基于视觉引导的酒瓶商标校正系统设计
2021-10-22 11:36陈立辛乔印虎柏云磊
湖北理工学院学报 2021年5期
陈立辛,乔印虎,柏云磊,李 博
(安徽科技学院 机械工程学院,安徽 凤阳 233100)
0 引言
白酒生产是我国的传统产业,历史悠久、底蕴厚重,具有独特的传统工艺流程。但这种工艺流程一直以来是靠人力完成。酒行业自动化对工厂的发展有着极大的推动作用,采用全集成自动化平台可提高生产效率。例如酒厂流水线上的酒瓶在装瓶前都要通过接触器检测或智能化视觉检测,以免出现次品,杜绝不良产品流出。机器视觉易于实现信息集成,可极大地提高产品质量、生产效率和生产的自动化程度[1]。但是,目前异形酒瓶瓶身商标自动校正单靠视觉检测系统还是不能实现。
机械臂与视觉技术柔性协作配合是智能控制技术的主要应用领域之一,主要优势是可对同一物体的多幅图像进行轮廓提取、特征识别及模板匹配等,性能比较稳定[2-4]。目前,通过视觉引导技术对酒瓶商标姿态校正的相关报道极为罕见。现阶段,单目标视觉的应用基本是针对单一特征元素,且要求被识别物体具有规则性,而运用于传送带酒瓶识别校正定位的研究甚少。较成熟的飞行视觉技术主要是指在机械手的末端及基座上安装相机。其在提取图像采集贴合时,需在相机拍照位置停下采集信息,不能做到在线式边走边拍[5]。此外,也可通过基于机器视觉的双目相机自控系统与基于PLC或多轴机械手联动,采用视觉的模板匹配定位,集合X-Y-角度的偏差补偿量计算进行识别检测。但需指出的是,这种方法必须保证多轴机械手的运动路径是固定的,以步进方式控制物料输送线体的启停。
本研究采用视觉引导的目标物体酒瓶在线式的跟踪识别技术进行追踪抓取夹持,采用单目相机获得模板的酒瓶瓶口中心距位置和周围凸台棱线角度的偏移量[6-8],然后将其最终的偏移量传输给单轴机械臂,由单轴机械臂夹持酒瓶瓶口做出调整,旋转一定的角度,可有效解决酒瓶瓶口依赖固定点问题。采用三点视觉标定方法,采取基准点拍照获取实际待校正瓶子的坐标值,进行实时在线地动态跟踪校正[9-10];通过搭建样机在线生产与大量测试,验证其控制精度和跟踪性,对异形酒瓶生产校正环节的技术研究,具有很大借鉴研究意义。
1 酒瓶商标自动校正系统
