
掘进机截割头截齿参数的优化
2021-10-15 09:09王学章
机械管理开发 2021年9期
王学章
(潞安集团寺家庄有限责任公司,山西 长治 046299)
引言
掘进机为煤矿生产的关键设备,承担着对巷道的掘进任务,其掘进效率和设备性能直接决定巷道的成型质量和工期。掘进机截割头为直接与围岩接触的部件,其性能直接决定对工作面围岩的破岩效率和整机的能耗[1]。截齿为直接与围岩接触的零件,从理论上分析,实现截割头截齿的优化布置,降低设备的振动、减小截齿的受力对降低整机的能耗具有重要意义。本文将着重对掘进机截割头截齿优化布置。
1 截割头截齿参数的确定
本节将着重对截割头的参数、截齿的布置形式、安装角度、截割角范围、钻进截割角或者横扫截割角等参数进行初步确定。
1.1 截割头参数的初步确定
从理论上讲,截割头的形状和相应尺寸是决定掘进机截割效率的关键,也是影响后期巷道成型质量的核心。截割头的参数包括有截割长度、截割头直径以及截割头锥角等。
1)截割头长度的初步确定。截割头的长度指的是截割头在轴线旋转方向的具体尺寸,其主要影响整机的收料能力和清底能力。一般的,截割头的长度不得小于700 mm。因此,本文将初步确定截割头的长度为800 mm。
2)截割头直径的初步确定。截割头直径指的是在垂直于轴线方向的长度,其主要影响整机的截割能力和上方布置截齿的寿命。结合理论计算和实践经验,可通过减小截割头直径提升设备的截割力。但是,在实际制造过程中很难将截割头直径做到小于800 mm。因此,初步确定截割头的直径为800 mm。
3)截割头锥角的初步确定。截割头的锥角将直接决定最终巷道的成形质量,尤其对巷道底板的平坦程度影响最大。结合工程实践经验,一般将截割头直径控制在25°~35°之间。本文取截割头的锥角为30°。
1.2 截齿排布参数的初步确定
截割头截齿的排布参数指的是截割按照一定规律均匀分布于截割头外型轮廓上,其对应的参数包括有截齿的螺旋头数、截齿的螺旋升角、截线之间的间距等。
1)截齿螺旋头数的初步确定。截齿螺旋头数直接影响设备的截割能力和收料效果。从理论上讲,螺旋头数越少对应截齿螺旋升角越小,对应的排料能力较差;螺旋头数过大对应截齿螺旋升角越大,将会影响截齿在截割头上的排列[2]。一般工程实践中常将螺旋头数设定为3头。
