
Ni3Al基金属粉芯焊丝的堆焊工艺性研究
2021-10-27 01:13:32卓晓,唐卫岗,罗寿根,刘金湘,罗良良,赵琳
电焊机 2021年10期
关键词:工艺性
卓晓,唐卫岗,罗寿根,刘金湘,罗良良,赵琳








摘要:采用非熔化极气体保护焊(TIG)进行熔覆堆焊,研究Ni3Al及Ni3Al+Cr3C2金属间化合物基金属粉芯焊丝在45#钢、304不锈钢、42CrMo合金钢、4Cr14Ni14W2Mo耐热不锈钢基板上的熔覆层组织和性能。结果表明:(1)Ni3Al+Cr3C2熔覆后的平均稀释率(34.55%)低于Ni3Al熔覆后的平均稀释率(42.8%);(2)采用纯Ni3Al金属粉芯焊丝堆焊后的熔覆层主要为单一的γ'-Ni3Al相,采用Ni3Al+Cr3C2时,熔覆层主要由γ'-Ni3Al相MC型及M23C6型碳化物组成;(3)Ni3Al+Cr3C2熔覆层的显微硬度显著高于纯Ni3Al熔覆层;(4)采用Ni3Al、Ni3Al+Cr3C2金属粉芯焊丝在4种实验基板上熔覆,焊道冶金结合良好、润湿良好,堆焊后缺陷少,堆焊层硬度高于母材,能够用于相关材料表面增强熔覆。
关键词:Ni3Al;Ni3Al+Cr3C2;工艺性;熔覆层;金属粉芯焊丝
中图分类号:TG422.3 文献标志码:A 文章编号:1001-2003(2021)10-0015-05
DOI:10.7512/j.issn.1001-2303.2021.10.03
0 前言
堆焊技术是最普遍的表面改性及修复方法,与电镀铬、热喷涂、激光熔覆等技术相比,堆焊操作方便,对设备要求低。非精密零件采用堆焊进行表面改性能够大大提升零件的耐磨性能和使用寿命,从而显著降低成本。常见的高温耐磨堆焊材料有以Stellite 6、12为代表的钴基合金,Ni-Cr-B-Si、Ni-Cr-Mo-W系合金为代表的镍基合金等。
Ni3Al是一种镍铝基金属间化合物,其具备的超位错在材料力学特征上表现为高变形抗力、高加工硬化率和反常的屈服强度-温度变化规律,是最具备潜力的下一代高温结构材料。索进平[1]等人研究了水平连铸的Ni3Al焊条和粉末冶金制备的WC/Ni3Al复合材料焊条的焊接性能,结果表明WC中的C原子在堆焊中优先与氧结合,从而减少了铝的氧化。李尚平[2]等人对Ni3Al基焊丝中复合的碳化物特性进行了研究,结果表明在氩弧堆焊中添加的WC仍然以原始大颗粒状态存在,而添加的Cr3C2则会转变为细小弥散的Cr7C3,起到良好的弥散强化作用。安同邦、傅丽华、李尚平等人[3-5]分别研究了水平连铸、热等静压、真空烧结的Cr3C2/Ni3Al材料的耐磨性能及高温抗氧化性能:室温条件下,磨粒磨损性能是Stellite12的2倍,微动磨损条件耐磨性是Stellite6的3倍;高温条件下(室温至900 ℃),硬度显著高于Stellite6、Stellite12,温度越高优势越明显;1 000 ℃条件下,氧化速率仅为Stellite12的1/2,适应于高温服役条件。相比之下,金属粉芯焊丝形式的Ni3Al焊丝具有材料利用率高、配方可调控等特点,但相关堆焊材料工程化应用研究的介绍却甚少。