酒瓶商标自动校正系统的结构示意图如图1所示。其主要由视觉检测机构、单轴机械臂、物料输送线、人机显示界面等组成。带动输送带的伺服电机采用变频器控制,可实现无级变速。在输送带的一侧装有旋转编码器,用于记录输送线每次转动的位移量,以便将精确的实时数据发送给视觉系统。工业相机置于物料输送线的上方,镜头朝下正对输送线,从酒瓶上方对酒瓶瓶身上部的商标进行检测。末端旋转调节机构用于带动酒瓶瓶身转动,由伺服电机和减速器构成。旋转单元包括调整电机、气缸和平行开闭式夹爪,沿输送线的运动方向等距安装横移机构的输出端,单轴机械臂的调整电机安装在横移机构的输出端,以调整电机带动手指气缸转动。2个夹爪相对安装在气缸的输出端,由气缸带动2个夹爪相对运动。
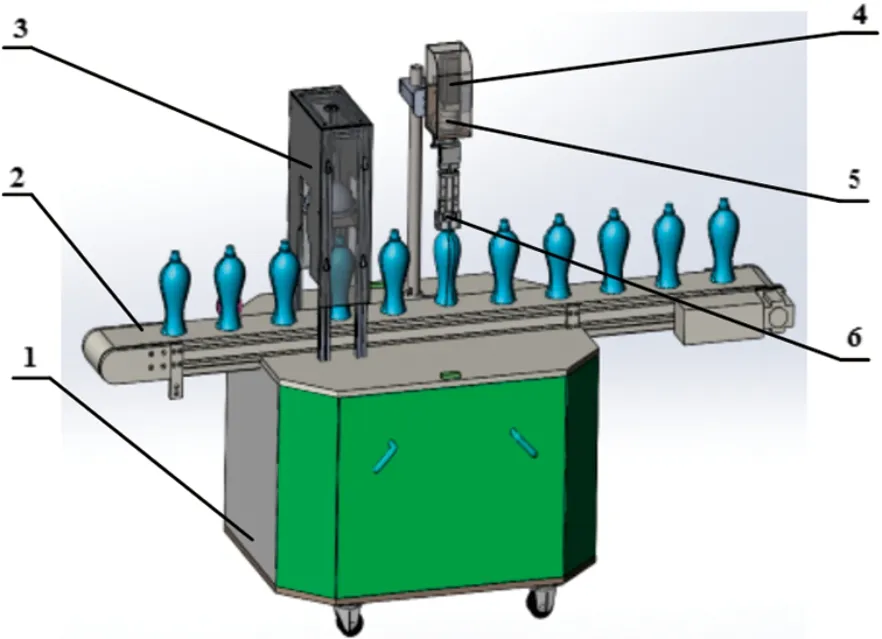
1—机架;2—物料输送线;3—视觉检测系统;
1)伺服电机的选型。在酒瓶商标自动校正控制系统中,单轴机械臂的传动方式为电机—减速机。其核心部件伺服电机作为主要执行元件,实际上是把所接收到的电信号转换成电动机轴上的角位移或角速度输出。伺服电机利用本身具备发出脉冲的功能来进行定位,即伺服电机接收到1个脉冲,就会旋转1个脉冲对应的角度。其接收的脉冲形成闭环,从而带动末端旋转机构旋转预先设置的偏移角度值,精确地控制电机的转动,将姿态角度偏移的酒瓶摆正,保证摆正精度。单轴机械臂伺服电机选用中达电通ECMA系列。该系列电机配套绝对型编码器,可有效抑制机械结构的共振现象,提升定位精度与低速运转稳定度,确保机械臂运动过程中轨迹平顺。伺服电机的参数见表1。

表1 伺服电机的参数
2)减速器的选型。考虑到自动校正过程中末端夹持机构要频繁地旋转,伺服电机的回转数需减小到所需要的值。因此,选用运转平稳、输出扭矩大、速比大、效率高的行星减速器。本设计选用的是苏州绿的谐波传动科技有限公司生产的行星减速器。减速器的参数见表2。

表2 减速器的参数
2 视觉校正系统图像采集
2.1 设备选型