2)螺旋升角的初步确定。所谓螺旋升角指的是,截齿螺旋线与截齿运动轨迹之间的夹角。从理论上讲,螺旋升角将直接决定截割头的导料能力。结合工程实践经验和理论基础,一般将截割头截齿的螺旋升角控制在12°~30°之间。
1.3 截割角的初步确定
截割头上所布置截齿的基本尺寸如图1所示。
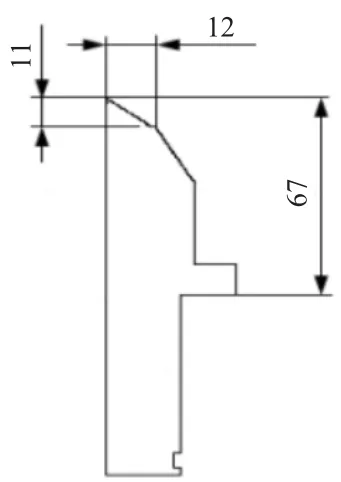
图1 截割头截齿尺寸示意图(单位:mm)
1)钻进截割角的初步确定。根据实际工况,当掘进机截割头处于钻进工况时其对应的截割半径为105 mm,分别对截割头截齿齿座与煤岩接触、截割头截齿齿座与煤岩不接触以及截齿与齿槽不接触时对应截割角的具体数值[3]。结合计算公式可知:当截割头截齿齿座与煤岩接触时,对应截割角为57°;当截割头截齿齿座与煤岩不接触时对应截割角的范围为32°~48°;当截齿与齿槽不接触时对应截割角为51°。因此,对应掘进机在钻进工况下对应的截割角不得小于57°。
2)横扫截割角的初步确定。根据实际工况,当掘进机截割头处于横扫工况时其对应的截割半径为297 mm,分别对截割齿齿座与煤岩体不接触、截割齿与齿槽底不接触以及截齿与齿槽侧不接触时对应截割角的具体数值进行计算,并得出如下结论:当截割齿齿座与煤岩体不接触时,对应截割角的范围为17°~36°;当截割齿与齿槽底不接触时,对应截割角为49.9°;当截齿与齿槽侧不接触时,对应截割角为51°。因此,对应掘进机在横扫工况下对应的截割角不得小于51°。
2 截割头截齿截割角的优化
掘进机截割头参数的确定对应截割头长度、直径、锥角以及截割头截齿的安装角度、螺旋升角、螺旋头数等均可结合实践经验和理论计算得出相对准确的数值。但是,对于截割头截齿的截割角参数其仅能够根据理论计算得出一个范围值,无法得出精确数值[4]。因此,本文将结合数值模拟手段对掘进机截割头对应的截割角参数进行优化确定。
2.1 钻进截割角的优化确定
结合上述理论计算结果,掘进机在钻进工况下对应截割角应大于57°。为此,本节将对截割角为40°、45°、50°、55°、58°以及60°六组参数下对应的性能进行仿真分析。在本次仿真中所确定模型中的岩石硬度为8,截齿的旋转速度为46 r/min,截齿在Z方向的进给速度为0.02 m/s,截割半径为105 mm。对应的仿真模型如图2所示。
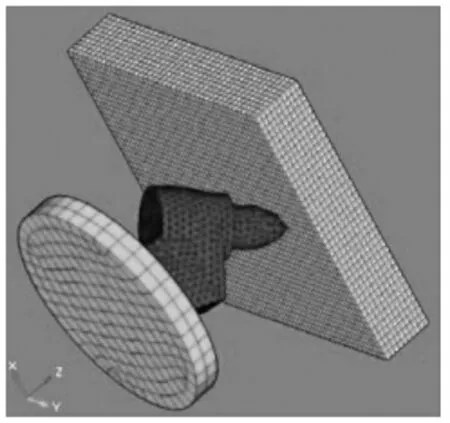
