
万瓦级光纤激光焊接工艺研究
2021-10-27 01:13蒋宝,黄瑞生,李琳琳,滕彬,邹吉鹏,李振华,武鹏博
电焊机 2021年10期
蒋宝,黄瑞生,李琳琳,滕彬,邹吉鹏,李振华,武鹏博










摘要:为研究万瓦级光纤激光自熔焊接焊缝成形规律,进而实现30 kW激光功率条件下焊缝的良好成形,试验以30 mm和40 mm厚Q235低碳钢为研究对象,在平板堆焊基础上,分析不同激光功率、离焦量、焊接速度和侧吹压力条件下的焊缝成形特征,并利用自制小型侧吹装置进行了工艺参数优化和焊缝成形控制。结果表明,万瓦级激光焊接时,特别是当激光功率达到30 kW时,单一通过离焦量或焊接速度的改变难以获得良好的焊缝成形,焊缝均匀性差、焊接飞溅大;通过在试板上方施加横向侧吹并在侧吹压力为0.3~0.4 MPa时,可有效改善焊缝成形,减少焊接飞溅,同时焊缝熔深可提高20%以上;通过工艺参数的进一步优化,最终在横向侧吹压力为0.4 MPa、焊接速度为0.6 m/min时实现了30 kW激光焊接时焊缝表面成形的良好控制。
关键词:万瓦级;光纤激光;30 kW;参数优化;侧吹
中图分类号:TG456.7 文献标志码:A 文章编号:1001-2003(2021)10-0008-07
DOI:10.7512/j.issn.1001-2303.2021.10.02
0 前言
随着船舶等重工业领域的快速发展,对中厚板的需求越来越多,对中厚板的焊接技术也提出了更高要求。目前国内的中厚板焊接主要采用窄间隙弧焊[1-3],也有窄间隙激光焊的应用研究[4-6],但无论是窄间隙弧焊还是窄间隙激光焊,由于需要多层填充,均难以满足更高效率的焊接需求。
另一方面,随着高功率光纤激光器的快速发展,特别是万瓦级以上光纤激光器的应用,对中厚板高功率激光焊接技术的研究越来越多[7-10]。利用万瓦级激光的深熔焊接优势,可在很大程度上减少焊道层数,从而降低层间清理次数并减少不必要的坡口加工等,甚至可以通过单面单道焊接的方式实现中厚板的双面成形[11],从而大幅提高焊接效率,因此,万瓦级激光焊接技术的研究对解决我国船舶等重大领域中厚板的优质高效加工具有重要的科学意义及应用价值。
目前,国内对万瓦级激光焊接技术的研究较少,只有哈尔滨焊接研究院有限公司[12-13]、哈尔滨工业大学[14]、湖南大学[15-16]、中科院等离子体物理研究所[17]等少数单位进行过相关研究,但所用激光功率多在20 kW及以下,对更高功率条件下的激光焊接技术及其相关的焊缝成形控制技术缺乏系统研究。基于上述背景,采用最高输出功率为30 kW的激光发生器和平板堆焊的方式,初步研究了30 kW光纤激光自熔焊接焊缝成形规律,最终在30 kW激光功率条件下通过工艺参数的优化实现了焊缝的良好成形。
