
左右旋径向螺孔车削装置的设计应用
2021-09-16 07:23:14单国庆晋建有刘海峰王丽杰
轨道交通装备与技术 2021年4期
刘 谆 单国庆 晋建有 李 颉 刘海峰 王丽杰
(中车永济电机有限公司 山西 永济 044502)
0 引言
刷架系统是直、脉流牵引电机中的关键部件,其质量的好坏将直接影响牵引电机的整体性能。电机刷架圈位置的调整是通过涨紧装置来实现的,而左、右旋径向螺孔的加工,是整个涨紧装置加工中的关键工序。涨紧装置中左、右旋径向螺孔的加工质量是通过车削工序来保证的,刷架系统组装后直接影响着直、脉流牵引电机刷握位置的等分度,对直、脉流牵引电机的换向性能有着重要影响[1]。
1 现状及原因分析
1.1 现状


图1 YZ95A涨紧轴Ⅰ结构图
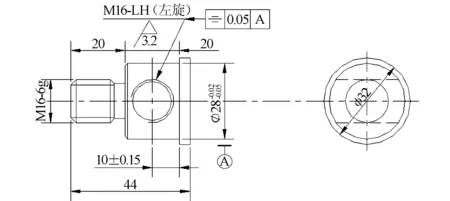
图2 YZ95A涨紧轴Ⅱ结构图
1.2 原因分析
图3所示为改进前直、脉流牵引电机刷架圈涨紧轴Ⅰ中M16螺孔、涨紧轴Ⅱ中M16-LH(左旋)螺孔的加工方式。

1—普通机用虎钳;2—涨紧轴;3—直角尺;4—摇臂钻床。图3 涨紧轴径向螺孔普通虎钳装夹加工方式
2 解决措施
由于改进前刷架圈涨紧轴螺孔的加工工艺存在上述不足,为保证电机刷架圈涨紧轴Ⅰ右旋径向螺孔、涨紧轴Ⅱ左旋径向螺孔的加工质量,提高生产效率,降低劳动强度和生产制造成本,满足生产需求,设计制作电机刷架圈涨紧轴左、右旋径向螺孔车削装置。


1—夹具体;2—夹紧螺栓;3—快换钻套;4—紧固螺钉。图4 YZ95A涨紧轴左、右旋径向螺孔车削装置

图5 YZ95A车削装置夹具体[1]

图6 YZ95A车削装置夹紧螺栓

图7 车削装置快换钻套

图8 拉紧装置拉螺杆

图9 拉紧装置垫片

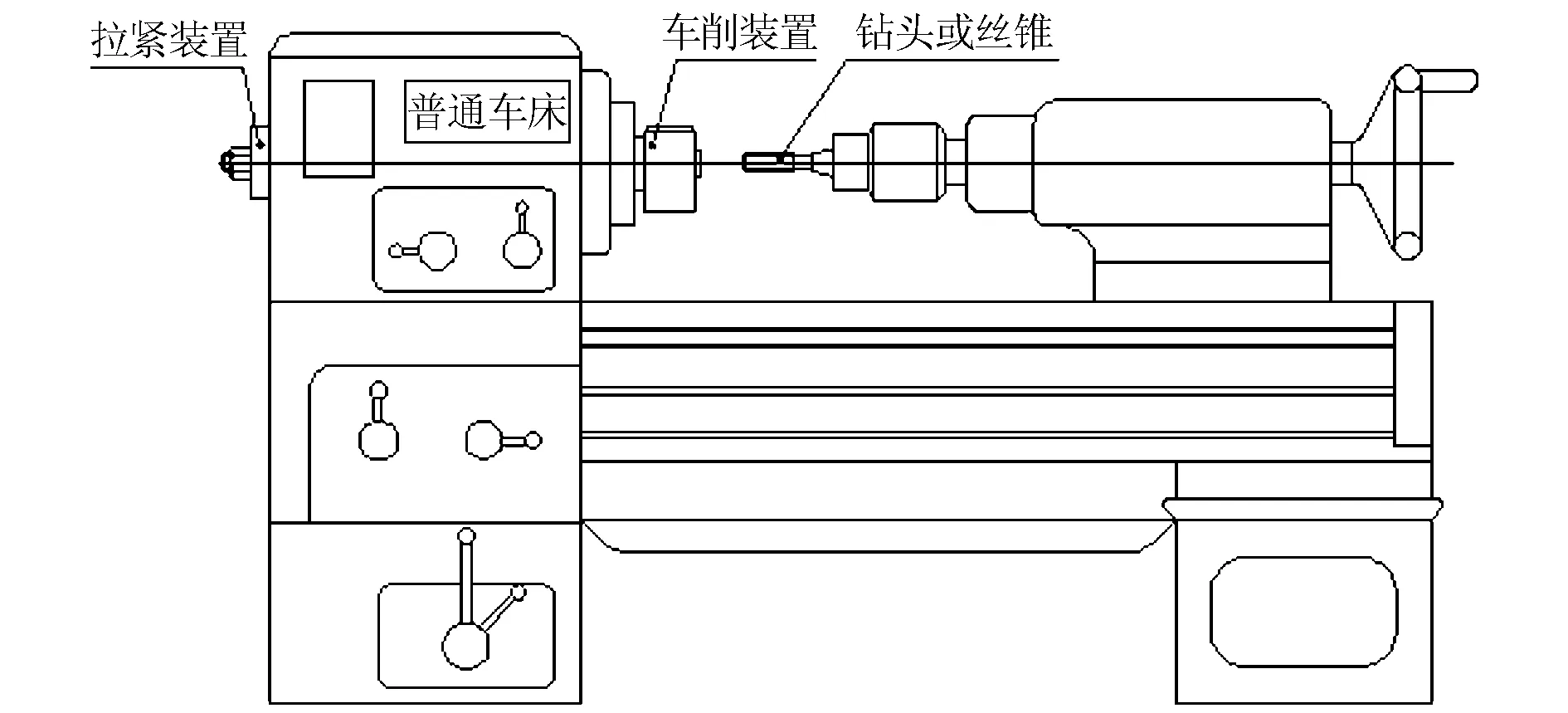
图10 涨紧轴径向螺孔改进后的车削装置加工方式
3 具体实施过程
3.1 实施过程一
3.2 实施过程二
ZD105脉流牵引电机刷架圈左旋螺孔轴、右旋螺孔轴,左、右旋径向螺孔车削装置(ZD105·712-314-000、ZD105·712-315-000)如图11所示。

