
Effects of FDM-3D printing parameters on mechanical properties and microstructure of CF/PEEK and GF/PEEK
2021-10-27 09:10PengWANGBinZOUShoulingDINGLeiLIChuanzhenHUANG
CHINESE JOURNAL OF AERONAUTICS 2021年9期
Peng WANG, Bin ZOU,*, Shouling DING, Lei LI,Chuanzhen HUANG
a Centre for Advanced Jet Engineering Technologies (CaJET), School of Mechanical Engineering, Shandong University,Jinan 250061, China
b Key Laboratory of High-Efficiency and Clean Mechanical Manufacture at Shandong University, Ministry of Education,Jinan 250061, China
c National Demonstration Center for Experimental Mechanical Engineering Education, Shandong University, Jinan 250061, China
KEYWORDS Fiber reinforced PEEK composites;Fused deposition modeling;Mechanical properties;Microstructure;Printing parameters
Abstract Fused deposition modeling (FDM) has unique advantages in the rapid prototyping of thermoplastics which have been developed in diverse fields. However, although great efforts have been made to optimize FDM process, the mechanical properties of printed parts are limited by the weak interlamination bonding as well as the poor performance of raw filaments used, such as acrylonitrile butadiene styrene (ABS), polylactic acid (PLA). Adding fibers into thermoplastic matrix and preparing high-performance filaments have been indicated to enhance the properties of fabricated parts. Recently, heat-resistant polyetheretherketone (PEEK) and its fiber reinforced composites were proposed for FDM process due to overcoming the limitation of equipment and process. However, few researches have been reported on the effects of FDM-3D printing parameters on the mechanical properties of fiber reinforced PEEK composites. Therefore, 5wt% carbon fiber (CF) and glass fiber (GF) reinforced PEEK composite filaments were prepared respectively in this study. The effects of various printing parameters including nozzle temperature, platform temperature, printing speed and layer thickness on the mechanical properties (including tensile strength, flexural strength and impact strength) were surveyed. To analyze the microstructure and failure reasons of printed CF/PEEK and GF/PEEK samples,the tensile fractured surfaces were investigated via scanning electron microscope (SEM).
1. Introduction
In recent years, 3D printing technology has been developed rapidly in diverse application fields, such as aerospace, automotive, electronics, medical and other fields.Compared with traditional subtractive machining methods (e.g., turning,milling, grinding),3D printing is an additive manufacturing method based on principle of layer by layer stacking to realize direct prototyping of complicated structure parts,shorting production cycle and reducing cost.Fused deposition modeling (FDM), the most extensively used 3D printing technology, has unique advantages in the forming of thermoplastics.Although great efforts have been made to optimize the FDM process from all aspects including slice height,nozzle size, building temperature, raster angle, fill style, printing speed, etc.,the properties of FDM-3D printed parts are still limited by the weak interlayer adhesion as well as the poor performance of raw filaments used.At present,the mechanical properties of most FDM-3D printed general polymer parts are difficult to meet the requirements of industrial application.
Preparing new-type FDM filaments to improve the mechanical properties of 3D printed parts have been investigated in previous studies.Polyetheretherketone(PEEK),a special engineering plastic with excellent thermophysical properties, has been reported for FDM-3D printing recently due to overcoming the limitation for filaments extrusion technique. And the mechanical properties of PEEK are significantly superior to ordinary polymer materials, such as acrylonitrile butadiene styrene (ABS), polylactic acid(PLA).Furthermore,in some special fields PEEK can potentially be used to replace some metal (Ti-6Al-4V) or ceramic(ZrO) materials.Yang et al.investigated the effect of thermal processing parameters during the FDM 3D printing process on the mechanical properties and crystallinity of printed PEEK.Wang et al.explored the printing parameters for PEEK using finite element analysis (FEA), and systematically studied the surface quality and the mechanical properties by FDM experiments. In addition, results suggest that hightemperature platform is conductive to improve the adhesion strength between deposited filaments. Mechanical properties including tensile strength, flexural strength and impact strength of printed PEEK parts can reach approximately 80% of injection molded parts after optimizing FDM parameters.