1 试验设备、材料与方法
试验所用激光发射装置为IPG公司YLS-30000光纤激光器,其最大输出功率为30 kW,波长为1 070 nm;自制小型侧吹装置,用于优化焊接工艺。
试验材料分别为30 mm和40 mm厚Q235低碳鋼。其中厚度30 mm低碳钢用于工艺参数波动试验(不施加侧吹),而在工艺参数优化(施加侧吹)过程中,为了防止试板焊穿,改用40 mm厚低碳钢。试验均采用单激光自熔焊接及平板堆焊方法(实际焊接过程中也存在部分不需要穿透焊接的情况,也就是不穿孔的平板堆焊。因此,进行不穿孔平板堆焊的研究也是有一定的焊接需求),焊接示意如图 1所示,具体焊接参数如表 1所示。
2 试验结果与分析
2.1 工艺参数对焊缝成形的影响规律
2.1.1 离焦量对焊缝成形的影响规律
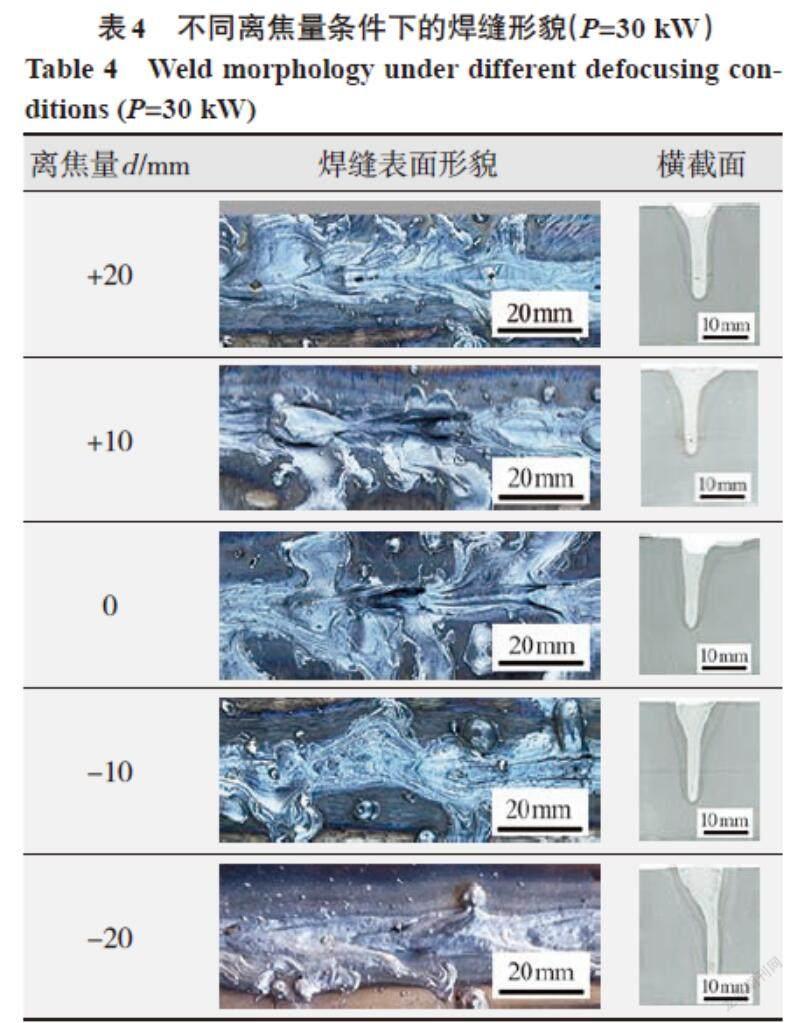
在焊接速度为1 m/min时,研究了不同激光功率条件下离焦量对焊缝成形的影响规律,结果如表 2~表 4所示。由表可知,在激光功率为10 kW时,离焦量对焊缝表面成形有一定影响,采用正负离焦量时焊缝成形均有所改善,形成的飞溅较少;而随激光功率的增加,焊缝成形急剧变差,离焦量的变化对焊缝成形无明显改善,在激光功率为30 kW时,不同离焦量下大颗粒飞溅明显增多,同时焊缝均匀性大幅降低。
不同激光功率条件下离焦量对焊缝熔深的影响规律如图 2所示。由图可知,激光功率为10 kW时,离焦量对焊缝熔深无明显影响,不同离焦量的焊缝熔深未出现明显变化;随激光功率增加,不同离焦量的焊缝熔深出现明显变化,其中激光功率增加到20 kW和30 kW时,焊缝熔深随离焦量的减小而不断增大。激光功率为30 kW时,在负离焦条件下可以获得较大的熔深。
2.1.2 激光功率和焊接速度对焊缝成形的影响规律
由上述离焦量对焊缝成形的影响规律可知,虽然离焦量对焊缝表面成形无明显改善,但在负离焦条件下可以获得较大的焊缝熔深,综上考虑选用-10 mm离焦量进行激光功率和焊接速度参数波动试验,结果如表 5~表 7和图 3所示。
由表 5~表 7可知,当激光功率超过10 kW,焊缝表面成形开始变差,当激光功率达到30 kW时,焊缝更是难以成形。但与1 m/min和1.6 m/min的焊接速度相比,当焊接速度为0.6 m/min时,焊接飞溅有所减少。
激光功率和焊接速度对焊接熔深的影响规律如图3所示。由图可知,随激光功率的提高,焊缝熔深逐渐增加,但并非呈线性增长,其激光功率越高,焊缝熔深增加的趋势越缓;此外焊接速度为1 m/min时,部分功率条件下的焊缝熔深要小于1.6 m/min时的焊缝熔深。