图11 ZD105涨紧轴左、右旋径向螺孔车削装置

4 技术特点
车削装置由莫氏锥柄与车床主轴莫氏锥孔定位、联接,通过拉紧装置拉紧紧固。涨紧轴由车削装置定位、夹紧,可自动找正涨紧轴螺孔的中心位置。通过快换钻套导向钻孔,避免了在涨紧轴圆柱面钻孔时发生的偏移,保证了涨紧轴螺纹底孔的正确位置。车床正转时,可加工涨紧轴右旋径向螺孔,车床反转时,可加工涨紧轴左旋径向螺孔。夹紧螺栓设计结构合理,装卸快捷、方便,提高了涨紧轴的装卸效率。与改进前涨紧轴径向螺孔的加工方式相比较,改进后的加工方式既保证了涨紧轴螺孔的加工质量,又提高了加工效率,同时降低了工人的劳动强度和生产制造成本。
5 使用效果
通过使用上述直、脉流牵引电机刷架圈涨紧轴左、右旋径向螺孔车削装置,对所加工的涨紧轴Ⅰ、涨紧轴Ⅱ进行检测,涨紧轴螺孔位置尺寸、螺孔对定位轴中心线的对称度,螺纹表面粗糙度几项,全部符合产品图纸设计要求。涨紧轴左、右旋径向螺孔加工不合格品率由23.2%下降到零,一次交检合格率达100%,生产加工效率提高了1.5倍。
6 结束语
直、脉流牵引电机刷架圈涨紧轴左、右旋径向螺孔车削装置,突破了传统的刷架圈涨紧轴普通虎钳装夹加工模式,从根本上保证了电机刷架圈涨紧轴左、右旋径向螺孔的加工质量。使该项加工不再受到划线、装夹、校正精度低的影响,解决了普通机用虎钳装夹对涨紧轴左、右旋径向螺孔加工精度的影响,保证了加工质量。通过使用该技术,提高了刷架圈涨紧轴加工的合格率,保证了刷架圈涨紧轴的加工质量,提高了生产效率,降低了加工成本,解决了直、脉流牵引电机刷架圈涨紧轴左、右旋径向螺孔加工中长期难以解决的工艺质量问题。
猜你喜欢
专用汽车(2023年5期)2023-05-26 02:23:57
装备制造技术(2020年2期)2020-12-14 03:09:48
科学与财富(2019年7期)2019-10-21 14:57:30
中国建筑金属结构(2018年4期)2018-05-23 11:09:26
课程教育研究(2018年1期)2018-03-31 09:28:22
药学与临床研究(2015年4期)2015-06-05 11:35:53
CHINESE JOURNAL OF CHEMICAL PHYSICS(2014年4期)2014-07-19 11:18:24
温州医科大学学报(2014年7期)2014-07-18 02:43:24
制造技术与机床(2014年8期)2014-07-13 07:43:12
科技传播(2012年3期)2012-07-05 08:37:36