Adding fibers into thermoplastic matrix has been demonstrated to effectively enhance the performance of composites.Researches on FDM-3D printing of fiber reinforced composites mainly concentrated on ABS,PLA and other matrix polymer with better fluidity. Zhong et al.reported that the glass fibers(GF)can improve the tensile strength of 3D printed GF/ABS at the expense of flexibility and ductility.Tekinalp et al.evaluated the tensile strength of FDM-3D printed carbon fiber(CF) reinforced ABS composites with fiber contents ranging from 10wt% to 40wt%. The results show that the tensile strength and Young’s modulus grew with the increase of fiber content,although internal porosity of printed composites sample enlarged.Sang et al.comprehensively evaluated the thermal,physicochemical as well as melting rheology properties of basalt fiber (KBF) reinforced PLA composite filaments, and studied the effects of fiber content and fiber length on the mechanical properties and micromorphology of 3D printed KBF/PLA composite parts.Ning et al.compared the effects of two reinforcements,carbon fiber and graphite,on the tensile strength and porosity of ABS composites fabricated by FDM process.Besides,investigations on the effects of different FDM process parameters: raster angle, infill speed, nozzle temperature and layer thickness, on the mechanical properties of CF/ABS was firstly reported by Ning et al.
Although optimizations on the fiber content and FDM process parameters for fabricating composites have been made,the mechanical performance of most 3D printed fiber reinforced composites are still inadequate to exceed that of pure PEEK printed by FDM.However, few researches on FDM-3D printing fiber reinforced PEEK composites have been reported, owing to the difficulty in the preparation of composite filaments and extruding this composite with high melting temperature and high viscosity in FDM process. Stepashkin et al.found the anisotropy of thermal conductivity of printed CF/PEEK which was caused by fibers orientation along the filling path. However, fiber content higher than 20wt% in CF/PEEK composites causes excessive melt viscosity which leads to failure of 3D printing. Recent research showed that the flexural strength and module of vertical printed 5 wt% CF/PEEK composites higher than that of horizontal samples.Nevertheless, the reinforcement effect of short carbon fiber is not prominent for the mechanical properties of CF/PEEK. It is noteworthy that FDM process parameters have significant effects on the thermophsical properties of fiber reinforced PEEK composites,including mechanical properties, melting temperature, crystallinity, viscosity, etc.Besides,owing to higher thermal conditions used in FDM process of fiber reinforced PEEK composites,the melting rheological behavior and bonding properties of materials are different from ordinary polymer.Consequently, it is crucial to investigate the proper process parameters to obtain stronger mechanical properties of fiber reinforced PEEK composites fabricated by FDM. The effects of 3D printing parameters on mechanical properties of fiber reinforced PEEK composites require to be reconsidered. However, it has not been reported in previous investigations focused on fiber reinforced hightemperature polymer.
In the present study,carbon fiber and glass fiber reinforced PEEK composites filaments were prepared respectively and used for FDM process. The effects of different 3D printing parameters including the nozzle temperature (T), platform temperature (T), printing speed (v) and layer thickness (d)on the mechanical properties(tensile strength,flexural strength and impact strength) of printed CF/PEEK and GF/PEEK parts were investigated. The fractured surfaces of tensile samples were observed by a scanning electron microscope (SEM)to analyze the failure reasons of 3D printed CF/PEEK and GF/PEEK composites.
2. Experimental work
2.1. Fabrication procedure of 3D-printed samples
Short carbon fiber(CF,Zoltek Co.,Ltd,USA)and short glass fiber (GF, Jushi Group Co., Ltd, China) reinforced PEEK(450G, Jilin Zhongyan High Performance Plastic Co., Ltd,China) composite filaments with a diameter of 1.75 mm were fabricated respectively by high-temperature extruder (Jiangsu Junhua PEEK, China). In our experiment, the density of PEEK450G is 1.3 g/cmand the melting temperature of PEEK450G is 343°C. The tensile strength, flexural strength and unnotched impact strength of PEEK are 107 MPa,163 MPa and 136 kJ/mrespectively. The characteristics of chopped carbon fiber and chopped glass fiber are listed in Table 1. It is noteworthy that the fibers have been treated by the manufacturers and were prepared for thermoplastic specially. The glass fibers were treated by silane coupling agent and the carbon fibers were treated by anodic oxidation.Subsequently the composite filaments were prepared as test samples using a homemade high-temperature FDM-3D printer, as shown in Fig.1.In this series of experiments,fiber weight fraction of 5%was selected since parts printed by such content led to better mechanical properties based on previous preliminary experiments. It is noteworthy that the volume fraction of CF(3.83%) in printed CF/PEEK is larger than that of GF(2.55%) in GF/PEEK owing to the distinction in density between CF (1.72 g/cm) and GF (2.61 g/cm).