文中通过对Ni3Al基金属粉芯焊丝在不同基板上的堆焊工艺及熔覆层性能进行研究,以期为Ni3Al基堆焊材料的工程化应用提供参考。
1 试验材料与方法
焊丝外皮采用N6纯镍皮(6 mm×0.3 mm),芯部添加φ0.8 mm的纯铝芯丝及一定比例混合的Ni3Al合金粉、碳化铬粉等,填充率为25%。Ni3Al合金粉末化学成分如表1所示。Ni3Al+Cr3C2焊丝添加的碳化铬粉的质量分数为10%。
基板材料為市售的45#钢、304不锈钢、42CrMo合金钢、4Cr14Ni14W2Mo耐热不锈钢,其化学成分如表2所示。采用TIG进行熔覆堆焊,焊前不预热,焊后在室温下冷却,保护气为高纯氩气,保护气流量为10 L/min。
试样经线切割及磨抛后,采用HCl-FeCl3试剂腐蚀,采用Leica DM6M金相显微镜对熔覆层进行分析;Image Pro Plus 6.0软件计算各区域面积并分析稀释率;QATM Master10+显微维氏硬度计测量硬度;BRUKER D8 ADVANCE X射线衍射仪分析熔覆层物相,并通过Apreo 2 S Hivac场发射扫描电镜分析显微结构。
2 试验结果及分析
2.1 焊接工艺性
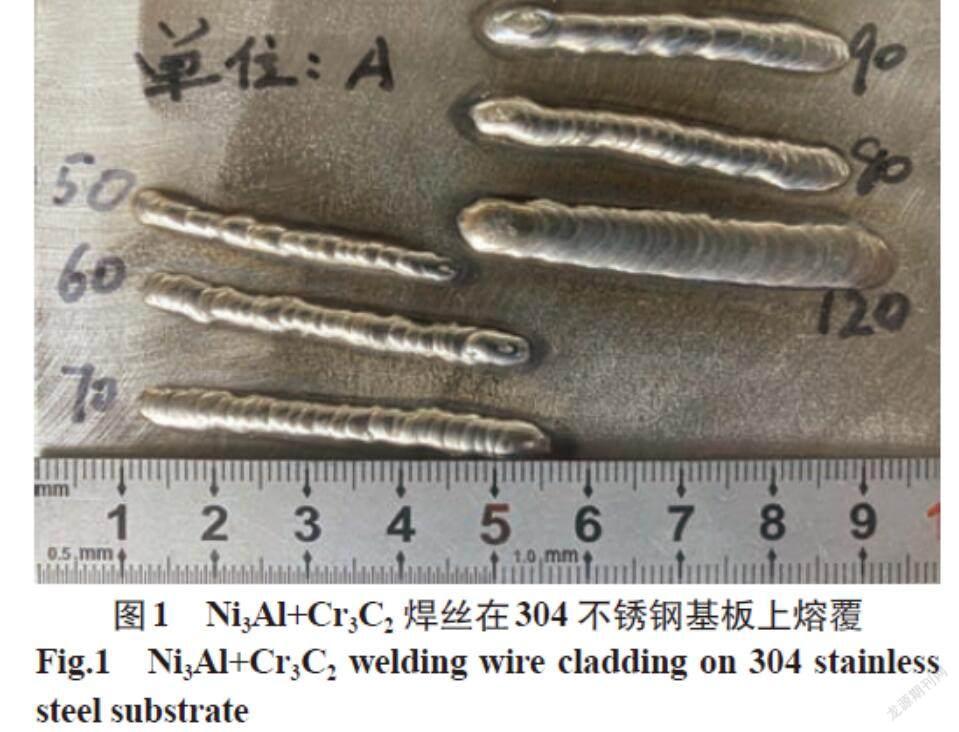
采用不同的焊接电流进行熔覆堆焊,Ni3Al+Cr3C2的焊后外观如图1所示。可以看出,各焊接工艺下焊道表面光亮、无明显缺陷。当电流小于80 A时,单道熔覆金属的外观较为狭小,润湿性较差,随着电流增大,润湿性得到明显改善,焊道铺开良好,表面美观。在焊接过程中,当电流小于80 A时出现送丝困难,电流大于110 A时手工送丝速度难以持续跟上焊丝熔化速度。此外,熔覆4Cr14Ni14W2Mo过程中会出现严重的焊接明显飞溅,而在其他3种基板材料上堆焊时并无明显飞溅,这可能与Mo元素在熔池中的氧化反应生成易挥发的氧化钼有关。使用纯Ni3Al焊丝进行相同试验,现象较为一致。
2.2 熔覆层横截面及稀释率
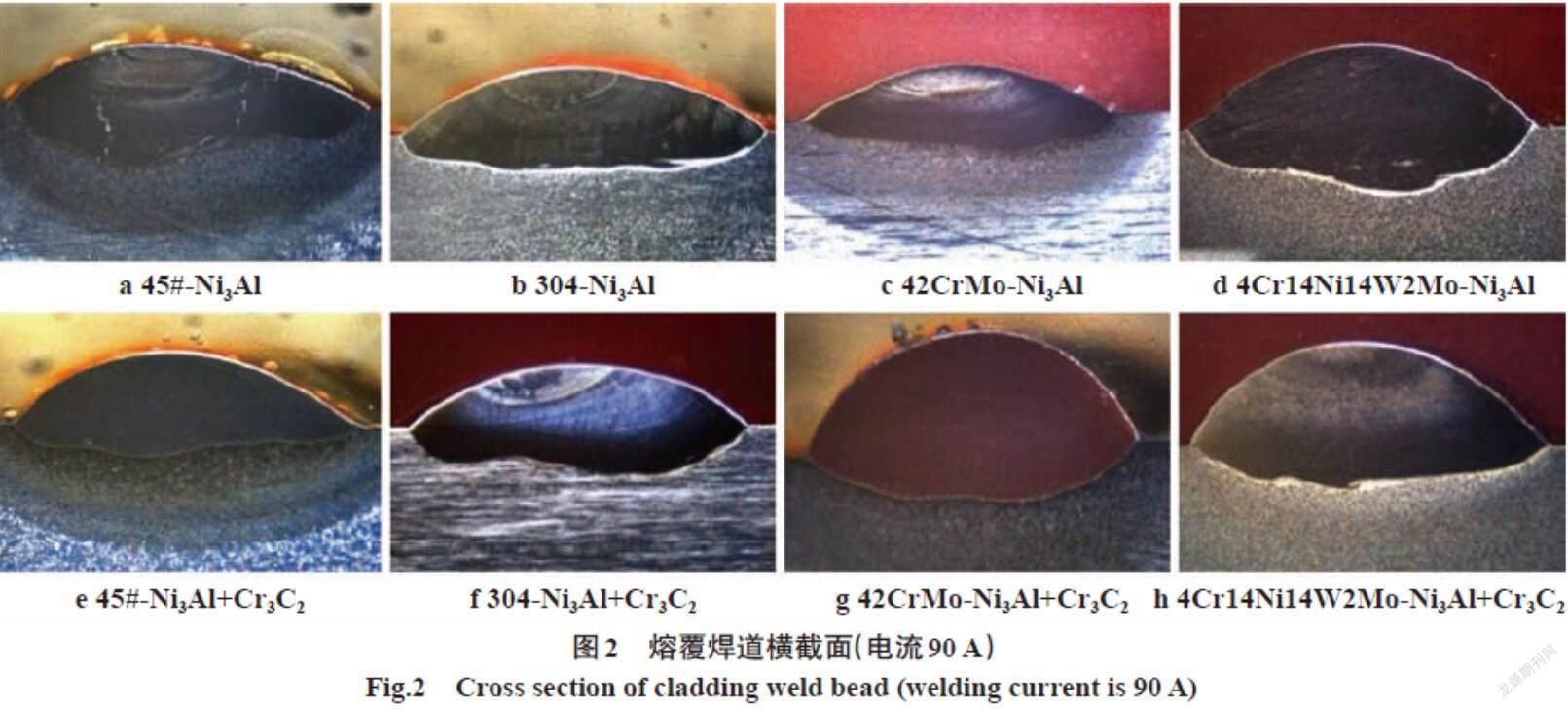
焊接电流90 A时,两种焊丝在4种基板上熔覆的焊道横截面如图2所示。可以看出,各熔覆层金属均与基板材料产生了冶金结合。其中,Ni3Al焊丝在45#钢和4Cr14Ni14W2Mo的熔覆层有出现未熔合、裂纹等缺陷。未熔合缺陷与送丝速度、焊接电流过小等因素有关,由于铝、镍的熔点差异大,容易产生熔池不均匀的问题,因此合理的TIG堆焊是保证堆焊质量的关键。裂纹缺陷主要位于熔覆金属位置,堆焊前未预热、焊丝成分均匀性等问题均对该类裂纹有较大的影响。