图2 钻进工况有限元仿真模型
本次仿真将着重针对不同截割情况下对应截齿的受力情况,仿真结果如表1所示。
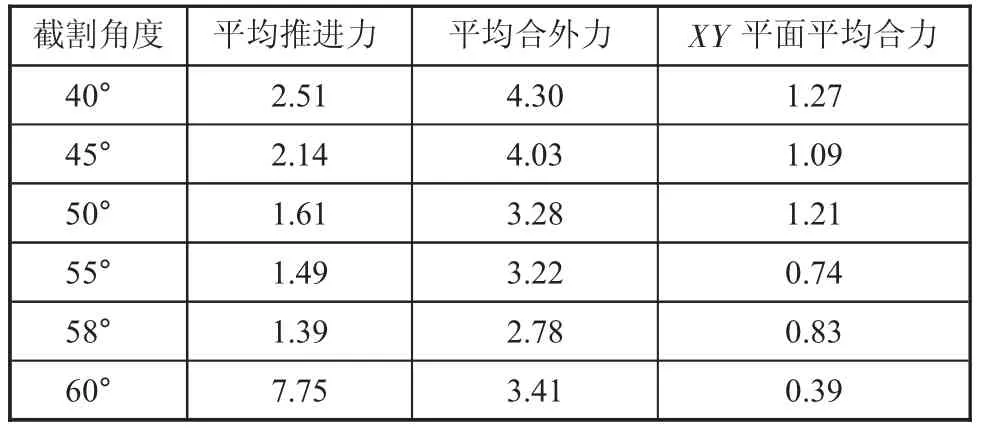
表1 不同截割角对应钻进工况截齿受力情况汇总kN
如表1所示,当截割角度为58°时对应截齿在钻进工况下的平均推力和合外力最小,且在XY平面的平均合力也相对较小。而且,在截割角为58°时,截齿与岩层的截齿最为充分,对应的截割效率最高。因此,最终确定截齿在钻进工况下对应的截割角为58°。
2.2 横扫截割角的优化确定
结合上述理论计算结果,掘进机在横扫工况下对应截割角应大于51°。为此,本节将对截割角为40°、48°、50°、52°、55°以及58°六组参数下对应的性能进行仿真分析。在本次仿真中所确定模型中的岩石硬度为8,截齿的旋转速度为46 r/min,截齿在Z方向的进给速度为0.02 m/s,截割半径为297 mm。
本次仿真将着重针对不同截割下对应截齿的受力情况,仿真结果如表2所示。
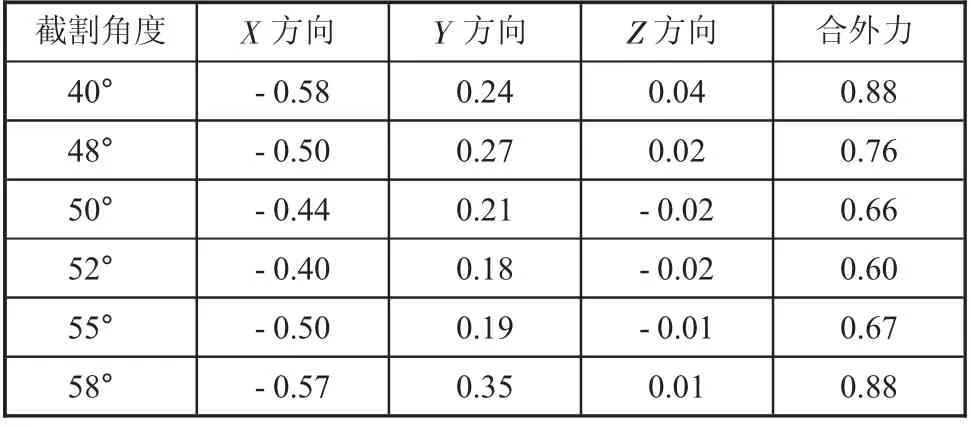
表2 不同截割角对应横扫工况截齿受力情况汇总表kN
如表2所示,当截割角度为52°时,对应截齿的合外力最小,且在X方向和Y方向的应力绝对值也最小。因此,考虑到减小设备的振动确定设备截割角为52°。
3 结语
掘进机为综采工作面的关键设备,其主要承担着对巷道的掘进成型任务,其掘进效率影响综采工作面的投入时间,其能耗影响整个煤矿的生产成本[5]。截割头截齿作为与煤岩工作面接触的零部件,在截割头上的布置形式和各个截齿的性能影响实际生产中设备的振动情况和能耗大小。因此,在设计初期需综合工程实践经验和理论计算对截齿的布置情况进行最优设置。
猜你喜欢
防爆电机(2022年2期)2022-04-26
煤矿安全(2021年9期)2021-10-17
科技创新导报(2021年33期)2021-04-17
微特电机(2021年3期)2021-04-06
湖北畜牧兽医(2021年11期)2021-02-23
电脑报(2020年19期)2020-06-30
浙江畜牧兽医(2020年3期)2020-06-22
中国煤层气(2015年4期)2015-08-22
浙江大学学报(工学版)(2015年1期)2015-03-01
微特电机(2012年4期)2012-07-23