2.2. FDM-3D printing parameters
FDM-3D printing parameters can significantly affect the mechanical properties of printed fiber reinforced polymer composites. According to previous results,nozzle temperature(T),platform temperature(T),printing speed(v),layer thickness(d)were selected as the main investigated FDM 3D printing parameters.As described in Fig.2,the nozzle temperature and platform temperature could affect the melting fluidity and solidification crystallization of deposited composites, respectively.The printing speed refers to the traveling speed of printing head, which influence the cross-section shape of deposited filaments. The layer thickness is the vertical height of each deposited layer, which has obvious effect on the porosity and interlayer adhesion. Moreover, the raster angle for alternate layers were 45°and-45°and the building orientation are illustrated in Fig. 2. Other FDM-3D printing parameters were fixed and selected by preliminary studies,such as the nozzle diameter of ∅0.4 mm, overlap interval of 0 mm, extrusion flow of 100%. Table 2 displays the different levels of each investigated printing parameter. Single factor experiments were developed to explore the effects of each parameter on mechanical properties of printed CF/PEEK and GF/PEEK.
2.3. Testing and analysis
In this study,the tensile samples(dog-bone shape refer to ISO 527-2: 2012) and flexural samples (80 mm×10 mm×4 mm,ISO 178: 2010) of PEEK, CF/PEEK and GF/PEEK prepared by FDM process were tested at room temperature(25°C)on a computer-controlled universal testing machine (WDW-50E,Shidai, China) respectively. The impact samples(80 mm×10 mm×4 mm, ISO 179-1: 2010) were measured by the simply-supported beam test using an impact tester(XJJ-50, Jinjian, China). Fig. 3 illustrated the dimensions of samples and load case for each test. Three samples were printed for tensile test,flexural test and impact test respectively under each combination of printing parameters listed in Table 2.
Microstructure of fractured tensile samples surfaces of CF/PEEK and GF/PEEK were investigated using a scanning electron microscope (SEM, JSM-7610F Japan) after the samples were coated with a thin gold layer prior to observation.
3. Results and discussion
3.1. Effects of nozzle temperature
Effects of nozzle temperature on mechanical properties including tensile strength, flexural strength and impact strength of FDM-3D printed PEEK, CF/PEEK and GF/PEEK parts are illustrated in Fig. 4. It can be seen from Fig. 4(a, b) that with the increase in nozzle temperature from 400°C to 440°C, the tensile strength and flexural strength of PEEK,CF/PEEK as well as GF/PEEK increase.However,the impact property of fiber reinforced PEEK composites is not obviously affected by nozzle temperature.Besides,the tensile strength of CF/PEEK is stronger than that of GF/PEEK at the same nozzle temperature(Fig.4(a))which is due to the higher fiber volume content and tensile strength of CF than that of GF.However, the rising nozzle temperature has more significant improvement on the flexural performance of GF/PEEK(Fig. 4(b)) due to higher interfacial bonding performance of GF/PEEK than that of CF/PEEK. As mentioned above, the fibers have been treated and prepared for thermoplastic specially. However, the active functional groups on carbon fibers after anodic oxidation decrease with time which is not conductive to improving CF-PEEK interfacial properties.At thenozzle temperature of 440°C,the tensile strength of 5wt%CF/PEEK reaches a maximum value of 94 MPa which is about 20% higher than that of pure PEEK printed by FDM, and the flexural strength of 5wt% GF/PEEK even exceeds that of injection modeling PEEK.However,the higher nozzle temperature of 440°C could not be conductive to printing due to deterioration phenomenon of matrix PEEK material because of the excessive melting temperature.In addition, the addition of 5wt% fibers leads to the decline of impact resistance of PEEK composites by approximately 50%, as shown in Fig. 4(c).
It laid its right paw over its left, and the prince took the kerchief Jamila had given him for the purpose, and rubbed the dust and earth from its face; then brought forward the game he had prepared, and crossing his hands respectfully on his breast stood waiting before it

Table 1 Characteristic of CF and GF.

