
20CrMnTi钢销套热处理不良的失效分析及对策
2021-10-29 08:14:54刘美娜黄桂华朱来锁杨继刚
金属加工(热加工) 2021年10期
刘美娜,黄桂华,朱来锁,杨继刚
山推工程机械股份有限公司履带底盘分公司 山东济宁 272073
1 序言
20CrMnTi作为我公司常用的一种渗碳钢,主要用于推土机上有耐磨要求的零件,如齿轮、履带销套等,其中履带销套是履带推土机行走机构的易损件,不仅要求销套具有高的耐磨性能,还要有良好的冲击韧度。在实际生产过程中,20CrMnTi钢履带销套的热处理工艺较为复杂,先采用渗碳炉进行表面气体渗碳,使内外表面的碳浓度达到0.7%~0.9%,便于提高淬火的表面硬度。渗碳的销套缓冷之后采用通过式连续感应热处理工艺进行销套感应淬火、回火,使内外表面硬度达到58~63HRC、内外硬化层深2.2~3.5mm、心部硬度30~45HRC[1]要求 ,这样就保证了“外硬而心韧”的使用需求,提高销套的使用寿命。
我公司采用通过式连续感应热处理工艺,由于销套首尾相连进行通过式连续淬火和回火,因此淬火效率比单个零件进行感应加热效率高至少3倍。相比单件的感应热处理工艺,这种通过式的连续感应热处理工艺对质量控制的要求更高,对人员技能、设备的可靠性等要求也高。近期装配时发现一种热处理后的20CrMnTi钢销套压装时无法压入,在排除了压装设备的问题后,根据硬度检测初步判定是由于20CrMnTi钢销套的热处理硬度不良造成的,拆解后造成了链轨合件的报废,直接产生了经济损失,并且影响了生产的连续性,因此需要立刻隔离问题件,并调查原因及制定对策,防止再次发生该类问题。
2 20CrMnTi钢销套硬度不良的现状调查
对拆解后的20CrMnTi钢销套进行销套硬度检测,要求值为58~63HRC,实测值为26.5~40HRC,20CrMnTi钢销套硬度不良件拆解后外观如图1所示。采用便携硬度计对隔离的1000件20CrMnTi钢销套进行硬度检测,发现不良品2件,判定为非批量质量问题,需要对异常件进行剖切检测。

图1 20CrMnTi销套硬度不良拆解后外观
3 20CrMnTi钢销套表面硬度不良的原因分析
表面硬度不良20CrMnTi钢销套化学成分分析结果见表1,剖切及检测位置如图2所示,金相组织及硬度检测结果见表2。

表2 20CrMnTi钢销套金相组织和硬度检测结果

图2 20CrMnTi钢销套剖切位置示意

表1 表面硬度不良20CrMnTi钢销套的化学成分(质量分数) (%)
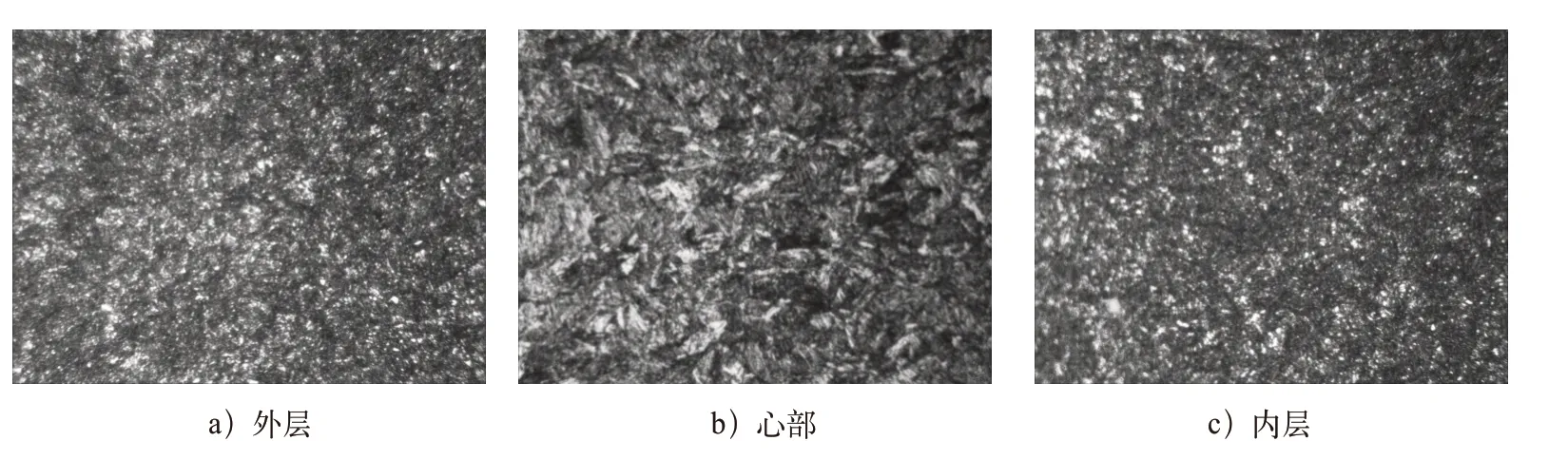
图3 表面硬度低的销套B—B剖面金相组织

