象,即满足式(6)。

当ES0>ES时,按照测量基准二次加工可能会导致产品超差,因此需校正轴线基准,同时还需保证不能出现乱牙现象,即同时满足式(7)和式(8)。θ为校正角度,如图6b所示,h为螺孔螺纹段高度尺寸。

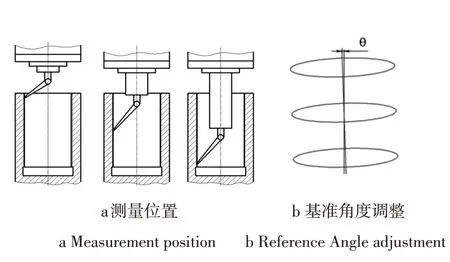
图6 螺纹孔螺纹修复定位Fig.6 Thread repair location of screw hole
完成上述精度分析过程,完善执行方案,即可进入执行阶段。
5 结论
(1)本技术方法通过国内某电站实际模拟试验证明具有可实施性。在具体实施过程中,需结合设备的具体要求进行针对性的改进和修正。
(2)采用机械式的寻迹方法优点是使用方便、成本较低,但同时其测量精度一方面受限于自身加工精度,另一方面受限于螺纹本体状态。
(3)采用光学测量的寻迹方法的优点是精度高,可以纳入可视化手段和数据分析以降低风险,对于反应堆压力容器等重要设备尤为重要,但其本身不具备独立测量能力,需要合适的载体,综合成本较高。
(4)本技术方法基于M310压水堆的压力容器开发,经适应性改进即可用于其他堆型核电厂压力容器以及电力、船舶和石化等行业大型容器类似问题的处理。
猜你喜欢
中国设备工程(2024年10期)2024-06-02 16:40:20
中国设备工程(2022年12期)2022-07-11 04:33:00
轨道交通装备与技术(2021年4期)2021-09-16 07:23:14
制造技术与机床(2019年2期)2019-03-06 07:11:42
中国建筑金属结构(2018年4期)2018-05-23 11:09:26
制造技术与机床(2017年11期)2017-12-18 06:47:01
制造技术与机床(2017年3期)2017-06-23 08:11:47
制造技术与机床(2017年3期)2017-06-23 08:11:41
中国塑料(2015年9期)2015-10-14 01:12:34
CHINESE JOURNAL OF CHEMICAL PHYSICS(2014年4期)2014-07-19 11:18:24