Fig. 1 Preparation process of filaments and 3D-printed samples.
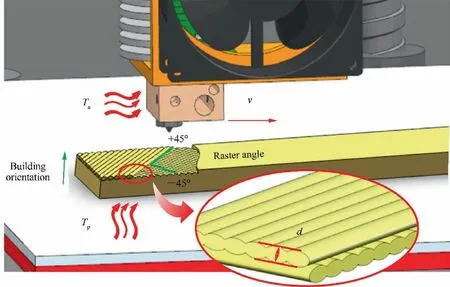
Fig. 2 FDM-3D printing parameters studied in this series of experiments.
Further studies on the fracture morphologies of 3D printed tensile samples observed by SEM were produced to explore the causes for these phenomena.It is presented as Fig.5(a1,b1,c1)that evident interlayer separation exists with the nozzle temperature of 400°C, however, when the nozzle temperature rising to 440°C, the interface among adjacent layers is well combined.This is due to better melting fluidity and formabilityof material at higher nozzle temperature, leading to stronger interlayer bonding to resist tensile and bending loads.In addition, the chopped fiber is well wrapped by PEEK polymer at nozzle temperature of 440°C,which can provide great bearing capacity for tensile load, as displayed in Fig. 6(b). While at nozzle temperature of 400°C, the interface among the matrix PEEK and fiber is indicated poor adhesion (Fig. 6(a)).

Table 2 3D printing parameters for PEEK, CF/PEEK and GF/PEEK.

Fig. 3 Dimensions and load case of FDM-3D printed samples.

Fig. 4 Effects of nozzle temperature on mechanical properties.
However, adding short fibers declines the toughness of FDM-3D printed PEEK composites. Flat fracture crosssection can be seen from Fig. 5 (b2, c2), indicating the brittle fracture characteristics of printed composite tensile samples.Similarly, observations on sample morphologies after impact test also indicates that 3D printed PEEK without the addition of fibers possess a better toughness than fiber reinforced PEEK composites, as illustrated in Fig. 7. The main reason of this phenomenon can be ascribed to a certain number of extensive pores inside 3D printed fiber reinforced PEEK composite parts. Partial pores among deposited paths were formed by FDM process itself;however, most small pores were caused by mixing chopped fibers during filament extrusion process.In order to prove the impact of filament preparation on the porosity of fabricated composite samples,cross-sectional morphology of 5wt% GF/PEEK filament was observed as illustrated in Fig. 8, showing widespread internal pores with approximately 20 μm in diameter.And these pores are the reason of the failure of 3D printed fiber reinforced PEEK composites when the samples bear the impact force.
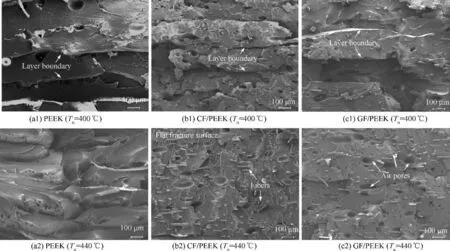
Fig. 5 SEM of tensile fracture surface of 3D printed PEEK, CF/PEEK and GF/PEEK with different nozzle temperatures.
