超超临界HR6W钢平板钨极氩弧焊接焊缝的微观组织和性能
2021-10-22 11:39陈勇
湖北理工学院学报 2021年5期
陈 勇
(广州特种承压设备检测研究院,广东 广州 510663)
目前,国内外可用于700 ℃高温段关键部件的选材较少,主要有GH2984,HR6W,Alloy 617/617B,Alloy 740/740H等钢材。由于700 ℃超超临界火电机组的关键部件长期在高温、高压、有腐蚀介质的工况下运行,对其性能有较多的特殊要求,如室温下强度和韧性配合良好;有足够蠕变强度、持久强度和持久塑性;在高温下运行的组织稳定性好,有较好的抗高温烟气氧化腐蚀、抗高温汽水介质腐蚀的性能(在服役工况下20×105h的腐蚀减薄量≤2 mm),良好的抗蠕变-疲劳性能[1-3]。
工程上对超超临界钢焊缝接头的性能要求较高,客观上需要通过大量实践来检验超超临界钢焊接工艺性及焊缝接头的可靠性。本文采用GTAW方法,对10 mm厚新型超超临界HR6W钢进行焊接,并检测焊缝的微观组织、显微硬度、冲击韧性和弯曲性能,旨在为该材料在工程上实际焊接生产提供工艺指导和数据参考。
1 实验与方法
实验材料为日本产HR6W钢板,尺寸为200 mm×100 mm×10 mm,其化学成分见表1。

表1 HR6W钢板的化学成分 %
焊前采用火焰枪对母材进行预热,预热温度约100 ℃。焊接接头采用双边近40°V型坡口,对接方式。焊缝两端采用钨极氩弧焊点焊定位,钨极氩弧施焊,实心焊丝(直径为1.2 mm)。焊丝的化学成分为:C,0.023 %;Mn,0.081 %;Si,0.061 %;Mo,8.17 %;Ni,61.81 %;S,0.003 %;P,0.001 %;Cr, 21.41 %;V,0.35 %;Nb,3.38 %;Cu, 0.30 %;Co,0.007 %;余量为Fe。
坡口形式及焊接顺序示意图如图1所示。焊缝1的焊接电流I=50 A,焊接速度为10 mm/min;焊缝2,3,4,5,6的焊接电流I=70 A,焊接速度为12 mm/min;背面焊缝7的焊接电流I=40 A,焊接速度为12 mm/min,矫正变形。整个焊接过程采用氩气双面保护,背面保护用氩气,流量设置为20 L/min,焊前提前5 s送氩,焊接结束后延迟5 s结束送氩,正面保护用氩气,流量设置为15 L/min。
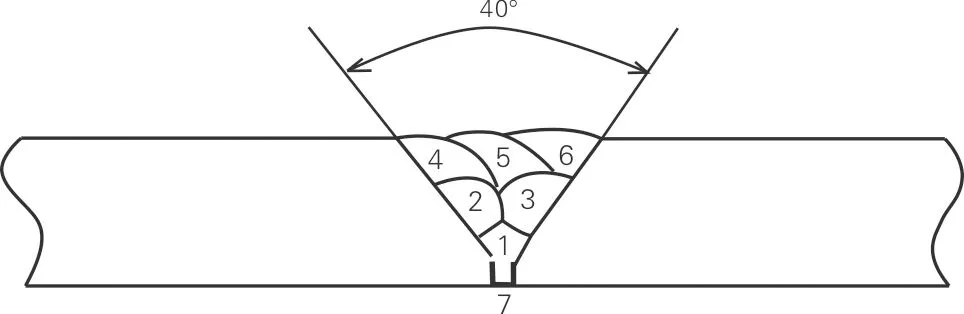
图1 坡口形式及焊接顺序示意图
采用线切割方法制备金相试样和力学性能检测试样,采用王水作为腐蚀剂,对抛光后的金相试样进行擦拭,然后用纯净工业酒精清洗,冷风吹干后进行金相试样观察。
硬度检测设备为上海研润光机科技有限公司生产的HV10维氏硬度计;抗拉性能和弯曲性能检测实验设备为岛津AG-X万能力学试验机,压弯头下压速率为2 mm/min,每个样品最少测试3次,取其平均值为可信结果,弯曲试样尺寸为80 mm × 10 mm × 5 mm,跨距为50 mm。进行弯曲实验时,保证样品放平,且要求压头正对于接头焊缝区的中部位置。冲击实验试样尺寸为55 mm×7.5 mm×10 mm,实验时环境温度为25 ℃,每个接头检测5组数据取其平均值作为最终数据。
2 结果分析
2.1 微观组织分析
焊缝不同区域SEM图如图2所示。由图2(a)可以看出,采用制定的焊接工艺规范,焊缝接头组织致密,不存在气孔、裂纹等焊接缺陷。图2(b)中WZ为焊缝区(Weld Zone),主要为柱状晶,HAZ为热影响区(Heat Affected Zone),晶粒粗大,BM为近焊缝母材区(Base Metal),为奥氏体组织。图2(c)和图2(d)中都为奥氏体组织,晶粒大小不等,晶内分布着弥散、细小的第二相粒子。图2(e)中主要为粗大的柱状晶。这是因为,在焊接冷却的初始阶段,冷却速度较快,焊接熔池液态金属通过热传导方式向母材金属传递热量,液态金属沿传热方向发生凝固,形成粗大的柱状晶体。图2(f)中为焊缝表层组织,主要为细小的等轴晶。