1)工业相机选型。结合酒瓶商标识别校正定位系统的技术应用需求,选用海康威视USB3.0工业相机,该相机支持自动与手动调节增益、曝光时间、白平衡等,支持硬触发、软触发及自由运行模式,自定义ROI,支持镜像输出,可搭配多套相机同时工作,与Halcon和Labview等机器视觉软件配套使用,支持HDR轮询,可保证对不同光源照明下不同曝光时间及增益的周期性调整。工业相机的参数见表3。

表3 工业相机的参数
2)工业镜头选型。相机镜头采用的是HF系列,型号为M0824-4MP。该镜头具有超高分辨率、画面清晰度均匀性高、超低畸变、高周边光亮化、多层宽带镀膜的性能特点,能够保证可见光和近红外光的高透过率,保证画面亮度一致性,支持超短工作距。工业镜头的参数见表4。

表4 工业镜头的参数
2.2 视觉标定
针对酒瓶商标校正的需求,采用三点标定法进行视觉标定。保证相机处于拍照状态,调整焦距和曝光,移动酒瓶的瓶口至拍照位置,将机械臂的当前位置点示教储存起来。调整相机高度,保证相机视野范围内能够完整地捕捉到至少3个圆圈,对标定纸进行拍照,能够找到3个不共线点。记录3个点的像素值,在输送带上进行标记并记录输送带的移动距离。视觉系统标定界面如图2所示,红色区域为标注的3个点。
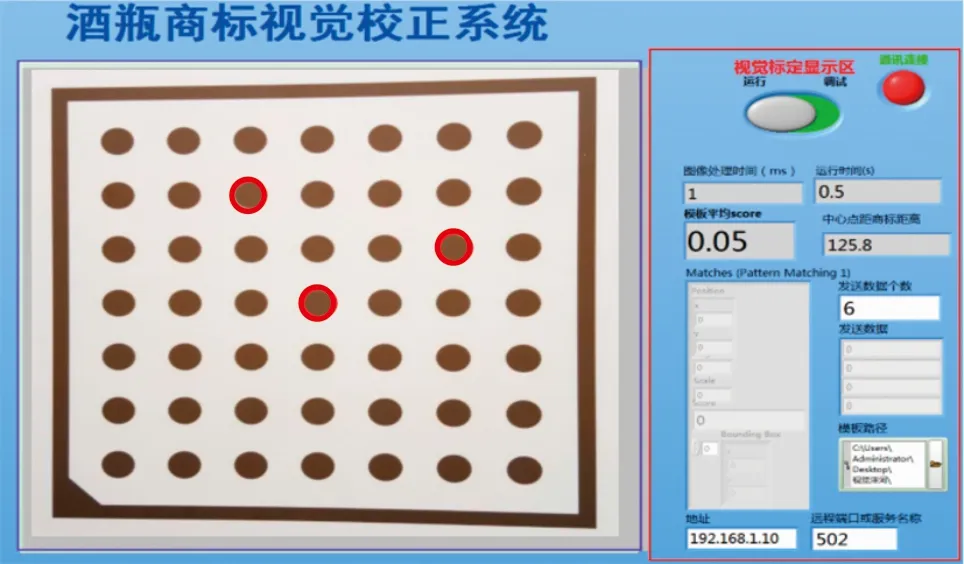
图2 视觉系统标定界面
沿输送带工作的方向移动输送带,保证单轴机械臂的末端能够到达标定纸中记录的3个点。移动完输送带之后,记录输送带移动的距离,填入视觉控制系统。再用机器人的末端去找这3个点,分别记录3个点的(x,y)坐标位置。这3个点的像素值(P1tx,P1ty;P2tx,P2ty;P3tx,P3ty)以及x,y坐标值(P1x,P1y;P2x,P2y;P3x,P3y)为机械臂工作区间,即单轴机械臂在此区间进行目标跟踪夹持。将上述值分别输入视觉系统,采用以太网TCP/IP通信发送至单轴机械臂控制器内部的寄存器中,以便于机械臂从内部寄存器中调用,完成视觉标定。获取的标定数据见表5。
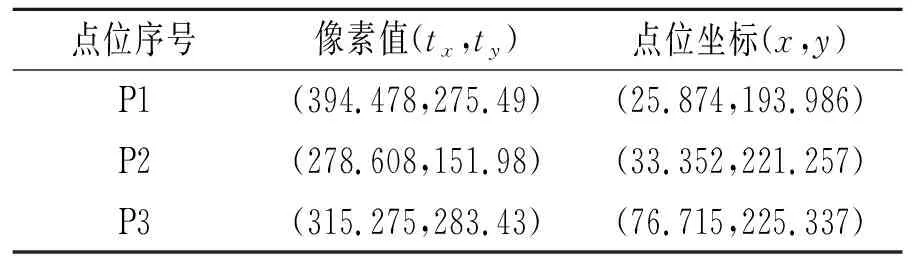
表5 获取的标定数据
2.3 图像采集