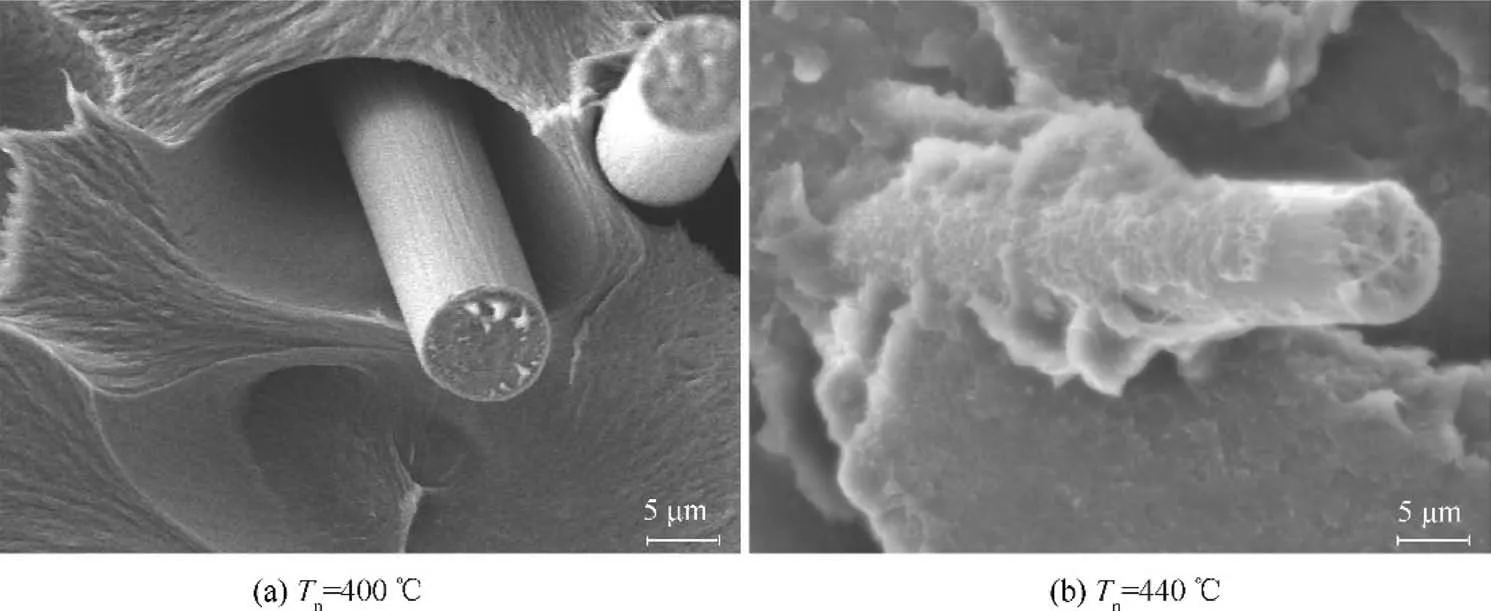
Fig. 6 SEM of interface between fiber and PEEK in 3D printed composite samples with nozzle temperature of 400°C and 440°C.
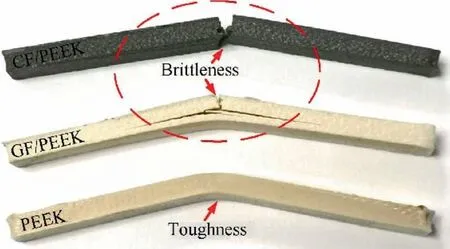
Fig. 7 Morphology of 3D printed PEEK, CF/PEEK and GF/PEEK samples after impact test.
3.2. Effects of platform temperature
Fig. 9 reveals the effect of platform temperature on the mechanical properties of FDM-3D printed PEEK, CF/PEEK and GF/PEEK parts.It can be seen that the influence regularity of the platform temperature on the mechanical properties is basically consistent with that of the nozzle temperature: the tensile properties and flexural properties enhance as the platform temperature rising. When the platform temperature rises from 240°C to 280°C, the tensile strength of CF/PEEK increases by most obviously to 15%, and GF/PEEK has the largest improvement approximately 10% in the flexural strength. It is noteworthy that in the FDM-3D printing process of fiber reinforced high temperature resistant resin PEEK,the platform temperature was selected in the range of 240–280°C to ensure the great adhesion between the printed material and the bottom platform. In the preliminary experiment,the delamination and warpage of the printed samples were prone to occur when the platform temperature dropped to 230°C.

Fig. 8 SEM of cross-sectional fracture surface of 5wt% GF/PEEK filament.
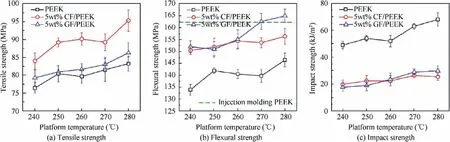
Fig. 9 Effects of platform temperature on mechanical properties.

Fig. 10 SEM of tensile fracture surface of 3D printed PEEK, CF/PEEK and GF/PEEK with different platform temperatures.

Fig. 11 Effects of printing speed on mechanical properties.

Fig. 12 SEM of tensile fracture surface of 3D printed PEEK, CF/PEEK and GF/PEEK with different printing speeds.