出现以上结果是因为大功率激光焊接时产生的羽辉降低了入射激光能量的稳定性和利用率,且激光功率越高,羽辉的影响越显著,进而导致焊缝熔深未与激光功率呈线性增加(很多文献都有研究报道),且同一条焊道不同位置的熔深不一致,而本次试验只选取一处位置进行了测量,导致上述结果的发生;同时大功率激光焊接时产生的大量羽辉还会降低入射激光传输稳定性,进而降低焊接稳定性,最终导致焊缝成形变差。
基于以上分析,以下试验将通过在试板上方和激光光束垂直方向上施加横向侧吹装置(虽然有利用侧吹进行焊接工艺方面的研究,但都是较小激光功率的焊接),通过吹除激光匙孔上方羽辉,最大程度地降低其对激光能量的影响,进而提高入射激光的能量利用率及其传输过程的稳定性,最终实现焊缝表面成形的有效控制及焊缝熔深的提高。
2.2 侧吹压力对焊缝成形的影响规律
基于以上研究,选用最大激光功率30 kW、离焦量为-10 mm进行试验;此外,在焊接速度为1.6 m/min时,焊接飞溅较多,在此焊接速度条件下进行后续试验可形成有效对比分析的数据。侧吹压力获得的焊缝表面成形特征如图 4所示。
由图 4a可知,无侧吹时焊缝表面成形差,焊接飞溅较大且焊缝表面向内凹陷,与上述试验结果一致。通过在试板上方添加横向侧吹后,焊接飞溅明显减小,焊缝成形得到有效改善,焊缝凹陷问题得到一定程度地解决,其中侧压力为0.3~0.4 MPa时,焊接飞溅明显减少,焊缝成形更加连续均匀,见图 4d、图 4e。结果表明,施加横向侧吹可明显改善焊缝表面成形,对于焊接飞溅也有明显的抑制作用。
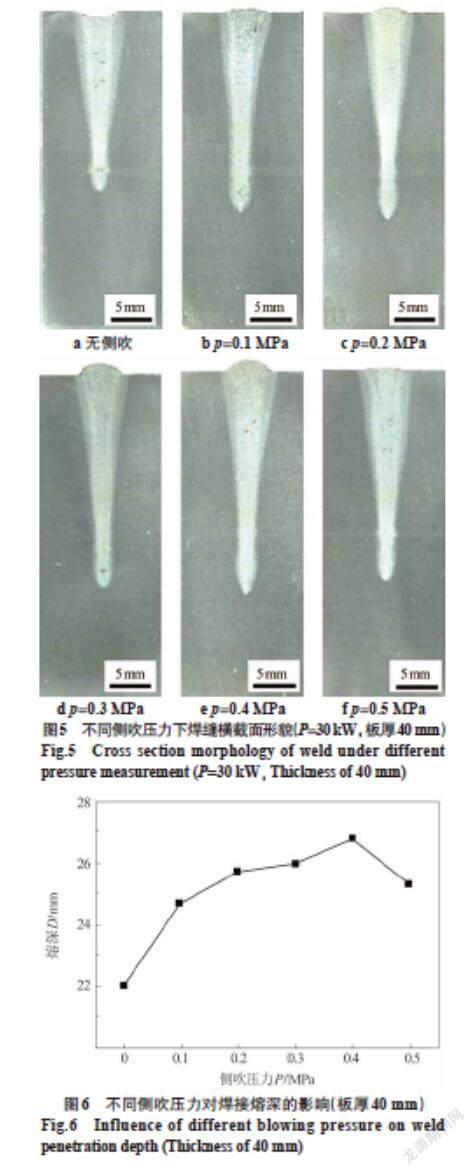
不同侧吹压力下焊缝横截面形貌、熔深变化规律分别如图 5、图 6所示。由图可知,在一定范围内,随侧吹压力的增大焊接熔深逐渐增加,其中侧吹压力为0.4 MPa时焊接熔深最大为26.8 mm,相比无侧吹时的22 mm提高了20%以上;当侧吹压力增加到0.5 MPa时焊接熔深反而减小,说明侧吹压力并非越大越好,这一点在焊缝表面成形上也有所体现。
上述结果表明,采用30 kW激光焊接时,焊接飞溅大、焊缝成形差;通过施加横向侧吹,可改善焊缝成形并增加焊接熔深,其单道焊接熔深可提高20%以上。
2.3 30 kW光纤激光焊接验证