图4 表面硬度低的销套A—A剖面金相组织

图5 未感应热处理的渗碳销套金相组织
为了判定表面硬度低的20CrMnTi钢销套的状态,对不良件按图2所示的A—A和B—B位置进行环状剖切后对其截面硬度及组织与未热处理的渗碳套进行对比。由对比结果可知,表面硬度低的20CrMnTi钢销套外层金相组织晶粒度比未热处理的渗碳套细,内层保持渗碳状组织,根据金相组织判定该异常销套的A—A剖面加热不充分且快速冷却,导致外层组织细化(相当于正火),内层保持渗碳后原始组织,表面硬度不良20CrMnTi钢销套的硬度与渗碳后未进行热处理件的硬度相当。而异常套的B—B剖面内外表面硬度满足58~63HRC要求,内外硬化层深满足2.2~3.5mm要求,心部硬度满足30~45HRC的要求,无网状碳化物,为合格件,因此判定此表面硬度低的异常套的B—B部分进行了淬火及回火,而A—A部分仅进行了加热但加热的功率不够或未冷却而造成的局部硬度不良。
根据剖切结果推断的原因分析,进行现场调查,由生产日志调出本批次的自检记录及作业日报,发现生产过程中存在设备不稳定的情况,设备淬火功率存在异常,中间进行了设备的维修,设备功率不够时操作人员没有及时发现,而销套始终在首尾连接地连续运转,过程中加热不良件落入筐中,操作者也未发现。在作业现场验证是否由于功率较低导致的表面硬度不足,在连续工作时,人为将设备的功率调低后进行淬火,硬度检测发现同一个销套一半硬度合格,另一半硬度不合格,与故障件相同。因而判定设备故障导致的加热功率不足和人员没有及时发现,是不良件产生和流出的主要原因。
4 改善20CrMnTi钢销套表面硬度不良的对策
为了避免设备故障(功率降低)导致的热处理硬度不良的发生,车间和工艺部门从源头进行改善,制定如下对策。
1)对设备安装功率监控程序,当功率低于工艺要求的10%时立刻进行声光报警,提示操作者查看设备问题,使设备问题能够得到及时发现并维修解决。
2)对操作者进行销套的热处理颜色的区分培训,使其掌握渗碳件、已经淬回火合格件、功率异常件的表面颜色的异同,进而在观察工件摆放到料框里的过程中能够发现异常,避免不良件流出。
3)注意天气变化对设备元器件的影响,尤其极寒和炎热的天气更应注意对设备的保养,设备检验项目增加对环境温度的确认,确保寒流极端天气设备水保持循环。
4)对操作者进行异常情况处理的培训,做好对不良件的隔离及标识。
通过几个月的连续跟踪,未再发生此类质量问题,改善对策有效。
5 结束语
通过对表面硬度不良20CrMnTi钢销套的调研与分析,找出了其表面硬度不良产生的原因,并采取多种方法进行了改善。通过增加安装设备功率监控程序,当功率低于工艺要求的10%时,立刻进行声光报警,提示操作者查看设备问题,使设备问题能够得到及时发现并维修解决,对防止不良件流出和过程监控起到了很好的作用,解决了因设备故障导致不良件产生而无法有效监控的问题,保证了产品质量。
猜你喜欢
少年博览·小学高年级(2023年3期)2023-05-30 10:48:04
军民两用技术与产品(2021年8期)2021-11-24 01:09:34
中国特种设备安全(2021年11期)2021-05-05 06:13:08
模具制造(2019年10期)2020-01-06 09:13:08
科技风(2019年23期)2019-10-21 21:09:05
制造技术与机床(2017年3期)2017-06-23 08:11:52
制造技术与机床(2017年3期)2017-06-23 08:11:50
中南大学学报(自然科学版)(2016年2期)2017-01-19 07:36:51
焊接(2016年2期)2016-02-27 13:01:20
山东冶金(2015年5期)2015-12-10 03:27:41