(a) 接头 (b) 熔合区 (c) 母材
2.2 显微硬度分析
对焊接接头焊缝区、热影响区和母材区分别进行硬度检测(HV10)。相邻2个检测点间隔1 mm,每个区域检测10个位置,取其平均值为最终值。不同位置焊接接头硬度检测结果见表2。

表2 不同位置焊接接头硬度检测结果
由表2可以看出,焊缝区域硬度平均值最高,可达到188.1,热影响区次之,硬度平均值为176.4;母材区最低,硬度平均值为163.3。分析认为,焊材成分决定了焊缝硬度,即焊材中含有0.35%钒(V)、21.41%铬(Cr)、3.38%铌(Nb)、8.17%钼(Mo),在焊接熔池和C结合,生成间隙固溶体,有利于提高材料的硬度。这是造成焊缝区显微硬度高于热影响区的主要原因。而对于焊接热影响区和母材,尽管材料成分相同,但在进行每一道焊缝焊接时,都相当于对热影响区金属进行了一次热处理。这是造成热影响区金属高于母材的主要原因,而母材的硬度值是由供货状态决定的。根据表1可以看出,焊接接头各区域的硬度大小分布合理,硬性较好。
2.3 显微硬度分析
参照文献[4],制备焊接接头的拉伸试样尺寸为Ф 6×30.G.L,高温瞬时拉伸检测温度为700 ℃。焊接接头抗拉强度检测结果见表3。由表3可知,室温拉伸平均抗拉强度为679.6 MPa,断裂位置在母材靠近热影响区部位;高温拉伸平均抗拉强度为529.4 MPa,断裂位置也在母材靠近热影响区侧。综合检测数据可知,焊缝的断裂韧性高于母材。

表3 焊接接头抗拉强度检测结果 MPa
2.4 冲击韧性分析
焊接接头冲击实验结果见表4。由表4可知,所取检测试样中焊缝区的冲击功最大检测值为162 J,最小值为137 J,平均值为150 J;热影响区冲击功最大检测值为132 J,最小值为120 J,平均值为127 J。结果表明,在选定的焊接工艺规范条件下,得到的HR6W焊接接头的冲击韧性良好。
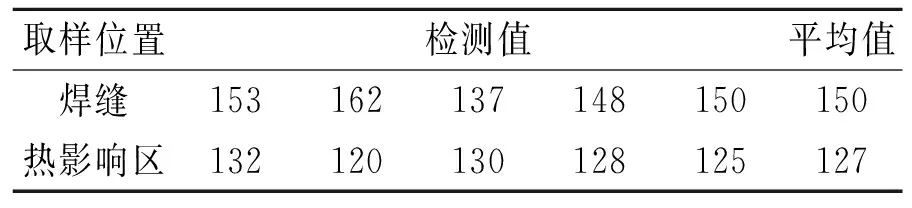
表4 焊接接头冲击实验结果 J
2.5 弯曲实验分析
根据美国机械工程师协会(ASME)标准,焊接接头的弯曲实验要求为[4]:D=4T,α=180°,而蒸汽锅炉安全技术监察规程的要求为:D=3T,α=90°。本实验选取更严格的D=3T,α=180°标准进行弯曲实验。焊接接头弯曲实验结果见表5。实验结果显示,弯曲全部合格,表明所选焊接工艺规范下焊接接头的延展性能良好。

表5 焊接接头弯曲实验结果
3 结论
1)针对10 mm厚新型超超临界HR6W钢,采用小电流I=50 A打底焊,焊接速度10~12 mm/min,焊接电流增大至70 A进行单面焊双面成型,焊接速度15 mm/min,最后在焊缝背面采用I=40 A小电流,焊接速度12 mm/min,增焊一道焊缝进行焊接变形矫正,可以实现焊缝成形美观,微观组织均匀,变形小,焊缝无裂纹。
2)新型超超临界HR6W钢焊接性良好,采用所选用的焊接材料,焊接接头室温抗拉强度、高温抗拉强度、冲击韧性和弯曲性能良好,焊缝综合力学性能优于母材。
猜你喜欢
舰船科学技术(2022年10期)2022-06-17
武汉工程职业技术学院学报(2022年1期)2022-04-13
毛纺科技(2021年8期)2021-10-14
能源工程(2021年2期)2021-07-21
航空制造技术(2020年11期)2020-07-01
电子制作(2019年20期)2019-12-04
文理导航(2015年14期)2015-05-22
中学数学杂志(高中版)(2014年2期)2014-05-26
中国纤检(2009年3期)2009-03-25