综上研究表明,万瓦级光纤激光平板堆焊时,焊缝成形不易控制,还会产生较多的飞溅,同时获得的焊缝熔深相对较小;通过常规的改变单一工艺参数如离焦量或焊接速度,难以获得良好的焊缝成形,特别是当激光功率达到30 kW时,这种趋势更为明显。通过施加横向高压侧吹,采用合适的侧吹压力可以将大部分羽辉完全吹除同时不扰动熔池,进而降低羽辉对入射激光的影响,激光能量传输稳定性也大幅增加(后续将通过高速摄像、探测激光、CCD等进行试验验证),焊缝成形得到明显改善。
此外,由上述焊接速度试验结果可知,在焊接速度为0.6 m/min时,焊接飞溅量较少。因此,为了实现30 kW激光功率焊接时焊缝表面成形的有效控制,通过施加压力为0.4 MPa的橫向侧吹,同时选用0.6 m/min的焊接速度,最终在30 kW激光功率条件下获得了良好的焊缝表面成形,无焊接飞溅产生、焊缝均匀性良好,同时还获得了较大的焊缝熔深(31 mm、板厚40 mm),如图 7所示。
2.4 应用前景
利用万瓦级光纤激光的高功率密度,可以一次完成原本需要多道焊接才能完成的工作,在本试验中采用30 kW激光功率一次焊接得到的焊缝熔深达到了31 mm,这是弧焊等常规焊接方法难以达到的;此外,对于更大厚度的板材,即使单道焊接难以实现双面成形,但依然可以采用双面单道焊接方法,相对于弧焊方法同样可大幅提升焊接效率,对于舰船、油气管道以及核电等大量使用中厚板的重工业领域具有重要的应用价值。
对于中厚板万瓦级激光焊接,德国不莱梅研究所、美国通用公司、大阪大学、俄罗斯JSC公司、德国弗劳恩霍夫研究所、亚琛工业大学等单位均已进行了大量研究,且部分已应用在石油管道等领域。国内由于起步较晚,相关技术研究尚不成熟。而研究表明,要解决重大装备制造业中厚板的优质、高效激光焊接问题,需要采用15 kW以上高功率激光器,并尽快系统开展该技术领域的研究开发与工程应用工作。目前投入科研应用的激光器最高功率已达100 kW,且未来激光器功率还会进一步提升,成本也会不断下降,采用万瓦级激光焊接中厚度材料已经成为焊接领域的重要发展方向之一。
3 结论
(1)万瓦级光纤激光焊接时,特别是当激光功率达到30 kW时,单一通过改变离焦量或焊接速度,难以获得良好的焊缝表面成形,焊接飞溅普遍较多、焊缝均匀性差,同时获得的焊缝熔深较小。
(2)在激光功率为30 kW时,通过施加压力为0.3~0.4 MPa的横向侧吹,可明显改善焊缝表面成形,在减少焊接飞溅的同时,焊缝熔深可提高20%以上。
(3)在激光功率为30 kW时,通过施加0.4 MPa的横向侧吹,同时选取0.6 m/min的焊接速度,实现了焊缝表面的良好成形,无焊接飞溅产生、焊缝均匀性良好。
参考文献:
[1]刘金湘,孙凡,俞增强,等.核级高温液态金属泵用奥氏体不锈钢窄间隙细丝埋弧焊焊接工艺技术研究[J].电焊机,2019,49(6):56-60.