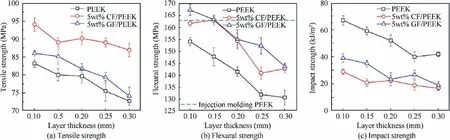
Fig. 13 Effects of layer thickness on mechanical properties.
From the scanning electron micrographs of the tensile fracture surfaces in Fig. 10, it can be found that clear interlayer gaps and big pores at 240°C platform temperature which might be too low to generate the well-coalesced parts. However,the internal gaps become smaller when the platform temperature increases to 280°C, suggesting the forming of good interlayer fusion.Higher platform temperature produces more energy which makes the molten deposition material difficult to solidify. Hence, adequate infiltration and diffusion among filaments could improve the inter-laminar bonding effect.This phenomenon caused by high temperature platform has a resemblance to properties enhancement provided by heat treatment process which can increase molecular mobility of matrix PEEK, develop crystallinity and reduce internal defects of samples.In addition, it can be seen from Fig. 10(b1) that pores are located on the cross-section of fractured deposited path, demonstrating that these pores originate from prepared filament as shown in Fig. 8.
3.3. Effects of printing speed
What can be seen from Fig.11 is that with the growth of printing speed in the range of 5–25 mm/s, the tensile strength of PEEK, CF/PEEK and GF/PEEK decreases by 10%, 8%and 10% respectively, and the flexural strength were reduced by 11%,8%and 9%respectively.However,it should be noted that the reduction of 55% and 68% on the impact strength of CF/PEEK and GF/PEEK respectively can be reached when the printing speed increases to 25 mm/s, which is significantly distinct from effects of nozzle temperature and platform temperature on impact strength. Similarly, the 3D printed CF/PEEK possesses better tensile properties than GF/PEEK,while GF/PEEK tends to have better bending and impact performance especially when the printing speed is less than 10 mm/s,which is owing to the difference of fiber volume content as well as fiber mechanics characteristic between carbon fiber and glass fiber.
Fig.12 shows the scanning electron micrographs of printed PEEK, CF/PEEK and GF/PEEK tensile sample fracture interface at printing speed of 5 mm/s and 25 mm/s. It can be observed from Fig. 12 that the most distinct feature is rough fractured section with massive voids at higher printing speed of 25 mm/s. As is known, printing speed refers to the relative moving speed between the printing nozzle and the platform.However, for PEEK and fiber reinforced PEEK composites with high viscosity, it is not suitable for high-speed printing at a speed over 30 mm/s such as ABS and PLA.Higher printing speed would reduce the extrusion volume of melting materials and lessen printing stability. Some air mixed into PEEK and composite samples further causing the formation of defects, as shown in Fig. 12(a2, b2, c2). Furthermore, the mechanical strength of stacked macromolecule chain dropped with the increase of printing speed.Conversely,when the printing speed is 5 mm/s,the melting material extruded from nozzle has sufficient time to weld with surrounding printed component,which improves the comprehensive performance of fabricated parts.
3.4. Effects of layer thickness
The tensile strength, flexural strength and impact strength of printed PEEK, CF/PEEK and GF/PEEK using all levels of layer thicknesses varies from 0.1 mm to 0.3 mm are illustrated in Fig. 13. Increasing layer thickness has an obvious negative effect on mechanical properties which reach minimum value at layer thickness of 0.3 mm. Besides, the flexural strength of both printed CF/PEEK and GF/PEEK composites drops by around 14% at most as the layer thickness increases from 0.1 mm to 0.3 mm. It is found that layers thinner than 0.15 mm can significantly ameliorate the flexural strength of fiber reinforce PEEK composites, which exceeds 163 MPa equivalent to that of injection modeling PEEK.

Fig. 14 SEM of tensile fracture surface of 3D printed PEEK, CF/PEEK and GF/PEEK with different layer thicknesses.

Fig.15 SEM of crack propagation on tensile fracture surface of 3D printed PEEK and 5wt%GF/PEEK with layer thickness of 0.1 mm.