酒瓶商标视觉检测定位在视觉系统完成标定后,对酒瓶的瓶口方向进行平面定位,帮助单轴机械臂找到点位识别轮廓位置。对待校正的酒瓶做动态跟踪检测,对视觉系统中出现的偏转误差进行分析,结合系统自带的纠偏算法,进一步减少误差。对单轴机械臂工作路径进行优化,保证机械臂能够更高效率地执行任务。 视觉系统的主要工作是检测酒瓶的瓶口。其中,相机图像的采集是主要环节,在获取图像信息后完成图像处理,计算出瓶口口径的中心坐标,并通过以太网通信将数据传送到单轴机械臂控制器中。
通过标定物酒瓶瓶口的实际轮廓尺寸和在图像中所对应的像素大小来计算像素当量。酒瓶瓶口模板匹配流程如图3所示。首先对图像预处理,创建拍摄区域,然后通过边缘检测的方法获取匹配模板并创建圆模板的特征,最后对2个瓶口进行匹配,找到匹配度最高的区域进行定位并算出该瓶口中心距的圆心坐标,从而求出像素当量。图像采集拍摄到的酒瓶瓶口如图4所示。
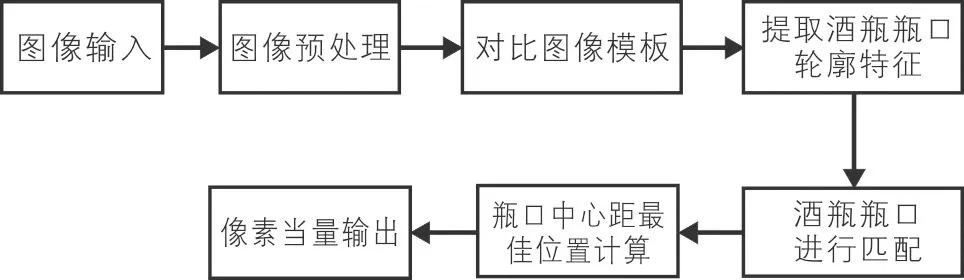
图3 酒瓶瓶口模板匹配流程

图4 图像采集拍摄到的酒瓶瓶口
图像采集过程中,需将单轴机械臂移动至酒瓶瓶口的正上方,以保证工业相机正对来料的酒瓶瓶口,检查输送运动状态。待校正的酒瓶商标移动到环形光源上方,触发相机拍照信号,视觉系统完成图像采集后执行图像处理。处理完成后,视觉系统对提取到的瓶口中心坐标进行整理,再对瓶口中心位置坐标信息进行纠偏补偿处理,最后单轴机械臂执行操作,快速稳定地将瓶子夹持旋转。
3 试验分析
酒瓶商标自动校正动作过程中,有夹持瓶子和旋转校正2个过程,加速度与减速度均保持为120 mm/s2。对于夹持酒瓶的进给过程,需要控制进给速度,保证单轴机械臂末端在进行夹持过程内尽量稳定不抖动。结合以上的选型设计,对加减速进行实际测试,酒瓶商标校正动作电机转矩曲线如图5所示。 输送带的伺服电机参数表示输送带上实际脉冲对应的实际距离,对视觉系统的追踪影响很大。

图5 酒瓶商标校正动作电机转矩曲线
执行酒瓶商标自动校正动作时,最重要的是单轴机械臂通过视觉引导将待识别物体酒瓶进行夹持后旋转。在抓取过程中,视觉系统首先获取运行中酒瓶拍照时的位置,其次通过输送带上的编码器获得传送带实时的运行速度,再将此速度值的交互信号反馈给单轴机械臂的运动控制器,最后计算酒瓶任意抓取夹持时刻的当前位置。目标物酒瓶进入单轴机械臂操作空间范围内,给机械臂发送实时的待夹持指令,协调计算处理机械臂的运动时间与输送带时间,实时快速地在输送带上实现视觉引导的单轴机械臂的动态抓取与校正。酒瓶商标校正设备系统的工作流程如图6所示。单轴机械臂夹持、旋转及放下的过程实际是直线运动,可对此时的加速度和速度进行设计分析,并对设计结果进行判断。