各焊道横截面基本形状如图3所示。焊道稀释率为λ=S2/(S1+S2),稀释率统计结果如图4所示。
由图4可知,采用Ni3Al焊丝在各基板上熔覆的平均稀释率为42.8%,采用Ni3Al+Cr3C2焊丝在各基板上熔覆的平均稀释率为34.55%。在相同基板上采用Ni3Al+Cr3C2焊丝进行堆焊的稀释率总是低于采用纯Ni3Al焊丝的,这与镍铝类材料的自蔓燃效应有关[6]。在TIG堆焊过程中,非消耗电极钨极产生热量对母材和焊丝起到了加热作用,焊丝的镍皮、铝芯被熔化在熔池中发生自蔓燃反應,产生大量的热,进一步提高了熔池温度。而在相同工艺条件下,一方面Ni3Al+Cr3C2焊丝在单位时间内参与自蔓燃的镍、铝含量较纯Ni3Al焊丝少,另一方面Cr3C2的加入在熔化过程吸收大量的热,降低了熔池的峰值温度,从而降低了稀释率。
2.3 XRD及显微形貌
Ni3Al焊丝和Ni3Al+Cr3C2焊丝熔覆层的XRD分析结果分别如图5、图6所示。可以看出,当采用Ni3Al焊丝进行堆焊时,熔覆层主要为单相的γ'-Ni3Al相。采用Ni3Al+Cr3C2焊丝堆焊时,在304和45#钢基板的熔覆层中,碳化物主要以M23C6形式存在,在42CrMo和4Cr14Ni14W2Mo基板的熔覆层中以MC、M23C6形式存在。
熔覆层的背散射相如图7所示,可以看出,碳化物以原位自生的形式生成,具有细小、弥散的特点。其中MC型碳化物主要受Mo元素影响,M23C6型碳化物生成过程为碳、铬等原子在高温时溶入液体,在温度下降时,碳、铬等溶质原子由于过饱和最终以碳化物析出[7],其分布和形态具备固态相变的特点。陈翠欣[8]等人介绍了Ni3Al/Cr3C2激光熔覆层中的碳化物主要以M7C3型碳化物形式存在,可能与焊接热输入及更高的原始碳化物复合度有关。
2.4 显微硬度
对Ni3Al焊丝和Ni3Al+Cr3C2焊丝在不同基板上的熔覆层进行显微硬度测试,结果分别如图8、图9所示。可以看出,Ni3Al+Cr3C2焊丝的熔覆层硬度显著高于母材和Ni3Al焊丝的熔覆层硬度。在42CrMo、4Cr14Ni14W2Mo基板上堆焊层硬度达到500 HV0.2。
Ni3Al基材料的性能依靠强原子结合力的L12晶体结构,超高的加工硬化率,反常的屈服强度—温度变化规律(800℃以下,温度升高,强度升高),保证了其在服役过程中具备超高的耐磨性能[9]。
在高温高强的Ni3Al基体上进一步复合碳化物,碳化物在堆焊过程中部分熔入基体起到固溶强化作用,部分碳化物弥散析出,强化了熔覆层整体,从而使得复合碳化物的熔覆层硬度大幅提升,显著高于基体。同时,Ni3Al+Cr3C2熔覆层在磨损服役过程中,碳化物有效支撑起了基体,减小接触面,从而进一步提升了耐磨性并对摩擦副友好[8]。
3 结论
(1)Ni3Al及Ni3Al+Cr3C2焊丝在45#钢、304不锈钢、42CrMo合金钢、4Cr14Ni14W2Mo耐热不锈钢上熔覆时,焊道与基板润湿良好、外观光亮,无明显缺陷产生。
