
JWF1313 型并条机的创新设计
2021-10-29 04:09沈阳宏大纺织机械有限责任公司李响郑升圆刘迪王丹邢士通
纺织机械 2021年4期
沈阳宏大纺织机械有限责任公司 李响 郑升圆 刘迪 王丹 邢士通/文
1 引言
随着国内劳动力成本不断攀升,棉纺厂面对的人工成本压力越来越大。为了提升生产效率,减少用工数量,整个棉纺行业在逐步向大条筒输入输出方向发展,从最早的条筒直径230mm 到300mm、400mm、500mm、600mm,再到目前的输出1000mm、1200mm 条筒。
2017 年3 月,沈阳宏大研发的输出条筒1000mm、1200mm 大条筒JWF1313 型智能双眼非匀整并条机项目完成,并顺利量产。
2 结构设计
JWF1313 型并条机作为沈阳宏大公司推出的最成熟、最先进的非匀整电子牵伸并条机(见图1),以沈阳宏大传统的牵伸机构为核心,采用全新的工字型框架结构,并采用双电机电子牵伸。颠覆传统的创新结构设计,从外形到核心,均为自主研发,已取得8 项发明专利和9 项实用新型专利。

图1 JWF1313 型并条机立体图
JWF1313 并条机与传统框架两端支撑结构不同,采用创新的工字型主机架构,中间主体支撑,两侧相对开放,解决了条筒大小受框架限制的问题。主传动结构布置于中间区域,方便用户维护,采用双电机传动牵伸区,实现电子牵伸,调整棉条定量无需更换传动轮。同时延续传统的机前操作,用户操作能够快速适应。新型大条筒自动换筒机构,采用单侧驱动,推杆回程时采用扭转、折叠、旋转的复合运动形式,配合创新的旋转式可延展脚踏,最大程度上减少占地面积,同时稳定可靠的满足设备连续工作的需要。
3 智能化功能
沈阳宏大公司从2003 年FA328 型并条机起,开始应用电子牵伸技术,拥有近20 年电子牵伸技术使用经验,并致力于将此技术运用得更稳定、更可靠、更精准。为了提高JWF1313 并条机的生产效率和自动化程度,减少停车时间,降低人工劳动强度,我们在传统电子牵伸技术基础上进行拓展,增加了便于操作者使用的智能化功能。
(1) 智能断条
智能断条较传统电子断条形式,具有设置参数少,易于操作者上手的特点,是一种操作简单的电子断条方式(见图2)。
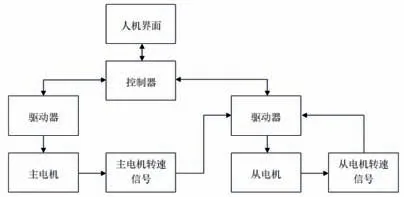
图2 智能断条控制原理框图
使用过程中,用户根据不同的品种生产,仅需调整“断条强度”一个参数,系统会自动计算出断条参数,因为控制参数可调范围大,使得智能断条可以适用于绝大部分生产品种的断条需要,断条效果稳定、良好。
(2) 罗拉监控
在并条机工作过程中,利用罗拉和皮辊的作用将分散的棉条并合、牵伸,提高了棉条的均匀度及纤维的伸直度、平行度。对于传统非匀整并条机来说,棉条的合并与牵伸是依靠机械传动来实现的,出条质量依靠实验室工作人员定期抽查来进行人工监控,不能够对棉条质量进行实时监控。
罗拉监控是一种可实时监测棉条质量的系统(见图3),当并条机出现牵伸区皮带松动、罗拉丢转等机械传动异常现象时,会导致出条质量的变化,罗拉监控系统通过检测罗拉转速的变化,控制设备的运行状态,避免产生大量的废条的情况。
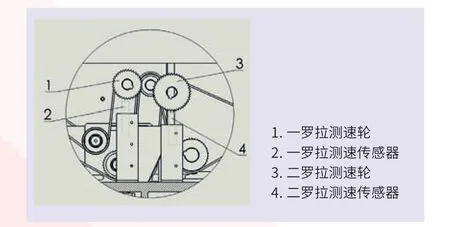
图3 罗拉监控系统局部视图