The tensile fracture interfaces of PEEK, CF/PEEK and GF/PEEK at layer thickness of 0.1 mm and 0.3 mm are shown in Fig. 14. When the layer thickness of 0.1 mm, the deposited filaments are squeezed by the nozzle so that the interlamination are tightly combined, leading to strong bonding strength. Moreover, flat fractured surface after tensile test can be observed, which filled with few pores as illustrated in Fig. 14(a1, b1, c1). However, a further rise in layer thickness after 0.3 mm when using nozzle with diameter of 0.4 mm would result in easier stratification between layers due to lower squeeze effect caused by nozzle. Clear layer boundary and several pores appear on the cross section with layer thickness of 0.3 mm, as described in Fig. 14(a2, b2,c2). In addition, it can be seen from Fig. 14(b1) that the fiber orientation coincides with printing direction viewed from the fracture surface, which can be explained by that fibers with the length of 0.2 mm are squeezed by nozzle and distributed along the printing direction distribution.Furthermore, it can be seen from Fig. 15 that river lines spread along the direction of crack propagation from the crack tips. However, in the process of fracture failure of fiber reinforced PEEK composites, the strong pinning effect of fibers effectively inhibits the crack growth and improves the matrix strength.
4. Conclusions
The effects of FDM-3D printing parameters (including nozzle temperature, platform temperature, printing speed and layer thickness)on tensile properties,flexural properties and impact properties of printed PEEK, CF/PEEK and GF/PEEK samples were explored. In order to investigate the reasons of materials failure, the tensile fractured surfaces were observed by scanning electron microscope. The conclusions are given as follows:
(1) The tensile strength and flexural strength of CF/PEEK and GF/PEEK grow with the increase of nozzle temperature and platform temperature, respectively. However,the impact performance of fiber reinforced PEEK composites is not obviously influenced by temperature.Nozzle temperature of 440°C and platform temperature of 280°C lead to the largest comprehensive mechanical properties of printed CF/PEEK and GF/PEEK. Higher nozzle temperature makes better melting fluidity and formability of printed materials. Higher platform temperature produces more energy which improves the infiltration and diffusion among deposited filaments and interlayers. All of these are beneficial to the improvement of interlayer adhesion and the reduction of internal porosity.
(2) Increasing printing speed and layer thickness has negative effect on all mechanical properties of printed fiber reinforced PEEK composites. The results show that the printing speed and layer thickness are the crucial printing parameters affected the impact strength. The optimal mechanical properties are achieved when the printing speed and layer thickness are 5 mm/s and 0.1 mm respectively. In addition, lower printing speed can modify printing stability and promote extrusion and adhesion of high viscosity PEEK composites. A thinner layer leads to tightly coalesced interlamination which was caused by squeeze of nozzle.
(3) Compared with FDM-3D printed pure PEEK, 5wt%CF/PEEK and 5wt% GF/PEEK fabricated by FDM have higher tensile strength and flexural strength, owning to the strong pinning effect of fibers. However, the impact property of fiber reinforced PEEK composites was reduced with the addition of fibers, which is due to the introduction of pores during the process of filament preparation and the degradation of molecular chain properties. In addition, the tensile strength of CF/PEEK is stronger than that of GF/PEEK, while the bending performance of GF/PEEK is better, which is determined by the difference of fiber volume content as well as fiber mechanics characteristic between carbon fiber and glass fiber.
Acknowledgements
This research effort has been supported by Shandong Science Fund for Distinguished Young Scholars of China(JQ201715), National Natural Science Foundation of China(No. 51575322), Major Program of Shandong Province Natural Science Foundation of China (ZR2018ZA0401 and ZR2018ZB0521), and Key Research and Development Program of Shandong Province of China (2019GGX104049).
 CHINESE JOURNAL OF AERONAUTICS2021年9期
CHINESE JOURNAL OF AERONAUTICS2021年9期
- CHINESE JOURNAL OF AERONAUTICS的其它文章
- Optimal trajectory and downlink power control for multi-type UAV aerial base stations
- Effects of flow parameters on thermal performance of an inner-liner anti-icing system with jets impingement heat transfer
- Effects of wing flexibility on aerodynamic performance of an aircraft model
- Aerodynamic performance enhancement of co-flow jet airfoil with simple high-lift device
- Adaptive fuzzy terminal sliding mode control for the free-floating space manipulator with free-swinging joint failure
- Influence of longitudinal-torsional ultrasonicassisted vibration on micro-hole drilling Ti-6Al-4V