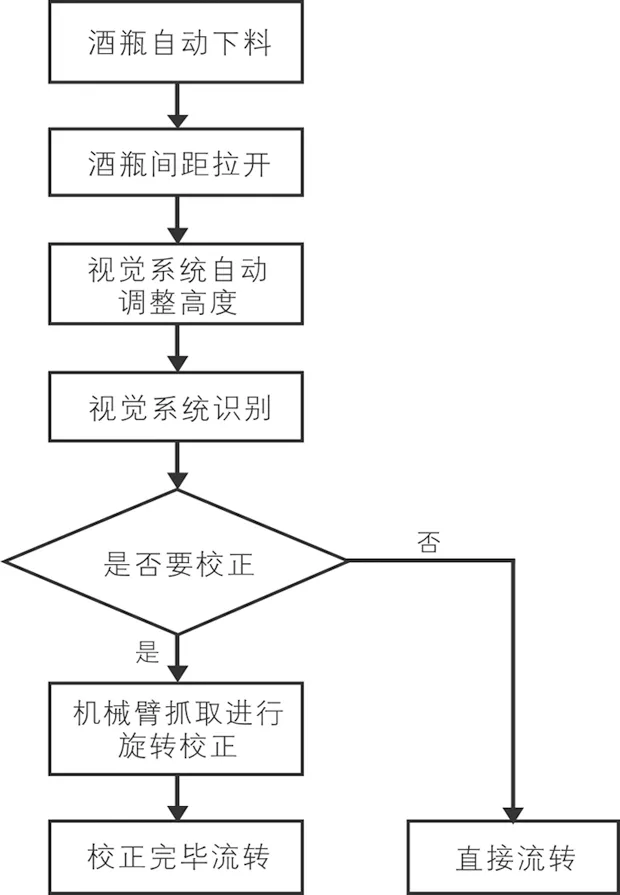
图6 酒瓶商标校正设备系统的工作流程
单轴机械臂在执行商标旋转校正过程中,机械臂正好执行减速动作,得到稳定的运动轨迹。单轴机械臂运动轨迹曲线如图7所示。由图7可知,单轴机械臂在执行自动校正任务时速度变化平滑、稳定,满足自动校正应用需求。
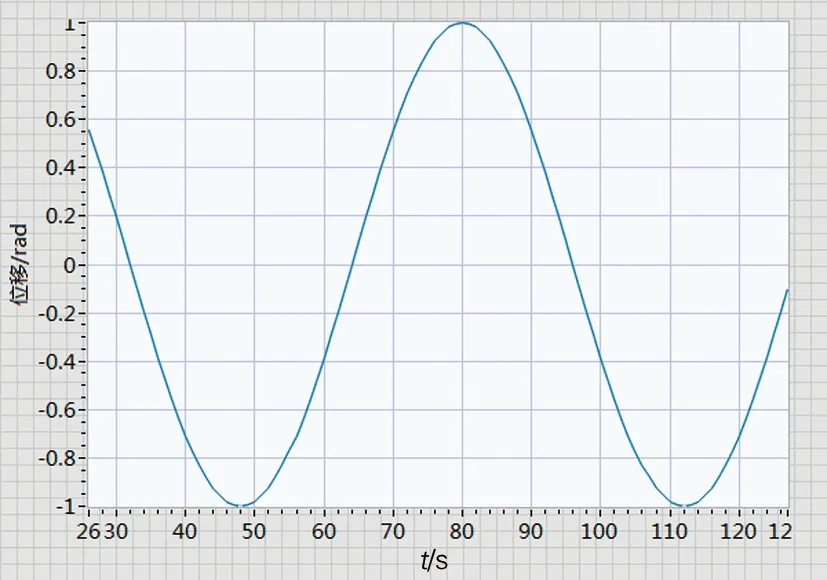
图7 单轴机械臂运动轨迹曲线
酒瓶商标自动校正作业效果统计见表6。测试结果表明,瓶身的姿态与酒瓶瓶口的口径大小影响着视觉引导校正效果。酒瓶商标校正合格率平均值为97.84%,整套设备系统能够快速、稳定、高效地执行酒瓶商标校正生产作业。

表6 酒瓶商标自动校正作业效果统计
4 结论
对基于视觉引导的输送带动态抓取异形酒瓶商标自动化应用进行了研究,通过视觉系统建模与标定,采用变频可调速的控制模式对输送带速度协调控制,结合系统响应时间得出了单轴机械臂对动态目标物酒瓶瓶口的最佳抓取位置。通过样机试验对结构的设计以及系统稳定性进行了验证。试验结果表明,基于视觉引导的酒瓶商标校正系统可实时、稳定且无干扰地完成酒瓶商标校正作业生产,且单轴机械臂在执行自动校正任务时运动速度变化平滑、稳定,满足在线式自动校正生产应用需求。
猜你喜欢
科海故事博览·下旬刊(2022年4期)2022-05-07
起重运输机械(2022年2期)2022-03-04
东方少年·布老虎画刊(2020年6期)2020-10-14
孩子(2020年3期)2020-03-18
中学时代(2019年9期)2019-11-13
文萃报·周二版(2019年1期)2019-09-10
阅读与作文(小学高年级版)(2017年5期)2017-06-01
红蜻蜓·低年级(2016年11期)2017-01-05
人生十六七(2013年10期)2013-11-22
中国新技术新产品(2013年7期)2013-08-15