(3) 智能换班
随着用工成本压力不断加大,一些纺织厂已由传统N班N 倒的换班模式,改为N 班M 倒(N ≠M)的换班模式,比如三班两倒。
我们在传统自动换班模式基础上,设计了一款灵活性高,操作更简便,即可适用N 班N 倒模式,又适用N 班M 倒模式的智能换班功能。
(4) 机械波位置对照表
通过JWF1313 型并条机触摸屏,用户可以查看机械波位置对照表。根据条干仪显示的机械波波长长度,并参考对照表,进行机械波位置的确定及处理。此机械波位置对照表内“机械波波长”会随着控制系统中“工艺参数”内工艺轮的变化而变化,可适用不同工艺轮配置。
以二罗拉为例,当该位置及其相关传动轮、带、座、轴承等出现机械波,以其运转特性,得出其机械波波长公式为:
L=D2×Π×E1÷E2
式中,D2 为二罗拉直径,E1 为总牵伸倍数,E2 为后区牵伸倍数。
(5) 非匀整重量调整功能
JWF1313 型并条机在传统电子牵伸并条机基础上,开发了一种操作更加方便、实用的非匀整重量调整功能。用户在触摸屏上直接输入目标重量和实测重量,即可完成类似匀整并条机的重量调整功能,实现非匀整并条机重量调整的数字化操作。
(6) 智能罗拉清洁
并条机罗拉、皮辊在运转时,会有飞花和尘屑附着在其表面。为了防止飞花和尘屑积累成堆后落入棉条形成纱疵,通常在并条机罗拉、皮辊处增加清洁机构对其进行揩拭,将飞花及尘屑揩拭下来,并由吸风装置吸走。由于喂入品种、吸风力调节程度及罗拉转速的不同,罗拉处堆积的飞花和尘屑量也不同,而传统往复式下清洁机构的清洁频率是固定的,无法适应多变的环境。当喂入品种产生飞花和尘屑的量很大,如果不能增大清洁频率,就会造成未被及时清理的飞花和尘屑落入棉条行程纱疵;当喂入品种产生飞花和尘屑的量很小,不用频繁地清洁,如果不能减小清洁频率,就会造成清洁机构使用寿命的浪费。
JWF1313 型并条机增加的智能罗拉清洁功能,可以根据吸棉箱内废屑堆积情况,自动改变罗拉清洁频率,以此到达最优的牵伸区清洁状态。
(7) 条筒容量扩增的圈条装置
该装置是一种通过修改并条机下圈条传动形式及条筒内棉条的叠层比例,实现不改变输出条筒直径和高度的并条机条筒容量扩增的圈条装置。
其本装置的下圈条盘由伺服电机通过传动机构驱动,进行往复运动。设初始位置距离为E0, 下圈条盘移动n 次后所处的坐标位置Ex 为:
Ex=E0-n×h
式中,h 为棉条筒每次移动的距离。
设下圈条盘初始位置转速为S0,下圈条盘的回转运动速度Sx 与坐标位置ex 所成函数关系为:
Sx=S0×(E0/Ex)×a
式中,a 为纤维品种修正系数。
下圈条盘在各个坐标位置ex 每回转360 度形成一层棉片,按照叠层比例值控制下圈条盘在每个坐标位置ex圈放的层数。
上述内容是该装置可以实现的基本技术方案。经过在无锡经纬纺织科技试验有限公司现场试验,单筒容积可增加30%以上,是一项在高速高产状况下降本增效,降低管理难度的装置。
(8) 远程运维
依托工业云平台搭建的具有沈阳宏大特色的远程运维系统,可以进行远程数据读取和显示以及调试(见图4)。既可远程集中统一控制,又可分散逐一管理,方便不在现场的服务人员与现场人员远程交流,分析问题原因,使得服务人员能够提供更加高效、便捷的服务,为用户排忧解难,快速解决问题。

图4 沈阳宏大远程运维系统框架