(2)采用相同工艺熔覆时,Ni3Al焊丝单道熔覆层的平均稀释率为42.8%,较于Ni3Al+
Cr3C2焊丝单道熔覆层的平均稀释率高8.25%。
(3)Ni3Al焊丝熔覆层由为γ'-Ni3Al相组成,Ni3Al+Cr3C2焊丝熔覆层主要由γ'-Ni3Al相及MC型、M23C6型碳化物组成,碳化物细小弥散。
(4)Ni3Al+Cr3C2熔覆层的硬度显著高于纯Ni3Al焊丝熔覆层的硬度。
参考文献:
[1]索进平,冯涤,钱晓良,等.添加WC改善Ni3Al的焊接性能[J]. 焊接学报, 2001(6):18-21.
[2]李尚平,骆合力,冯涤,等.碳化物特性对Ni3Al基表面强化复合材料组织与性能的影响[J].材料工程,2004(11):53-56.
[3]安同邦,Gong Karin,骆合力,等.碳化铬/Ni3Al复合堆焊层组织及摩擦磨损分析[J]. 焊接学报,2012,33(2):101-104.
[4]傅丽华,韩伟,赵琳,等. Cr3C2/Ni3Al复合材料耐磨性提高的机制分析[J]. 北京科技大学学报,2019,41(1):117-123.
[5]李尚平,冯涤,骆合力. Cr3C2/Ni3Al表面耐磨堆焊材料的焊接性[J]. 焊接学报,2006(4):21-24.
[6]黑鸿君,崔洪芝,董淑光,等. 反应合成Ni-Al金属间化合物多孔材料的研究[J]. 新技术新工艺,2007(9):83-85.
[7]陈亚楠,金云学,牛牧野,等. Ni3Al(Cr)合金室温干滑动摩擦磨损性能研究[J]. 江苏科技大学学报:自然科学版,2019(5):18-26.
[8]陈翠欣,赵向东,方前,等. 激光熔覆Ni3Al/Cr3C2复合材料耐磨性能研究[J].稀有金属材料与工程,2020,49(4):288-294.
[9]岳锦涛,庞建明,赵琳,等. 激光直接沉积成形Ni3Al合金的裂纹分析[J]. 粉末冶金工业,2021,31(2):6.
猜你喜欢
航天工业管理(2020年9期)2020-12-28 00:38:02
金属加工(热加工)(2020年12期)2020-02-06 05:58:58
汽车实用技术(2019年15期)2019-08-15 16:03:06
中国科技纵横(2018年10期)2018-07-27 08:45:38
考试周刊(2016年82期)2016-11-01 11:54:12
现代工业经济和信息化(2016年12期)2016-05-17 05:37:50
电子制作(2016年21期)2016-05-17 03:53:04
哈尔滨理工大学学报(2015年2期)2015-07-22 18:06:25
科技资讯(2015年15期)2015-06-29 17:56:06
河南科技(2014年15期)2014-02-27 14:12:35