[2]柳锁贤,付堃,张小龙,等.伸缩臂式卡盘单面窄间隙埋弧焊工艺技术研究[J].焊接技术,2021,50(5):124-126.
[3]张志强,孔德胜,李新伟.大壁厚管道窄间隙自动焊气孔缺陷成因的探析[J].焊接技术,2017,46(9):108-110.
[4]徐楷昕,雷振,黄瑞生,等.摆动工艺对钛合金窄间隙激光填丝焊缝成形及气孔率的影响[J].中国激光,2021,48(6):143-151.
[5]Ramakrishna R V. S. M.,Amrutha P. H. S. L. R.,Rahman Rashid R. A,et al. Narrow gap laser welding (NGLW) of structural steels—a technological review and future research recommendations[J]. The International Journal of Advanced Manufacturing Technology,2020,111(7-8):.
[6]张成竹,陈辉. B950CF高强钢超窄间隙激光焊接头组织对残余应力的影响[J].中国激光,2021,48(6):43-54.
[7]Zhang M,Zhang Z,Tang K,et al. Analysis of mechanisms of underfill in full penetration laser welding of thick stainless steel with a 10 kW fiber laser[J]. Optics Laser Technology,2018(98):97-105.
[8]蒋宝,黄瑞生,雷振,等.中厚钢板万瓦级光纤激光焊接技术研究现状[J].焊接,2020(2):42-48.
[9]Bunaziv I,Frostevarg J,Akselsen O M,et al. Process stability during fiber laser-arc hybrid welding of thick steel plates[J]. Optics & Lasers in Engineering,2018(102):34-44.
[10]Omer U,Sergej G,Andrey G,et al. Hybrid laser arcwelding of thick high-strength pipeline steels of gradeX120 with adapted heat input[J]. Journal of MaterialsProcessing Tech.,2020(275):116358.
[11]Wahba M,Mizutani M,Katayama S. Single pass hyb-rid laser-arc welding of 25 mm thick square groove butt joints[J]. Materials & Design,2016(97):1-6.
[12]黄瑞生,杨义成,蒋宝,等.超高功率激光-电弧复合焊接特性分析[J].焊接学报,2019,40(12):73-77,96,164.
[13]蒋宝,雷振,黄瑞生,等.万瓦级光纤激光-MAG复合焊接焊缝成形[J].焊接,2020(6):5-11.
[14]Gong J F,Peng G C,Li L Q,et al. Effect of plasma plume produced by vacuum laser welding on energy transmission[J]. Optics and Laser Technology,2021(136):.
[15]Li S,Chen G,Zhang M,et al. Dynamic keyhole profile during high-power deep penetration laser welding[J]. Journal of Materials Processing Tech.,2014,214(3):565-570.
[16]Zhang M J,Tang K,Zhang J,et al. Effects of processing parameters on un-derfill defects in deep penetration laser welding of thick plates[J]. The Inter-national Journal of Advanced Manufacturing Technology,2018(96):491-501.
[17]信紀军,方超,宋云涛,等. 20 mm厚316LN不锈钢板的超高功率光纤激光自熔焊[J].中国激光,2018,45(5):94-101.
猜你喜欢
中国应急管理科学(2022年1期)2022-04-18
通信产业报(2019年12期)2019-06-21
通信产业报(2018年26期)2018-11-22
中学物理·初中(2017年8期)2018-03-06
中国高新技术企业(2017年10期)2017-06-20
滇池(2017年5期)2017-05-19
哈尔滨理工大学学报(2016年2期)2016-09-12
少年科学(2015年3期)2015-04-08
城市建设理论研究(2011年28期)2011-12-31
魅力中国(2009年28期)2009-12-04