4 JWF1313 型并条机的使用
JWF1313 型并条机尤其适合头并、精梳预并使用,可提高棉条均匀度,消除弯钩纤维,使半熟条质量得到提升。
大条筒设计,减少了生条接头数,大幅度降低劳动强度,提升并条品质。输出条筒直径Ø 1000 规格,其条筒周转次数较条筒直径Ø 600 规格并条机减少50%,工人每天工作量平均减少1 小时;输出条筒直径Ø 1200 规格,其条筒周转次数较条筒直径Ø 600 规格并条机减少60%,工人每天工作量平均减少1.5 小时(见图5)。
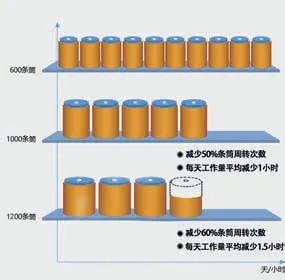
图5 条筒周转对比
双电机结构设计,在速度控制上采用电机跟随模式,不会影响出条质量。以500m/min 出条速度为例,使用伺服驱动器的示波器功能监控JWF1313 型并条机跟随状态曲线,对跟随模式精度进行分析:
绿色曲线:位置指令;
红色曲线:位置反馈;
粉色曲线:位置偏差;
黄色曲线:速度反馈;
蓝绿色竖线:波形数据读取起点A 线;
淡绿色竖线:波形数据读取起点B 线。
(1) 启动过程的跟随误差(见图6);
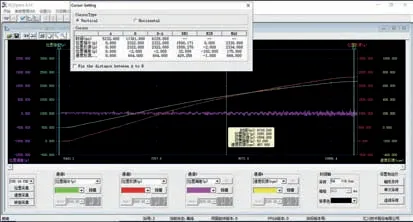
图6 JWF1313 型并条机500m/min 车速启动过程跟随曲线
(2) 稳定速度的跟随误差(见图7);
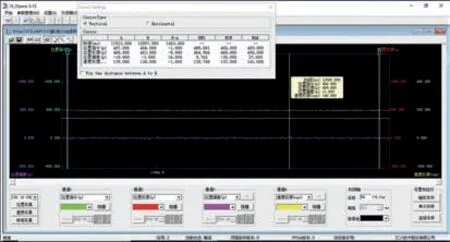
图7 JWF1313 型并条机500m/min 车速稳定速度跟随曲线
(3) 停车过程的跟随误差(见图8);

图8 JWF1313 型并条机500m/min 车速停车过程跟随曲线
从以上三个示波器跟随波形可以看出:
启动过程,跟随误差在-102 ~175 范围内波动;
稳定速度,跟随误差在-25 ~27 范围内波动;
停车过程,跟随误差在-175 ~94 范围内波动。
JWF1313 型并条机选用伺服电机的编码器分辨率为1048576,上述跟随误差范围对应伺服电机轴的角度约为:
∠A=360°×(P/1048576)
JWF1313 型并条机跟随误差大约为±0.06°。
高精度的跟随效果,使得JWF1313 型并条机高速运行更稳定,更可靠,不会因为电子牵伸的跟随误差造成出条质量下降。
5 结束语
JWF1313 型智能并条机作为输出大条筒设备,在头并、精梳预并环节优势明显,创新的结构和功能,使其能够在最大程度减少占地面积的同时高速、可靠、稳定、连续地运行,提高生产效率,减少停车时间,提高自动化程度,为降低人工劳动强度提供了支持。FZJX
猜你喜欢
动漫界·幼教365(大班)(2022年4期)2022-03-26
今日农业(2021年17期)2021-11-26
小哥白尼·野生动物画报(2021年6期)2021-07-14
广西文学(2020年8期)2020-08-04
数学大王·趣味逻辑(2019年10期)2019-11-06
智富时代(2018年5期)2018-07-18
智富时代(2018年5期)2018-07-18
小学生作文(中高年级适用)(2018年6期)2018-07-09
广州文艺(2017年8期)2017-09-13
中学生数理化·七年级数学人教版(2016年6期)2016-05-14
